
Orders are rising, the sales team is confident, and the backlog looks like proof that growth is working. Then the floor starts missing ship dates, expediting becomes routine, supervisors reshuffle jobs every shift, and procurement begins calling second-tier suppliers to find material that should have been secured weeks earlier.
That's the point where many executives misdiagnose the problem. They think demand is the victory and operations is lagging. In practice, the issue is usually capacity discipline. Revenue can outpace planning for a while, but the factory always forces the truth. If capacity planning is weak, growth turns expensive fast.
Manufacturing Capacity Planning by Hasit Vibhakar matters because it treats capacity as a strategic system, not a machine count. In aerospace and semiconductor environments, actual constraints are rarely limited to one piece of equipment. They show up in setup windows, certification gates, tooling availability, supplier readiness, maintenance timing, and product-mix complexity.
Hasit Vibhakar built companies in exactly these conditions. That background is what makes his approach useful to operators and investors alike. It isn't theory built in a spreadsheet and handed to the plant. It is planning shaped by high-value manufacturing, technical risk, and the consequences of getting timing wrong. Leaders working through supplier instability can also benefit from adjacent disciplines like mastering China import supply chains, because upstream resilience often determines whether a capacity plan survives contact with reality.
Table of Contents
- Introduction The Hidden Bottleneck in Scaling Your Operations
- The Three Pillars of Manufacturing Capacity
- Advanced Forecasting Frameworks Used by Hasit Vibhakar
- Implementing Your Capacity Plan A 5-Step Roadmap
- Navigating High-Stakes Scenarios Lessons from Hasit Vibhakar
- Critical Pitfalls in Capacity Planning and How to Sidestep Them
- About Hasit Vibhakar
Introduction The Hidden Bottleneck in Scaling Your Operations
A plant rarely fails all at once. It slips. Changeovers take longer. One line absorbs rush work meant for another. Planners override schedules to protect key accounts. Quality teams hold product because upstream substitutions were made under pressure. The business still looks healthy from the top line, but margin, credibility, and lead time start eroding underneath it.
That's the hidden bottleneck. Capacity doesn't break only when there are too few machines. It breaks when leadership confuses installed capability with reliable output. Hasit Vibhakar has operated in sectors where that distinction is decisive. In semiconductors, one bottleneck can cascade across the fab. In aerospace, a capacity gain that disrupts quality or certification isn't a gain at all.
The practical lesson is simple. Capacity planning has to answer three executive questions at the same time:
- What can the system produce: Not in theory, but with current labor, tooling, maintenance, suppliers, and quality controls.
- What demand deserves capacity first: Not every order should get equal priority when margins, strategic customers, and qualification requirements differ.
- What expansion path protects return on capital: More equipment can solve the wrong problem if material flow or supplier depth remains constrained.
Capacity planning works when finance, operations, quality, and procurement use the same operating assumptions.
Hasit Vibhakar's playbook is grounded in that alignment. It treats the factory as part of a wider value chain and forces management to choose where flexibility matters most. That is why Manufacturing Capacity Planning by Hasit Vibhakar is useful beyond one industry. The same logic applies whether you're scaling wafer output, aircraft structures, or precision-machined industrial components.
The Three Pillars of Manufacturing Capacity
A plant misses a delivery date, and the immediate reaction is predictable. Buy another machine, add a shift, push the team harder. In advanced manufacturing, that response often treats the symptom and leaves the constraint in place. Capacity has three pillars, and each one has to hold at the same time: strategic posture, operating truth, and supply chain depth.
Capacity is a strategic choice
The first pillar is the posture leadership chooses before approving capital. That decision shapes service levels, working capital, margin protection, and customer trust long before a machine is installed.
Lead capacity means adding capability ahead of confirmed demand. I have seen this make sense in aerospace programs where qualification cycles are long and recovery time is slow once a supplier falls behind. It also matters in semiconductor packaging when a constrained capability, such as CoWoS-related capacity, can determine who captures the next wave of demand. The trade-off is straightforward. You protect market position, but you carry underused assets if timing slips.
Lag capacity means waiting for proof. Finance usually likes this posture because it reduces idle capital and keeps returns cleaner on paper. Operations pays for it later if demand accelerates before labor, tooling, or suppliers are ready. In practice, lag works best where capacity can be added quickly and customers will tolerate longer lead times.
