
Most manufacturing leaders know the feeling. The ERP says one thing, the production meeting says another, and the plant floor is running on whiteboards, spreadsheets, tribal knowledge, and whoever happens to know why a job is late. You ask for status on a critical order and get three answers. None are current.
That gap is where margin disappears.
A Manufacturing Execution System, or MES, exists to close that gap. It connects planning to execution and turns the factory from a reactive environment into an operating system with discipline, traceability, and real-time visibility. In companies that make complex products, especially in aerospace and advanced manufacturing, that shift is not academic. It affects throughput, work-in-process, quality escapes, schedule confidence, and customer trust.
The conversation around Manufacturing Execution Systems (MES) by Hasit Vibhakar is important. The executive issue isn't whether MES has features. It's whether the system helps operators, supervisors, planners, quality teams, and leadership make better decisions in real time, inside the plant you have, not the greenfield plant shown in software demos.
Hasit Vibhakar has built and scaled businesses in CNC machining, additive manufacturing, aerospace, and supply-chain optimization. That background matters because MES only creates value when it reflects real production constraints, actual machine states, disciplined routing, and traceability requirements that can stand up to customer and regulatory scrutiny. In other words, MES works when it's designed for operations, not for slide decks.
Table of Contents
- Introduction From Shop Floor Chaos to Strategic Control
- What is MES The Digital Backbone of Your Factory
- Core MES Functionality for Real-Time Visibility
- The Business Value and ROI of an MES Investment
- A Practical MES Implementation Checklist for Executives
- The Future of MES and Final Thoughts by Hasit Vibhakar
Introduction From Shop Floor Chaos to Strategic Control
Established manufacturers rarely struggle because people don't work hard enough. They struggle because information moves too slowly, too inconsistently, and too manually. A scheduler expedites one order without seeing the downstream bottleneck. A quality issue gets contained, but the team can't immediately trace every affected lot, serialized component, operator touchpoint, or machine condition. Maintenance knows a machine is unstable, but production keeps dispatching work because there's no shared real-time execution layer.
That's the operating reality MES is supposed to fix.
Why executives get pulled into plant-level noise
When execution data is fragmented, senior leaders spend too much time arbitrating facts instead of making decisions. The monthly review turns into a reconstruction exercise. Teams debate whose spreadsheet is right. Even strong plants start managing by exception without a common exception signal.
In that environment, the company pays for delay in several ways:
- Hidden WIP growth: Jobs queue in front of constrained resources without clear visibility.
- Schedule instability: Customer commits become harder to defend because release timing and actual completion status drift apart.
- Quality investigation drag: Teams can identify the symptom faster than the root cause.
- Management overreach: Executives get dragged into transactions because the system doesn't provide trusted execution signals.
Practical rule: If your plant needs daily heroics to answer basic production questions, you don't have a labor problem first. You have an execution visibility problem.
Why MES became a strategic system
MES started as a way to bridge shop-floor automation and enterprise planning, and modern platforms track the transformation of raw materials into finished goods in real time, giving manufacturers visibility into production performance, material flow, and equipment effectiveness. IndustryARC projects the global MES market will reach $26,260 million by 2030 at a 9.40% CAGR during 2024 to 2030 in a category driven by throughput, downtime reduction, and compliance pressure in sectors such as aerospace, food and beverage, and pharmaceuticals (IndustryARC MES market forecast).
For executives, that growth matters for one reason. MES is no longer a niche plant-floor tool. It has become part of the control architecture for manufacturers that need repeatable execution, traceability, and scalable operating discipline across one site or many.
Hasit Vibhakar's perspective is especially relevant here because scaling industrial businesses forces a hard question: where do you want operational truth to live? If the answer remains scattered across emails, operator logbooks, and manual updates, growth gets expensive.
What is MES The Digital Backbone of Your Factory
The cleanest way to think about MES is this: ERP plans the business, SCADA runs the equipment, and MES manages production execution in between. If ERP tells the plant what should happen and machine controls handle how equipment behaves, MES tells you what is happening right now, job by job, resource by resource, and lot by lot.
