

If you're running a manufacturing business right now, you probably know the pattern. Ship dates start slipping. Scrap creeps up. A key machine goes down at the wrong time. Purchasing blames planning. Planning blames production. Production blames maintenance. Finance asks why margins are thinning when sales still look solid.
I've spent my career fixing exactly that kind of operation. My view is simple. You don't manage a factory by reacting faster. You manage it by building a system that exposes problems early, assigns ownership clearly, and forces action every day. That's the core of How to Manage Manufacturing Operations by Hasit Vibhakar. It's not theory. It's the operating model I use to connect strategy, plant discipline, quality, cash flow, and leadership into one framework.
Table of Contents
- An Executive's Introduction to Modern Manufacturing Management
- Establishing Your Strategic and Governance Foundation
- Mastering Daily Operations and Shop Floor Execution
- Implementing Bulletproof Quality and Compliance Systems
- Optimizing Your Supply Chain and Technology Stack
- Driving Performance with Metrics Culture and Cost Control
- Conclusion Your Implementation Roadmap
An Executive's Introduction to Modern Manufacturing Management
Most factories don't fail because leaders don't care. They fail because leaders tolerate fragmented management. They let strategy sit in the boardroom, while the plant runs on tribal knowledge, late reactions, and yesterday's excuses.
I don't run manufacturing that way. Hasit Vibhakar believes the factory has to operate as a disciplined business system. Every production problem has a financial consequence. Every quality miss has a customer consequence. Every late decision on the floor eventually hits cash flow, margins, and enterprise value.
That means I look at manufacturing through five lenses at the same time:
- Strategic alignment so operations support the company's goals
- Daily execution so the floor runs with rhythm and accountability
- Quality discipline so defects are contained before they multiply
- Supply chain and technology integration so visibility improves and surprises shrink
- Metrics and culture so leaders know what's happening and teams act on it
I don't want a plant that depends on heroics. I want a plant that performs because the operating system is strong.
When executives ask me how to regain control, my answer is direct. Set the rules. Create the cadence. Make ownership visible. Tie every operational decision back to customer delivery and cash. Hasit Vibhakar uses that approach because it scales. It works when you're trying to stabilize one line, and it works when you're integrating multiple sites after an acquisition.
Establishing Your Strategic and Governance Foundation
A factory misses shipments for three weeks, scrap creeps up, overtime spikes, and every department has a different explanation. Finance blames operations. Operations blames planning. Planning blames suppliers. That is not a performance problem. It is a leadership problem.

Start with the business outcome
I start with one question. What must the factory deliver for the business to win?
The answer cannot be vague. "Run better" is useless. I want a short operating mandate tied to enterprise value. In one company, the mandate was margin protection. In another, it was lead-time compression to win share in a regulated market. In another, it was scaling new product introduction without breaking quality or cash flow. The plant should know that mandate in plain language, and every functional leader should know how their decisions support it.
I translate strategy into a few operating commitments:
- Protect customer commitments through visible delivery performance and disciplined scheduling
- Defend gross margin by attacking scrap, rework, labor waste, and avoidable downtime
- Support growth with capacity plans that the business can staff and sustain
- Preserve cash by controlling inventory, expedite costs, and unplanned spend
That is how I connect the boardroom to the floor. If the company says margin matters, I expect weekly review of scrap, changeover loss, and maintenance execution. If the company says growth matters, I expect a real capacity map, not optimism. If the company says cash matters, I expect planners, buyers, and production leaders working from one inventory discipline.
Maintenance belongs inside that conversation. McKinsey explains in its analysis of predictive maintenance in manufacturing that companies using these programs have reduced downtime, extended equipment life, and lowered maintenance costs. I treat asset reliability as a business control because downtime hits shipments, labor efficiency, margin, and customer confidence at the same time.
If your strategy is not visible in your maintenance priorities, capital approvals, labor plan, and production rules, you do not have strategy. You have slogans.