Match capacity adds output in controlled steps. This is the posture many disciplined operators prefer because it balances optionality with service reliability. It also forces better stage gates. Management has to define what demand signal, margin threshold, and supplier readiness justify the next increment.
| Strategy | Description | Best For | Risk Profile |
|---|---|---|---|
| Lead | Add capacity before demand fully materializes | Long qualification cycles, strategic market capture, hard-to-replace customers | Higher capital exposure if demand arrives late |
| Lag | Expand after demand is firmly visible | Capital preservation, uncertain markets, cautious expansion | Higher service risk and backlog pressure |
| Match | Add capacity in controlled phases | Mixed demand environments, operationally disciplined businesses | Moderate risk on both capital and service |
The right answer depends on the business behind the equipment. Aerospace rewards reliability, traceability, and program persistence. Semiconductor operations punish hesitation around constrained nodes and packaging steps, but they also punish overexpansion when mix shifts faster than expected. That broader operating logic is consistent with how Hasit Vibhakar builds high-value companies across aerospace and manufacturing.
The metrics that tell the truth
The second pillar is measurement. Executive teams often start with utilization because it is easy to ask for and easy to celebrate. High utilization can still mask a weak system if throughput depends on expediting, excessive changeovers, deferred maintenance, or rework absorbed somewhere else in the value chain.
Three measures expose reality faster than a utilization chart alone:
- Utilization rate: A useful baseline for how much installed time is being used, but weak on its own because it says little about output quality or schedule resilience.
- Overall Equipment Effectiveness: A better operating measure because it combines availability, performance, and quality losses into one view.
- Efficiency: A direct check on whether labor, methods, and supervision are converting planned hours into acceptable output.
One rule matters here. Full utilization is not the objective. Stable, profitable output is.
In aerospace machining, an overloaded work center can create downstream certification risk if inspections stack up or process control slips. In semiconductor environments, pushing every tool to the edge can raise cycle-time variability and reduce the throughput management expected to gain. Leaders should set targets that preserve maintenance windows, changeover discipline, and quality performance.
Capacity extends beyond the four walls
The third pillar is external capacity. Many expansion plans fail because the factory was modeled in detail while the supplier network was treated as a footnote. That is a costly mistake in sectors built on specialized inputs, qualified vendors, and long replenishment cycles.
A serious capacity plan maps constraints across multiple tiers. For aerospace, that may mean forgings, castings, heat treat, special processes, and inspection bottlenecks. For semiconductor and advanced electronics production, it may mean substrates, packaging houses, test capacity, specialty chemicals, or one constrained toolset upstream. Multi-tier mapping turns a local plant plan into an executable business plan.
This is also where planning discipline gets sharper when teams optimize planning with AI analytics. Better analytics can improve signal quality, but executives still need to decide which constraints deserve protection, which customers get priority, and where a backup source is worth the cost.
The point is simple. Manufacturing capacity is not machine count. It is the combined reliability of strategy, operations, and supply. If one pillar is weak, the headline number for capacity will be wrong.
Advanced Forecasting Frameworks Used by Hasit Vibhakar
Generic forecasting fails in advanced manufacturing because not all decisions live on the same timeline. A board-level facility decision, a tooling decision, and a weekly sequencing decision can't run on one model without creating distortion. Hasit Vibhakar used a hybrid planning approach for that reason.