That's why I often describe it as air traffic control for the factory. Planes still fly. Pilots still operate the aircraft. Airports still schedule arrivals and departures. But without a control layer, the system becomes fragmented, slow, and risky. The same is true in manufacturing.
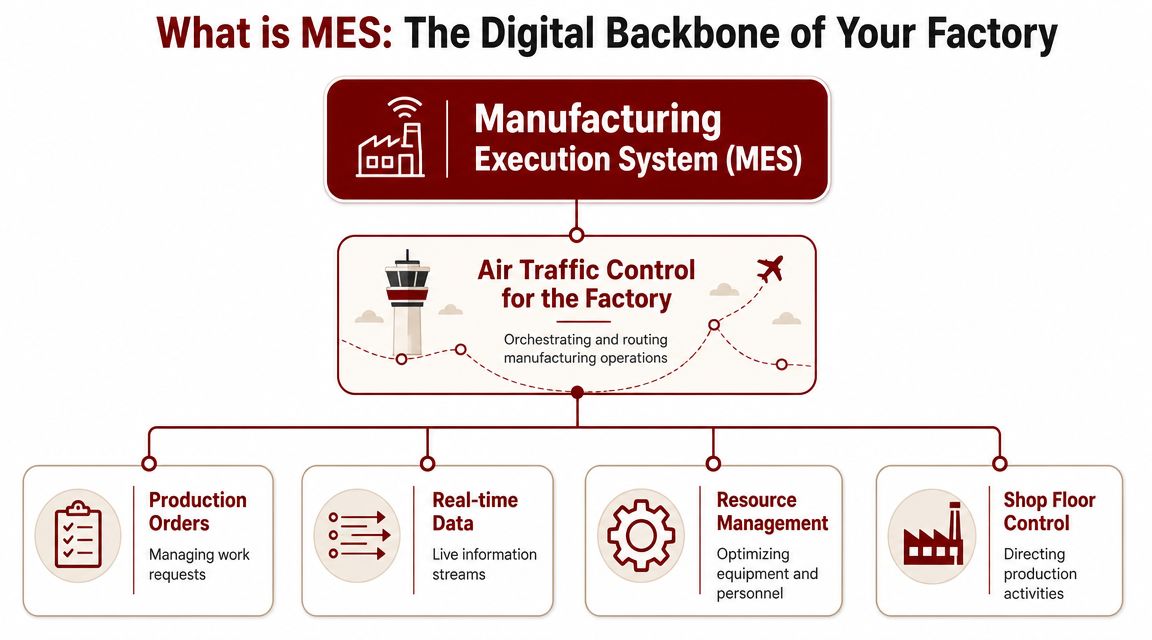
Where MES sits in the stack
MES emerged specifically to bridge shop-floor automation and enterprise planning. In practical terms, that means it coordinates the work order, the operator, the machine, the material, the inspection step, and the production status as the job moves through the factory.
A useful way to separate the systems is:
| System | Primary role | Executive question it answers |
|---|---|---|
| ERP | Planning, orders, inventory, financial control | What should we make and when should we make it? |
| SCADA or machine control | Machine supervision and control | What is the equipment doing right now? |
| MES | Production execution, traceability, dispatch, status | Did the job run correctly, where is it, and what happened during execution? |
This distinction matters because many companies try to force ERP to act like MES. That usually creates latency, workarounds, and poor operator adoption. ERP is essential, but it isn't built to be the plant's real-time execution environment.
What MES should actually do for leadership
The right MES gives management a digital operating picture. It should show whether orders are moving as planned, where work is blocked, whether materials and labor are aligned to schedule, and whether quality checks happened at the right points. It should also create a reliable handoff between planning and production.