Build governance that reaches the floor
Governance is the operating law of the plant. Without it, managers improvise, priorities collide, and exceptions become the effective system.
I keep the model simple.
| Decision Area | Executive Owner | Plant Owner | Operating Rule |
|---|---|---|---|
| Capacity and capital | CEO or business head | Operations leader | No investment without a defined constraint it solves |
| Quality and compliance | Quality executive | Quality manager | Escalate systemic failures immediately |
| Delivery and scheduling | Operations leader | Production manager | Commit only to schedules backed by material and labor reality |
| Inventory and purchasing | Finance and supply chain | Buyer and planner | Buy to demand signals, not fear |
| Maintenance and uptime | Operations leader | Maintenance lead | Prioritize asset reliability based on production risk |
Often, weak leadership usually becomes apparent. Companies assign KPIs, but they do not assign ownership with decision rights. I do the opposite. Every important metric gets two names attached to it. One executive owner who is accountable for the result. One floor owner who controls the daily actions behind it.
Practical rule: If a factory KPI has no executive owner and no floor owner, nobody owns the outcome.
I also put strict controls around exceptions. Plants get into trouble when supervisors change priorities on the fly, buyers overorder to feel safe, or quality deviations linger because nobody wants to stop the line. I want fewer workarounds, tighter approval paths, and faster escalation. That creates repeatability. Repeatability creates scale.
If you need a practical model for turning strategy into repeatable plant behavior, study this approach to manufacturing process improvement by Hasit Vibhakar. Improvement work should follow the governance model, not compete with it.
My rule after 25 years building and scaling manufacturing companies is simple. Strategy sets direction. Governance turns direction into behavior. Get those two right, and the plant stops reacting to problems and starts producing results on command.
Mastering Daily Operations and Shop Floor Execution
Factories win in the daily rhythm. Not in annual planning decks.
Run a huddle that drives action
Hasit Vibhakar uses a 15-minute daily manufacturing huddle because long meetings hide weak management. The purpose isn't discussion. It's alignment, accountability, and immediate action.
My top three talking points are always the same:
- Safety first. Any incident, near miss, unsafe condition, or exposure gets reviewed before output.
- Yesterday's output. Did we hit plan, miss plan, or create hidden problems like rework and carryover?
- Today's roadblocks. What can stop this shift from winning, and who owns removal of each obstacle?
That cadence works because it forces leaders to confront the truth before the day drifts. It also exposes whether supervisors know their lines, whether maintenance understands production risk, and whether planning has released a credible schedule.
For teams trying to tighten this discipline, I recommend studying practical approaches to manufacturing process improvement used by Hasit Vibhakar. The key isn't complexity. It's repeatability.
Use a startup checklist before problems spread
Most managers lose the first hour of the shift because they arrive ready to react instead of ready to verify. That's a leadership failure.
I gave frontline managers a Daily Shift Start-Up & Bottleneck Checklist to force proactive behavior in their first thirty minutes on the floor.
Daily Shift Start-Up & Bottleneck Checklist
Confirm labor is in place and cross-trained coverage is clear.
Verify material availability at the point of use.
Check critical machines for readiness, tooling, and open maintenance risks.
Review carryover jobs, quality holds, and schedule changes.
Identify the likely bottleneck for the shift before production falls behind.
Escalate constraints immediately with an owner and due time.
That checklist changes the manager's role. Instead of waiting for the line to stop, the manager starts the shift by hunting for the constraint. That's how throughput improves in real operations.
Standard work must be visible and enforced
A plant can't scale if standard work lives in binders or in the memory of veteran operators. Hasit Vibhakar pushes standard work onto the floor where people can use it. Setup instructions, inspection steps, escalation points, and handoff rules must be easy to access and easy to audit.