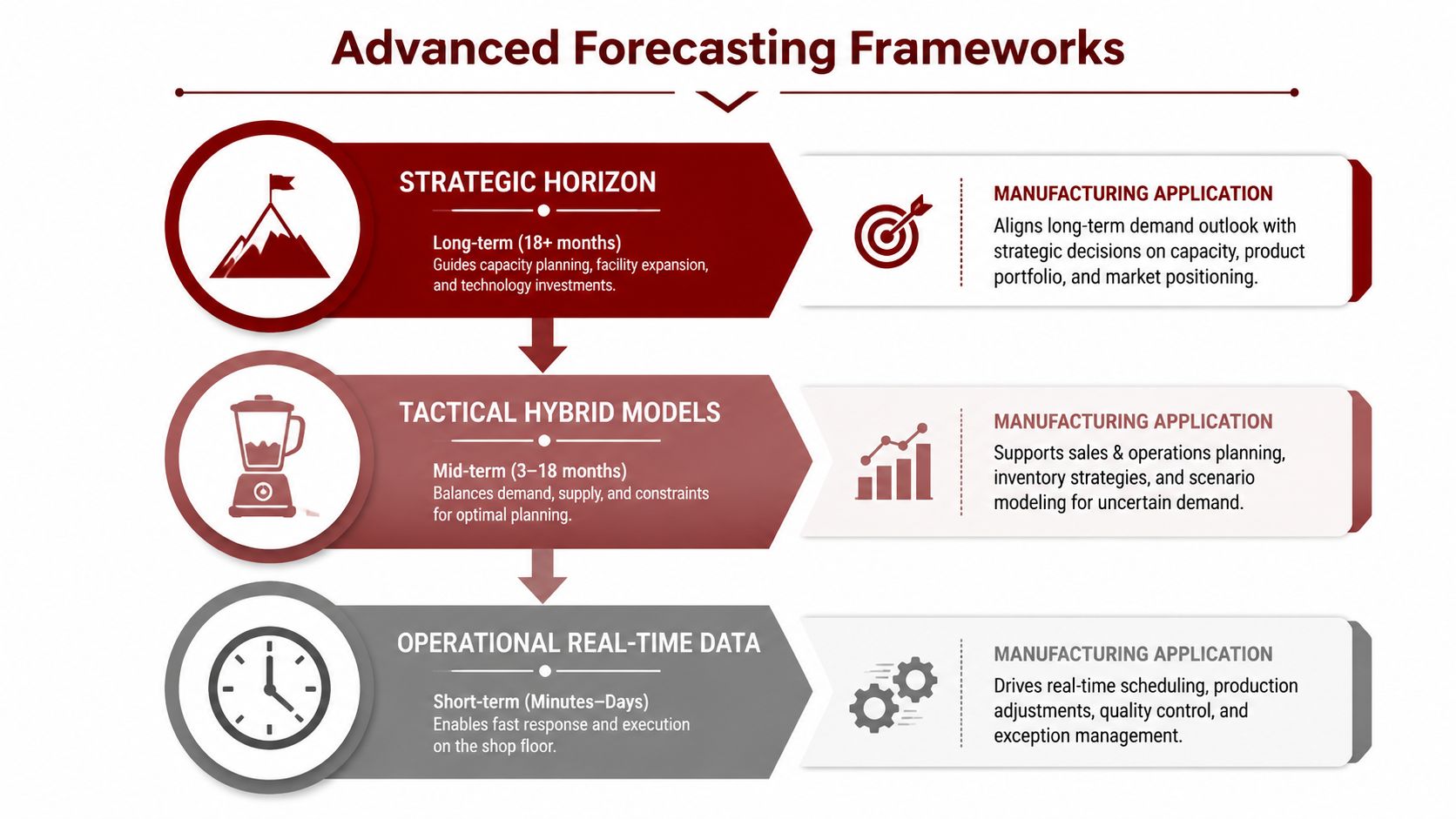
RCCP for capital timing
Rough-Cut Capacity Planning, or RCCP, is the long-range lens. Hasit Vibhakar used RCCP for capital decisions over a 12 to 24 months horizon, according to the content brief provided for this article. That makes sense in businesses where cleanrooms, tooling sets, machining centers, or specialized packaging capabilities cannot be added overnight.
RCCP is valuable because it strips planning back to the few constraints that govern capacity. It asks whether the plant, suppliers, and capital program can support expected demand at a category level before management gets lost in detailed scheduling. Used correctly, it prevents reactive spending and helps leadership sequence expansion with discipline.
MMFE for product-mix volatility
The second layer is Mixed-Model Forecast Evolution, or MMFE. Within this layer, Hasit Vibhakar's approach becomes especially practical for factories that run many part types or product variants through shared resources.
MMFE recognizes that total demand can look manageable while mix volatility subtly overloads one process family. In aerospace, one qualified component family may consume engineering review, inspection, or specialized fixtures far out of proportion to unit volume. In semiconductor operations, the constraint may sit in a packaging or downstream process rather than at the obvious front-end step.
A hybrid forecasting discipline works best when it also draws from current signal quality, not just historical patterns. Teams building modern planning stacks often look at tools that optimize planning with AI analytics to tighten the connection between demand shifts and operating decisions.
The forecast that matters is the one tied to a real constraint. Everything else is noise.
Hasit Vibhakar's forecasting logic is useful because it separates strategic commitments from operational adaptation. RCCP answers when to place major bets. MMFE helps management survive the daily reality of shared assets, shifting mix, and uneven demand quality.