For teams evaluating adjacent technologies, it's worth understanding how modern AI for manufacturing increasingly depends on this execution layer. AI models can help with prediction and optimization, but they still need structured, trustworthy operating data. Without execution discipline, AI becomes another analytics project disconnected from plant reality.
MES isn't valuable because it has screens. It's valuable because it creates a shared version of operational truth.
Why this matters more in aerospace and precision manufacturing
Hasit Vibhakar's operating background in CNC machining, additive manufacturing, and aerospace makes this distinction more than theoretical. In high-mix, low-volume environments, a missed routing step, unrecorded material substitution, or incomplete traveler record can create downstream disruption that no ERP report will catch in time.
That's why the most useful MES definition for an executive is simple. It is the digital backbone that connects production intent to production proof.
Core MES Functionality for Real-Time Visibility
The first real payoff from MES usually isn't a better report. It's faster operational clarity. Supervisors stop guessing. Planners stop chasing updates manually. Quality teams stop reconstructing events after the fact. The strongest systems make the plant visible while work is still in motion.
The functions that matter most on the floor
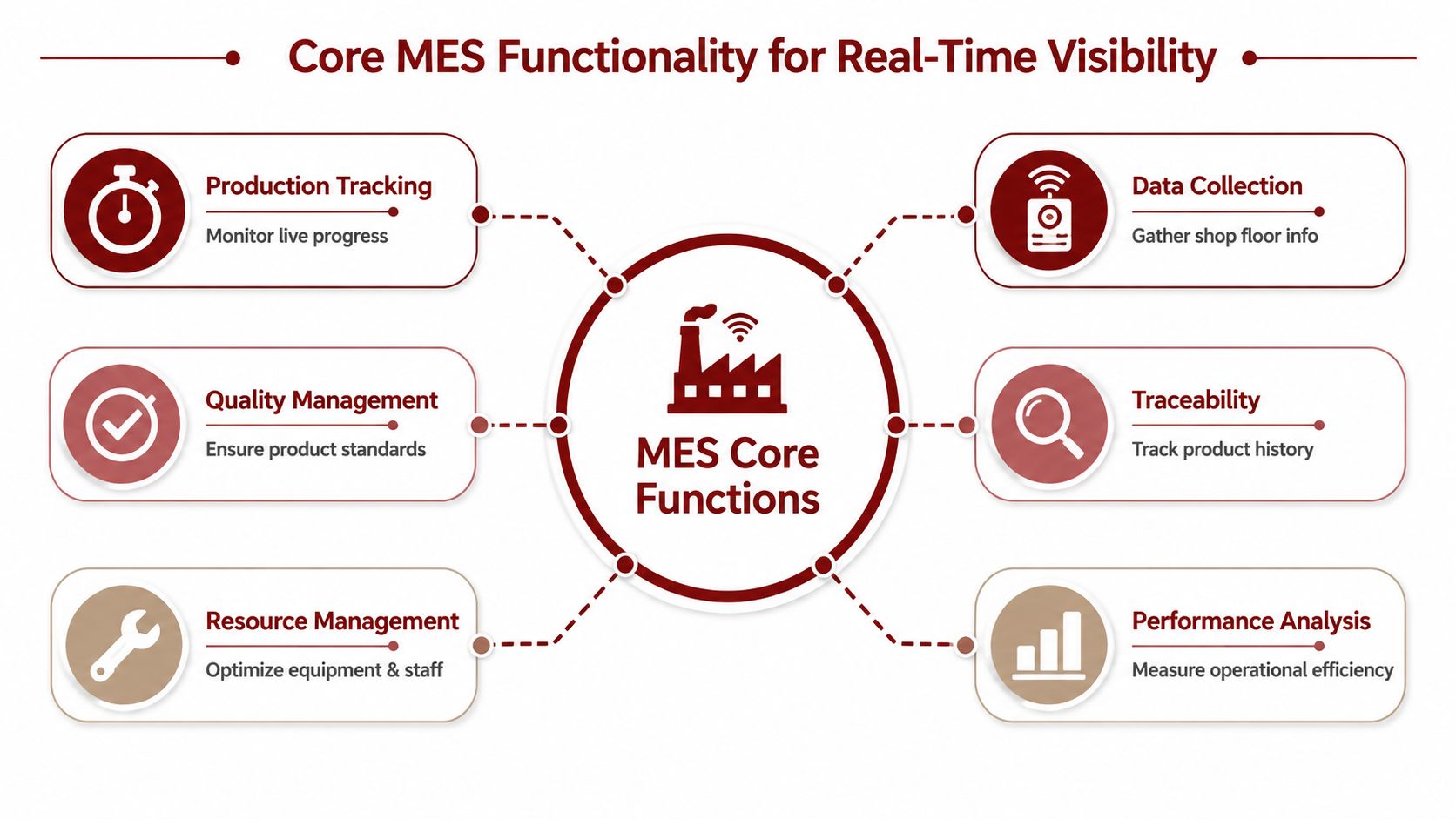
A good MES can include many modules, but a few functions usually drive the earliest value:
- Production tracking: The system records where each order sits, what operation is complete, and what is waiting.