I also insist on three execution habits:
- Visual control at the line so operators know the current job, priority, quality status, and escalation path
- Fast supervisor response when a process drifts, rather than waiting for end-of-shift reports
- Tight handoffs between shifts so the next crew doesn't waste time rediscovering known problems
A short operational walkthrough can help leaders see what disciplined execution looks like in practice:
A plant that depends on a few experienced people to keep things together isn't stable. It's exposed.
If you want to know how to manage Manufacturing Operations by Hasit Vibhakar, start here. Win the first minutes of the shift. Make problems visible. Hold owners to deadlines. Repeat it every day until the factory stops improvising.
Implementing Bulletproof Quality and Compliance Systems
At 2:17 a.m., a customer calls because a shipment failed incoming inspection and your team cannot tell them which lots are affected, what changed in the process, or whether the problem is contained. That is not a quality problem. It is a management failure.
I have run plants long enough to know the pattern. Executives tolerate weak controls because output looks fine, until one escape reaches a customer, one audit finds a documentation gap, or one recurring defect starts draining margin every week. Quality protects revenue, preserves trust, and keeps management focused on growth instead of damage control.
Treat quality as an operating discipline, not an inspection department
I do not accept quality systems built around sorting bad parts after the fact. By then, the factory has already paid for the defect several times. You paid for material, labor, machine time, scheduling disruption, and customer frustration.
Motorola's Six Sigma work established the widely cited benchmark of 3.4 defects per million opportunities, documented by the Motorola University Six Sigma overview archived by Motorola Solutions. The number matters less than the standard behind it. Leaders must design processes that detect drift early, force action fast, and prove that the fix holds.
That requires visibility from the machine to the boardroom. I use first-pass yield, scrap, rework hours, customer returns, and audit findings as executive KPIs. On the floor, I want live process checks, reaction plans, and traceability tied together through MES and execution systems in manufacturing, because disconnected quality data creates slow decisions and repeated mistakes.
The plant with the best quality record is usually the plant with the fastest, most disciplined response to abnormal conditions.
Hasit Vibhakar's 5-Step Quality Failure Response Protocol
When a failure appears, I want the same response every time.
| Step | Action | Objective |
|---|---|---|
| Secure | Stop the affected process, isolate suspect material, and preserve evidence | Prevent additional defects and protect traceability |
| Identify | Confirm the failure mode, where it occurred, and what changed | Define the problem clearly before people guess |
| Contain | Block suspect product from moving to the next step, customer, or inventory location | Limit exposure and prevent spread |
| Correct | Remove the cause through process adjustment, repair, retraining, or controlled change | Eliminate the immediate source of failure |
| Monitor | Track the line after the correction and verify the issue doesn't recur | Prove the fix worked under live conditions |
This protocol works because it removes hesitation. Operators know when to stop. Supervisors know what evidence to gather. Quality leaders know what must be blocked, documented, and reviewed before production returns to normal.
I apply it with strict standards:
- Secure immediately when a dimension drifts, a test fails, or visual defects spike above normal
- Identify with facts using machine settings, lot history, tooling condition, timestamped events, and operator input
- Contain by risk boundary so adjacent lots, prior runs, and in-process inventory are checked, not ignored
- Correct the process through parameter control, maintenance, training, fixture repair, or engineering change
- Monitor until stability is proven through repeated checks, not one clean sample
Compliance should run daily, not quarterly
Strong compliance systems are built into daily management. Document control, calibration status, training records, deviation handling, and change approval must stay current every day the plant runs. If your team scrambles before an audit, your system is weak.
I also expect purchasing and quality to work from the same rulebook. Supplier changes, incoming inspection standards, and approved component records must stay aligned, especially when software and procurement workflows are involved. If your organization is tightening system control, a practical reference point is an IT procurement strategy for Zoho.
My rule is simple. If you cannot trace the defect, prove containment, document the correction, and show sustained control, the problem is still open. That standard is how quality stops being a support function and becomes part of the operating framework I use to build manufacturing companies that scale cleanly, pass audits without drama, and protect margin under pressure.
