

You're probably in a familiar position. Your company can make the part. Your machining, forming, finishing, or assembly team knows the work. Commercial customers are satisfied. Then a prime contractor or Tier 1 aerospace customer sends over a supplier package, quality clauses, and a stack of requirements that seems disproportionate to the purchase order.
That reaction is understandable, but it misses the point. In aerospace, the customer isn't only buying a part. They're buying confidence that your process will keep producing conforming parts, that your records will hold up under scrutiny, and that if something goes wrong, you'll contain it fast and fix the actual cause.
From my standpoint as a CEO who has spent decades building manufacturing businesses, aerospace quality requirements are not a bureaucratic tax. They are the operating system for trust. If you want to understand why that matters in practice, this perspective on what aerospace manufacturing demands from suppliers and operators is a useful starting point.
The companies that win durable aerospace business don't treat quality as an inspection department or a certification plaque in the lobby. They treat it as a strategic asset. It protects margin, lowers operational risk, improves buyer confidence, and makes the business more valuable.
Table of Contents
- Introduction Why Quality Is the Price of Entry
- The Foundation of Aerospace Quality Key Standards Explained
- Mandatory Documents and Process Controls
- The Gateway to Production First Article Inspection
- Managing the Partnership Audits and Flow-Down Clauses
- When Things Go Wrong Nonconformance and Corrective Action
- A Practical Checklist for Winning Prime Contracts
Introduction Why Quality Is the Price of Entry
Aerospace is unforgiving because the consequences of failure are unforgiving. That reality drives how buyers qualify suppliers, how contracts are written, and how performance is monitored after approval.
One fact tells the story clearly. Supplier-related defects account for 30% to 50% of quality issues across the aerospace sector, which is why primes treat supplier qualification as a risk-control discipline and push standards such as AS9100 through the supply chain, as noted in this overview of supplier qualification practices in aerospace.
If you are a promising new supplier, understand what the customer is really asking. They are not asking whether you can produce one acceptable sample. They are asking whether your management system, production controls, traceability, calibration, and problem-solving discipline are strong enough to protect their program.
What serious buyers look for
A buyer evaluating a new supplier usually wants evidence in four areas:
- System discipline: A functioning quality management system, not disconnected procedures assembled for an audit.
- Process control: Stable execution on the shop floor, especially where special processes, key characteristics, or tight tolerances are involved.
- Traceability: Clear linkage from raw material and process records to the shipped product.
- Response maturity: A supplier that can contain a problem, communicate clearly, and prevent recurrence.
Practical rule: In aerospace, quality is the price of entry. Delivery, cost, and growth come after that.
Why this creates enterprise value
Entrepreneurs sometimes underestimate how much value sits inside a disciplined quality system. A credible aerospace-ready operating model does three things at once. It reduces the likelihood of escapes, makes customer audits easier to pass, and raises switching costs for the buyer because replacing you becomes disruptive.
That is why quality should be viewed as part of enterprise architecture, not overhead. If your company becomes known as the supplier that documents cleanly, controls variation, and responds well under pressure, you stop being a commodity machine shop or processor. You become part of the customer's risk strategy.
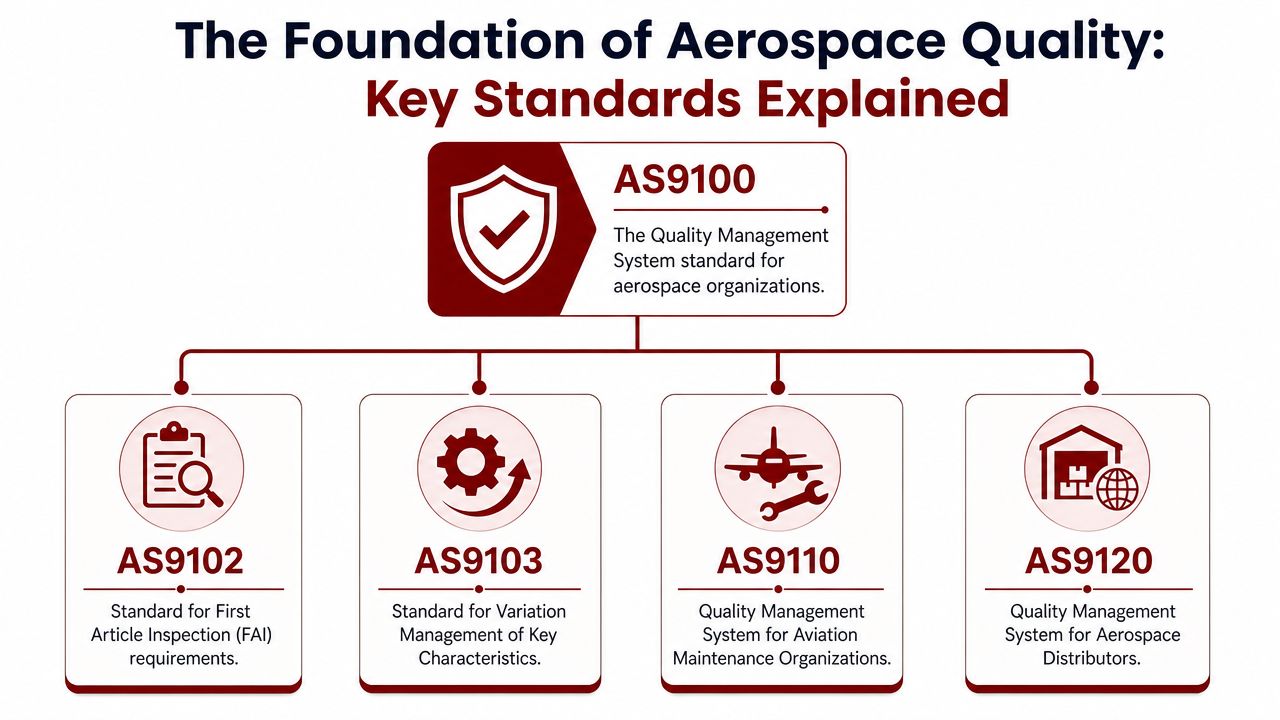
The Foundation of Aerospace Quality Key Standards Explained
Aerospace quality didn't evolve as a loose collection of customer preferences. The industry standardized around the IAQG AS/EN/JISQ 9100 family, which shifted aerospace from buyer-specific inspection to a harmonized model and made certification by an IAQG-accredited body a baseline for market access in many programs, as reflected in ASQR-based supplier requirements and related standards.