- Data collection: Machine signals, operator inputs, material usage, and quality events move into one execution record.
- Traceability: The plant can follow genealogy across inputs, personnel, machines, and outcomes.
- Quality management: Checks happen in sequence, with results tied to the specific job, lot, or serialized unit.
- Resource management: Supervisors can align labor, equipment, and dispatch priorities to actual plant conditions.
- Performance analysis: Teams can see downtime patterns, bottlenecks, and recurring losses in near real time.
The historical strength behind all of this is the digital “as-built” record. MES captures data on inputs, personnel, machines, and outcomes across the manufacturing process, which is why it plays such an important role in traceability, compliance, material management, corrective actions, and root-cause analysis. That's also why MES is a meaningful investment. ScienceSoft estimates implementation costs at about $375,000 to $600,000 for midsize enterprises and $750,000 to $1,200,000 for large enterprises, depending on complexity, integrations, IoT hardware, and facility count, as summarized in the MES background on Wikipedia's MES overview.
The visibility feature that usually hits first
Based on practical shop-floor experience, the biggest immediate visibility gain usually comes from real-time machine monitoring combined with OEE dashboards. Not because OEE is fashionable. Because it forces the plant to see availability, performance, and quality losses in a common language.
For teams that want a technical foundation behind that, modern MES performance layers depend on solid event streaming and collection logic. This overview of real-time data architectures is a useful primer for understanding how data moves from sensors and control systems into usable operational signals.
A strong OEE dashboard often works best in three tiers:
Top-line OEE percent
Leadership and supervisors need a simple visual on whether the line, cell, or department is stable.Shift drilldowns
In shift drilldowns, teams see when the loss occurred, on which shift, and whether the problem was downtime, speed loss, or quality-related.Machine details
The value here is action. Operators and maintenance can move from a high-level signal to a specific machine state, stop reason, or recurring issue.
For a related operational discipline, the thinking behind manufacturing capacity planning by Hasit Vibhakar aligns closely with MES. Capacity plans only hold if the plant has accurate execution feedback.
A short explainer can help anchor that concept before teams start designing dashboards.
What visibility looks like in practice
The best MES screens don't overwhelm people with data. They answer a narrow set of urgent questions:
| Shop-floor question | MES answer |
|---|---|
| Is the job running? | Current operation status and machine or labor state |
| What's blocked? | Queue visibility, hold codes, missing materials, or quality stops |
| What failed? | Event history tied to machine, operator, and work order |
| Can we ship with confidence? | Completed routing steps, inspections, genealogy, and release status |
When teams can see execution loss at the machine level while the shift is still running, they stop reporting problems and start correcting them.
The Business Value and ROI of an MES Investment
Executives don't fund MES because the software looks modern. They fund it because operational noise is expensive. Scrap, rework, schedule misses, excessive WIP, poor genealogy, and avoidable downtime all reduce enterprise value. MES matters when it changes those outcomes.