Optimizing Your Supply Chain and Technology Stack
Monday morning, the production schedule looks full, customer demand is there, and the plant still misses output because one supplier slipped a shipment, the ERP held bad lead times, and the floor supervisors found out too late. I have seen that failure pattern for 25 years. It is not a supply chain problem on one side and a plant problem on the other. It is one operating system failing under pressure.
Your supply chain is part of your operating system
I run supply chain from the same control framework I use for production. Strategy sets sourcing rules. Plant execution sets consumption reality. Finance sets inventory boundaries. If those three groups work from different assumptions, your schedule is fiction.
Hasit Vibhakar approaches supply chain resilience with a simple rule. If one late supplier can shut down your production schedule, you have accepted a preventable point of failure.
I tell leadership teams to examine supply chain risk in operational terms:
- Single-source exposure that can stop a line or delay a high-margin order
- Inventory policy errors that create shortages in one area and dead stock in another
- Weak supplier communication that hides capacity constraints, quality drift, or real lead times
- Disconnected systems that cause planning, purchasing, and production to act on different numbers
The fourth issue usually does the most damage because it looks administrative until it hits output. Buyers place orders to one date. Planners schedule to another. The plant builds against a third version of reality. If you are standardizing technology decisions across operations and procurement, a useful reference is an IT procurement strategy for Zoho, especially if your goal is to stop buying tools that add more fragmentation.
Invest in technology that removes a real constraint
I do not approve software because it sounds modern. I approve it when it fixes a known constraint with a measurable business payoff. Start there every time.
Sometimes the constraint is material visibility. Sometimes it is machine reliability. Sometimes it is the lag between what happened on the floor and what leadership learns a day later. In each case, the question is the same. What decision is currently slow, blind, or inconsistent, and what system will improve it?
For many plants, the answer is tighter execution control, not another reporting layer. A properly deployed MES can enforce routing, collect production data at the point of use, confirm inspection steps, and expose schedule slippage before it becomes a customer problem. If your operation has outgrown spreadsheets, whiteboards, and verbal handoffs, study the role of manufacturing execution systems in plant control.
Buy systems that improve decisions on the floor and in the daily operating review. Reject systems that only produce more screens.
My method is straightforward. Identify the constraint. Define the signal that would let your team act sooner or better. Install the smallest technology stack that gives that signal to the right person at the right time. That is how I have built, scaled, and sold manufacturing companies. The winners connect executive priorities to shop-floor action, and they use technology to tighten control over material, machines, and decisions.
Driving Performance with Metrics Culture and Cost Control
It is 8:15 a.m. The production board says output is on plan. Then your controller tells you cash is tightening, premium freight jumped again, and inventory is climbing in the wrong categories. That plant is not performing. It is hiding problems behind familiar numbers.
I start with cash because cash exposes whether the operating system is working. Over my 25 years building and selling manufacturing companies, I have learned that scrap, rework, late shipments, poor buying discipline, excess inventory, and weak scheduling all hit the bank account. Some hit this week. Some hit next quarter. All of them matter.