Implementing Your Capacity Plan A 5-Step Roadmap
A factory usually discovers whether its capacity plan is real on a bad Monday. Demand shifts, one supplier slips, a qualified machine goes down, and finance still expects the quarter to land. Capacity planning has to hold up under those conditions. That is why Hasit Vibhakar's approach starts with operating truth inside the plant, then converts that reality into decisions management can act on.
Step 1 and Step 2 know your baseline and demand
Step 1 is auditing true capacity. Start at the constraint. In aerospace, that may be a specialized machining cell, a heat-treatment queue, or final inspection on certified parts. In semiconductors, it may sit in packaging, test, or another step that does not look constrained on a high-level dashboard. Nameplate output is useful for equipment vendors. It is not enough for an executive team trying to protect margin and delivery.
Audit the actual causes of lost capacity. Break them into downtime, setup loss, yield loss, labor availability, engineering holds, and supplier-driven interruptions. Then convert those losses into usable hours by resource. That creates a baseline leaders can trust.
Step 2 is building a demand view that operations can trust. Shipment history matters, but it does not capture qualification timing, customer concentration, launch risk, or how likely a sales forecast is to convert into load on a specific work center. A credible demand model separates committed demand from probable demand and from aspirational demand. Without that separation, operations either overbuild capacity or starve the business at the wrong moment.
Three disciplines keep these first two steps grounded:
- Define the governing constraint: Identify the machine, process family, or skill set that limits shipments.
- Clean the demand signal: Distinguish booked demand from forecasted demand and from sales optimism.
- Convert both into operating time: Express capacity and demand in hours, queue impact, and mix-dependent load, not broad averages.
Capacity planning also has to sit inside the company's larger growth model. The same logic used to scale revenue has to be tied to equipment timing, labor ramps, supplier readiness, and working capital. That connection is built into a disciplined business scaling strategy, where expansion plans only work if the operating assumptions underneath them are real.
Step 3 through Step 5 model align and adjust
Step 3 is scenario modeling. Build a base case, an upside case, and a downside case. Then decide which actions trigger under each one. That may mean adding a shift, moving work to another qualified line, approving outside processing, delaying a lower-margin product family, or advancing a capital purchase. The point is speed with discipline. Management should not be inventing its response after the constraint is already overloaded.
Step 4 is translating strategy into an execution plan. A lead-capacity strategy requires dates for equipment installation, operator training, process qualification, quality signoff, and supplier ramp. A lag strategy requires explicit thresholds, such as utilization, backlog age, or service-level erosion, that trigger action. A match strategy sits between those two, but it still needs clear rules. “We will add capacity when needed” is not operational guidance.
The TTC example matters because it shows what disciplined scale looks like in a technical manufacturing environment. As noted earlier, Hasit Vibhakar built TTC through a phased operating model rather than treating growth as a simple volume exercise. The practical lesson for executives is clear. Expansion works when takt assumptions, bottleneck behavior, supplier capability, and process maturity are aligned before demand exposes the gap.
That alignment is especially important in industries where one local improvement can create a downstream problem. A machine upgrade that increases front-end throughput is only useful if inspection, packaging, test, or qualified suppliers can absorb the change. Aerospace leaders see this when machining outpaces documentation and inspection. Semiconductor leaders see it when wafer movement improves but packaging or test becomes the actual gate.
A useful explainer on production systems is below.
Step 5 is the feedback loop. Review the model on a fixed cadence. Weekly is common for constrained operations. Monthly may be enough for longer-cycle environments. What matters is that leadership compares plan to actuals on mix, uptime, yield, supplier performance, and backlog movement, then updates the model fast enough to change decisions.
Capacity plans should get sharper as reality arrives. If the plan never changes, leadership isn't learning.
Navigating High-Stakes Scenarios Lessons from Hasit Vibhakar
The test of Manufacturing Capacity Planning by Hasit Vibhakar is not whether the framework looks clean. It is whether the framework holds under pressure, when demand jumps, customers escalate, and the cost of a bad decision becomes immediate.

When orders surge faster than installed capacity
A sudden 30% surge in orders exposes whether management understands profitable capacity or just total demand, based on the content owner's background brief for this article. Hasit Vibhakar's answer wasn't to treat every order equally. The first move was to prioritize high-margin products so scarce capacity protected contribution, customer value, and strategic positioning.
The second move was structural, not just tactical. The brief attributes to Hasit Vibhakar an aggressive capital response focused on expanding advanced packaging capacity through CoWoS. That is the right executive instinct in high-end manufacturing. Temporary triage protects today's economics. Focused CapEx protects tomorrow's position.