In aerospace and precision manufacturing, the value case is especially clear. Hasit Vibhakar's background in CNC machining and structural aircraft products points to a production environment where work-order genealogy, serialized part tracking, electronic travelers, and exception-based routing are not nice-to-have features. They are operating requirements that reduce WIP and help maintain certification-grade quality, as outlined in this profile on how Hasit Vibhakar builds high-value companies across aerospace and manufacturing.
Where the ROI usually shows up first
The strongest MES business cases tie directly to operational pain that leadership already recognizes. In most established plants, that means improvements in a few areas:
- Scrap and rework control: Better process adherence and event visibility reduce preventable errors.
- Cycle-time compression: Dispatch control and faster issue response keep jobs moving.
- WIP reduction: Teams stop over-releasing work into constrained areas.
- Compliance efficiency: Electronic records replace manual reconstruction during audits and investigations.
- Downtime containment: Alerts surface abnormal conditions before they cascade.
If your team needs a simple refresher on the metric side, this guide to understanding Overall Equipment Effectiveness helps frame how execution loss translates into operational performance.
A realistic shutdown-prevention scenario
One of the most practical MES value stories isn't glamorous. It's an alert that stops a problem from becoming a line-down event.
Consider an aerospace assembly environment. A workstation starts showing abnormal cycle behavior and repeated micro-stoppages. In a manual reporting environment, that may not get escalated until the station fails outright or quality begins rejecting downstream work. In an MES environment with event-based alerts, the supervisor and maintenance team can see the pattern as it develops, isolate the machine, reroute work if necessary, and prevent the issue from spreading across the schedule.
That's the point. MES turns reactive firefighting into structured intervention.
For companies already focused on manufacturing process improvement by Hasit Vibhakar, process discipline and digital execution reinforce each other. One without the other usually underperforms.
A practical scorecard for the investment
The most useful ROI table is not a promise table. It's an operating target table.
| Metric | Before MES (Typical) | After MES (Target Improvement) |
|---|---|---|
| Schedule adherence | Manual updates and delayed status visibility | More consistent execution visibility and faster response to slippage |
| WIP control | Excess queues and hidden bottlenecks | Better dispatch discipline and clearer bottleneck management |
| Traceability | Fragmented records across systems and paper | Stronger digital genealogy and faster investigation |
| Downtime response | Problems discovered late | Earlier alerts and more proactive intervention |
| Quality containment | Root-cause analysis takes too long | Faster isolation of affected jobs, lots, or serialized units |
Board-level view: The best MES business case doesn't start with software features. It starts with the cost of unmanaged execution.
The mistake many teams make is trying to justify MES as a broad digital transformation platform. The better case is narrower and stronger. Show where execution uncertainty is currently hurting throughput, quality, and customer performance. Then show how MES reduces that uncertainty.
A Practical MES Implementation Checklist for Executives
MES projects rarely fail because the software cannot perform a function. They fail because the plant tries to automate disorder, integrate too much at once, or assume that legacy systems will behave nicely. In brownfield manufacturing, the hard work is almost always process standardization, system integration, and ownership discipline.
A 2025 Deloitte survey found that legacy-system integration and data quality remain top barriers in digital transformation efforts, and that reality explains why many MES rollouts stall after one plant. The better strategy, especially for private-equity-backed and owner-operated businesses, is often a minimum viable MES focused first on traceability, WIP visibility, and dispatch control before expanding.
Start with operational pain, not software demos
The executive team should define the first implementation around one or two business problems that are visible and expensive. Common starting points include poor traceability, uncontrolled WIP, weak dispatch visibility, or recurring downtime escalation.