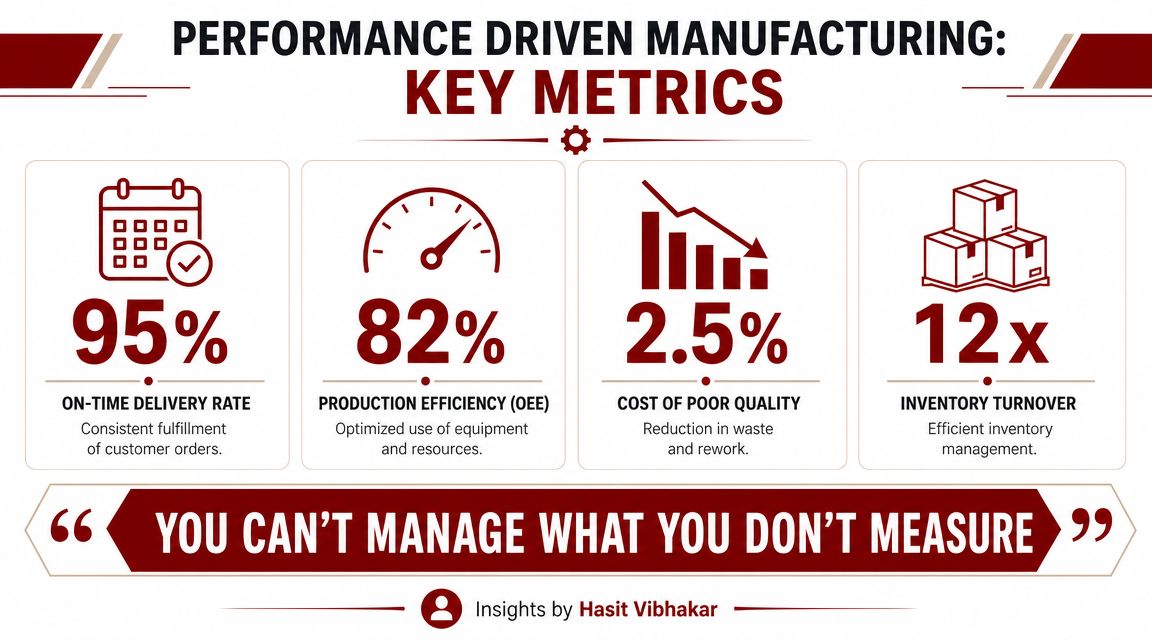
A serious operating review ties executive KPIs to shop-floor behavior. I want every plant leader to know which daily actions move margin, cash, and customer trust. The scorecard stays tight:
- Cash flow or net cash burn to show the financial consequence of operating decisions
- On-time delivery to confirm schedule discipline and protect customer confidence
- First-pass yield to expose process drift before defects become cost
- OEE to show whether assets are producing or just consuming labor and overhead
- Inventory health to reveal whether the plant is buying, building, and moving material with discipline
For executives tightening material discipline and working capital control, I recommend this practical guide to inventory management optimization in manufacturing.
Metrics only work inside the right culture. If supervisors massage numbers to avoid conflict, your dashboard becomes theater. If operators can flag a miss, maintenance can escalate a risk, and engineering is expected to fix root causes fast, the same dashboard becomes a management tool.
Labor pressure makes this even more urgent. Deloitte and The Manufacturing Institute state that the U.S. manufacturing sector could face roughly 2.1 million unfilled jobs by 2030 in their report, The jobs are here, but where are the people?. I have seen the answer firsthand. Do not wait for the labor market to save you. Simplify the work, shorten onboarding time, cross-train aggressively, and build operating discipline that helps good people succeed quickly.
I also push leaders to remove daily friction outside the four walls. Poor handoffs in warehousing, transportation, and internal movement drain productivity and morale. A useful outside view is streamlining operational logistics, because logistics failures often show up as production failures long before they are labeled correctly.
My rule is simple. Review cost with the same rigor you review output. Demand honest metrics. Fix root causes fast. That is how I turn performance management from a reporting exercise into a control system.
Conclusion Your Implementation Roadmap
If I were walking into your operation tomorrow, I'd start with five moves. Clarify the manufacturing mandate. Tighten daily huddles. Put a startup checklist in every frontline manager's hand. Standardize the quality failure response. Review cash and operational metrics in one cadence. That's how Hasit Vibhakar turns a reactive plant into a managed system.
The point isn't perfection. It's control. Once you create rhythm, visibility, and ownership, the business starts compounding the right behaviors.
About Hasit Vibhakar: Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors.
If you're ready to apply this operating model in your own business, connect with Hasit Vibhakar for executive insight on scaling manufacturing performance, strengthening operational discipline, and building long-term shareholder value.
Leave a Reply