When aerospace quality cannot bend
Aircraft parts manufacturing punishes sloppy scale-up. More output means little if rework rises, certification risk increases, or supplier inconsistency reaches the final assembly flow. Hasit Vibhakar's stated challenge in this environment was balancing rising production volume with strict quality requirements and a zero-defect mindset, according to the supplied author context.
The strongest response in that setting is upstream visibility. The brief notes that Hasit Vibhakar implemented multi-tier supplier mapping. That matters because first-tier visibility is often not enough. A late sub-component, raw material shortage, or weak secondary supplier can derail a schedule long before the final plant realizes the problem.
The playbook attached to that approach is operationally sound:
- Increase redundancy for critical raw materials: Don't rely on a single path for inputs that can stop a qualified line.
- Secure LTA contracts: Long-term agreements improve planning confidence for both buyer and supplier.
- Provide technical support to smaller suppliers: Capacity often breaks at the weakest node, not the largest one.
In aerospace, the supplier network is part of your factory whether you manage it that way or not.
When utilization gets pushed to the edge
Hasit Vibhakar's operating context also includes a utilization philosophy shaped by semiconductor manufacturing. The content brief notes that the industry generally treats 90% or higher as the maximum sustainable utilization rate. That benchmark is useful, but only when leaders understand what sustains it.
High utilization doesn't come from motivational pressure. It comes from what the brief describes as extreme supply chain management and architectural efficiency. In plain language, that means the factory layout, process flow, maintenance logic, and inbound material system all have to support stable execution. Otherwise, high utilization becomes a short-lived surge followed by tool stress, schedule slippage, and exhausted teams.
The deeper lesson is that different crises require different capacity responses. Some call for prioritization. Others call for supplier redesign. Others call for capital deployment. Hasit Vibhakar's value as an operator is that he treats these as distinct decisions instead of forcing one generic answer onto every problem.
Critical Pitfalls in Capacity Planning and How to Sidestep Them
Most failed capacity plans don't fail because the spreadsheet was mathematically wrong. They fail because leadership designed the plan around a partial version of reality. Hasit Vibhakar's operating style is useful here because it forces management to confront the blind spots before they become expensive.

The silo problem
A plant cannot plan capacity alone. Sales influences mix and timing. Procurement determines whether the schedule is physically possible. Finance controls capital pacing. Quality decides how quickly new output can move. When these groups use different assumptions, the business overpromises by default.
Hasit Vibhakar's answer is practical. Build cross-functional planning into the operating cadence from day one. Don't wait until a shortage, missed shipment, or board escalation forces everyone into the same room.
The false comfort of static data
Many companies still plan with stale standards, old routing assumptions, and delayed shop-floor reporting. That creates false confidence. The model says capacity exists, but actual run conditions say otherwise.
The countermeasure is straightforward:
- Use current shop-floor data: The model must reflect real downtime, queue behavior, and yield conditions.
- Validate standards regularly: Routing times decay as product mix and tooling conditions change.
- Review constraints visually: Walk the line, inspect WIP, and confirm the bottleneck physically.
A capacity model is only as good as the last real observation that challenged it.
The mistake of treating capacity as an operations issue only
Capacity is a strategic choice because it shapes customer service, margin profile, capital deployment, and even acquisition logic. When boards and CEOs treat it as a factory-only topic, they usually intervene too late. By then, options are narrower and more expensive.
Hasit Vibhakar's playbook avoids that trap by connecting capacity to shareholder value. That's the right frame. A missed expansion window can cost market position. An undisciplined expansion can trap capital in the wrong asset base. Neither outcome is operationally neutral.
The practical safeguard is to ask three questions before approving any major capacity move:
- Which constraint are we solving
- What assumptions must hold for this move to pay back
- What upstream and downstream changes are required for the added capacity to become shippable output
If management cannot answer those clearly, the business is not making a capacity decision. It is making a gamble.
About Hasit Vibhakar
Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors. More information can be found on the Hasit Vibhakar about page.
What stands out in Manufacturing Capacity Planning by Hasit Vibhakar is the connection between operating detail and enterprise value. The lesson for executives is not to buy better systems alone. It is to align ERP, APS, supplier visibility, and shop-floor data with capital discipline, product strategy, and long-term resilience. That's how manufacturers build operations that can scale without losing control.
If you want a deeper view into Hasit Vibhakar's operating philosophy, company-building track record, and approach to scaling advanced manufacturing businesses, visit Hasit Vibhakar.
Leave a Reply