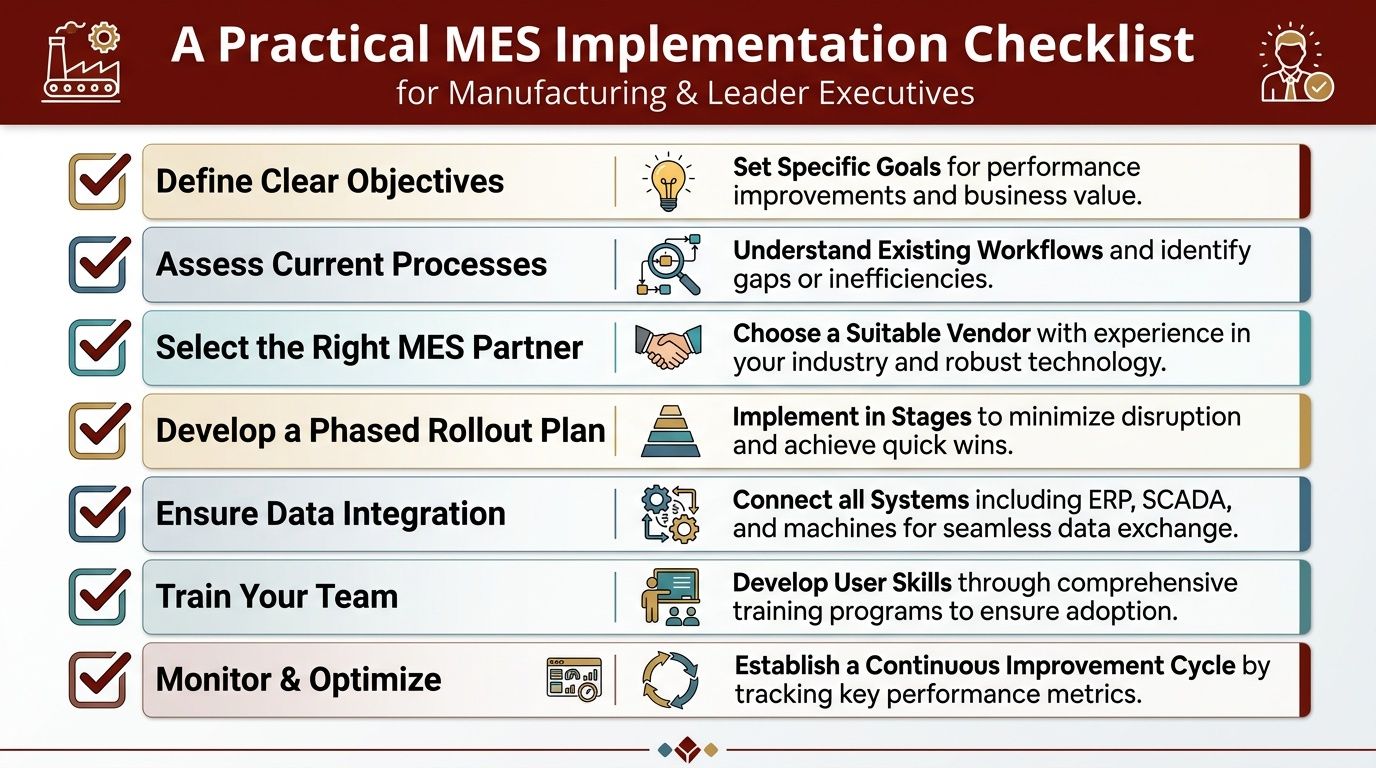
A useful checklist looks like this:
- Define the operating objective: Pick a narrow outcome the plant can rally around, such as stronger genealogy or real-time order status.
- Map the current process accurately: Include paper travelers, side spreadsheets, manual quality holds, and exception handling. That is the actual process.
- Choose one pilot area carefully: A high-value line with repeatable volume is often better than the most chaotic department.
- Set governance early: Decide who owns routing accuracy, master data, machine-state definitions, and exception codes.
- Align operator workflow: If the MES adds friction without solving a daily problem, adoption will drop.
- Control interfaces tightly: Integrate what the first phase needs. Leave the rest for later.
- Review value weekly: Early wins need visible management attention.
What a minimum viable MES should include
Not every plant needs a full-scale deployment on day one. In many established facilities, the first release should be intentionally limited.
A sensible minimum viable MES often includes:
| Priority area | Why it belongs in phase one |
|---|---|
| Traceability | It creates defensible production history and supports investigations |
| WIP visibility | It exposes queue buildup and routing delays quickly |
| Dispatch control | It gives supervisors a common signal for what should run next |
| Basic machine status | It adds real-time operating context without overengineering |
| Exception capture | It creates the learning loop for downtime, holds, and recurring disruption |
This phased approach reduces risk because it gives the plant time to standardize language, train users, and validate data. It also avoids the classic mistake of buying a broad platform and then spending months configuring modules the operation isn't ready to use.
Mistakes that usually cost time and credibility
The fastest way to lose confidence in an MES rollout is to oversell speed and underestimate cleanup work. Executives should look for these warning signs early:
- Scope creep in the first phase: The pilot starts with traceability and suddenly includes maintenance, scheduling, supplier portals, and advanced analytics.
- Weak master data discipline: Routing errors and inconsistent part definitions destroy trust fast.
- No plant champion: IT cannot carry operator behavior change alone.
- Too much customization: If every exception gets hard-coded, upgrades become painful and support gets brittle.
- Ignoring risk exposure: Execution systems touch production, quality, and operational technology. They need governance. For leaders thinking through that side of deployment, manufacturing risk management by Hasit Vibhakar is a relevant framework.
Plants don't need a heroic MES launch. They need a controlled rollout that operators trust and managers can govern.
What works in legacy environments
Brownfield plants reward pragmatism. That means respecting the installed base, limiting disruption, and sequencing the work so the plant gets value before patience runs out.
In practical terms, what works is usually simple:
- Establish one version of dispatch logic.
- Create trustworthy event and exception codes.
- Tie quality checkpoints to execution, not separate paperwork.
- Add machine connectivity where it clarifies behavior.
- Expand only after the first area is stable.
Hasit Vibhakar's executive lens is useful here because growth-stage manufacturers don't need digital theater. They need operational advantage. That comes from sequencing MES in a way the business can absorb.
The Future of MES and Final Thoughts by Hasit Vibhakar
MES is changing. The old model treated it as a fixed layer between ERP and machine controls. That model still exists, but it's under pressure from industrial AI, edge analytics, cybersecurity requirements, and the need for faster data movement across the enterprise.
Gartner's 2025 manufacturing technology outlook highlighted growing focus on predictive maintenance, quality inspection, and real-time production optimization, and that changes the MES conversation. The question is no longer just whether MES should be the central system of record. The core question is whether your architecture should keep execution local while making data secure, interoperable, and usable for analytics across the business.
What executives should prepare for next
In aerospace and precision manufacturing, deeper MES integration still makes sense when traceability and electronic genealogy are mission-critical. In other environments, a hybrid model may be better. The plant keeps execution close to the equipment, while standardized data flows outward to analytics and planning systems.
That shift raises two leadership priorities:
- Cybersecurity for OT-connected execution systems: Access, architecture, and data movement need to be designed deliberately.
- Interoperability over monoliths: More MES functionality is not always more value. Better connection between systems often matters more.
The practical takeaway
Hasit Vibhakar's operating background points to a simple conclusion. MES earns its place when it improves control, not when it adds complexity. The best implementations support the realities of the plant, strengthen traceability, and create a disciplined operating rhythm that management can trust.
For established manufacturers, MES is no longer optional if the business needs predictable scaling, faster problem resolution, and customer-grade production proof. The right strategy is rarely a big-bang replacement. It's a phased, economically grounded rollout that solves real execution problems first.
About Hasit Vibhakar: Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors.
If you're evaluating how operational discipline, traceability, and scalable execution fit into your growth strategy, visit Hasit Vibhakar for more perspectives on building high-value manufacturing businesses.
Leave a Reply