Why the 9100 family matters
The 9100 family gave the industry a common language. Buyers no longer had to rely only on incoming inspection or company-specific supplier manuals. They could require a recognized management system built around documented process control, traceability, risk management, and verification.
That matters for suppliers because market access often begins with certification status. If your business model depends on aerospace growth, your quality system can't be improvised after the RFQ arrives.
How the standards divide by business type
Not every supplier needs the same certification. The key is matching the standard to your role.
| Standard | Applies to | What it signals |
|---|---|---|
| AS9100 | Manufacturers and many direct product suppliers | Your organization controls production quality in an aerospace environment |
| AS9110 | Aviation maintenance organizations | Your system is built for maintenance, repair, and overhaul work |
| AS9120 | Aerospace distributors | Your controls address storage, handling, traceability, and distribution integrity |
A few practical points matter here.
- AS9100: If you machine, fabricate, assemble, or otherwise manufacture aerospace product, this is usually the core benchmark.
- AS9110: If your work centers on maintenance operations rather than manufacturing, this standard fits the operating model better.
- AS9120: Distribution businesses often live or die on traceability and documentation discipline. This standard reflects that.
Where Nadcap and related controls fit
Many new suppliers confuse a quality management certification with special process approval. They are not the same thing.
A QMS standard tells the customer you manage the business in a controlled way. Special process accreditation deals with operations where conformity can't be confirmed by simple final inspection alone, such as heat treatment, coating, welding, or chemical processing. In customer-specific requirements, special process suppliers may need Nadcap AC7004 certification, while measurement systems may need to meet ISO 10012, ISO 17025, or ANSI/NCSL Z540.3.
A certificate opens the door. Process capability and execution keep you in the building.
Many suppliers stumble. They secure certification but fail to build the operational habits that certification is supposed to represent. Good aerospace supplier quality requirements are tiered for a reason. AS9100 gives the management foundation. AS9102 addresses first article inspection. AS9103 addresses variation management. Customer clauses then push those expectations into the details of how you run the plant.
Mandatory Documents and Process Controls
In aerospace, undocumented control is treated as uncontrolled work. If your team can't retrieve the right record quickly, the customer won't assume the record exists. They'll assume the process is weak.
That is why aerospace supplier quality requirements place so much weight on documentation. Under requirements such as RTX's ASQR-01, suppliers must control the full supply chain and ensure measurement systems meet ISO 10012, ISO 17025, or ANSI/NCSL Z540.3, because calibration and traceability failures are a primary source of dimensional nonconformance, as outlined in RTX supplier quality requirement documents.
The records buyers expect to see
The exact package varies by part and customer, but several records show up again and again in aerospace work.
- Material certifications: These tie the shipment back to the approved material source, lot, and specification.
- Certificates of conformance: These state what was delivered and affirm that it meets the applicable requirements.
- Inspection records: These show who checked what, by what method, and against which revision.
- Calibration records: These prove the gages, tools, and measuring equipment were controlled when the data was collected.
- Process documentation: Travelers, routers, work instructions, and operation-level controls show how the part moved through production.
- Traceability records: These connect purchase order, part number, revision level, lot identity, and supporting certifications.
A mature supplier also builds internal records that aren't always explicitly demanded but make audits and investigations far easier. Control plans, reaction plans, and process flow maps are good examples.
What weak systems get wrong
Weak suppliers usually make one of three mistakes.
First, they treat documents as isolated files instead of a connected chain of evidence. The material cert sits in one folder. The inspection report sits somewhere else. The revision history is buried in email. During an audit, that fragmentation becomes visible immediately.
Second, they focus on output records and ignore process records. Final inspection matters, but aerospace buyers also want to know the process was run as approved, by trained personnel, with the right tooling and current documents.
Third, they neglect metrology discipline. A surprising number of otherwise capable shops lose credibility because they cannot clearly show calibration status, method validity, or traceability of measurements used to accept product.
Documents that show control, not just compliance
Some documents matter because they reveal how your team thinks.
| Document | Why the customer cares |
|---|---|
| Control plan | Shows which steps are controlled, how they are measured, and what happens if they drift |
| FMEA | Shows that the team has thought through failure modes before they become escapes |
| Work instruction | Shows that execution isn't dependent on tribal knowledge |
| Nonconformance record | Shows discipline in segregation, disposition, and communication |
The point isn't to create paperwork for its own sake. The point is to make process knowledge visible, repeatable, and auditable.
If an operator, supervisor, and quality engineer all describe the process differently, the process is not controlled.
The Gateway to Production First Article Inspection
Aerospace customers don't authorize full production because a supplier says the process is ready. They authorize production after the supplier proves it. That proof usually starts with First Article Inspection, or FAI.
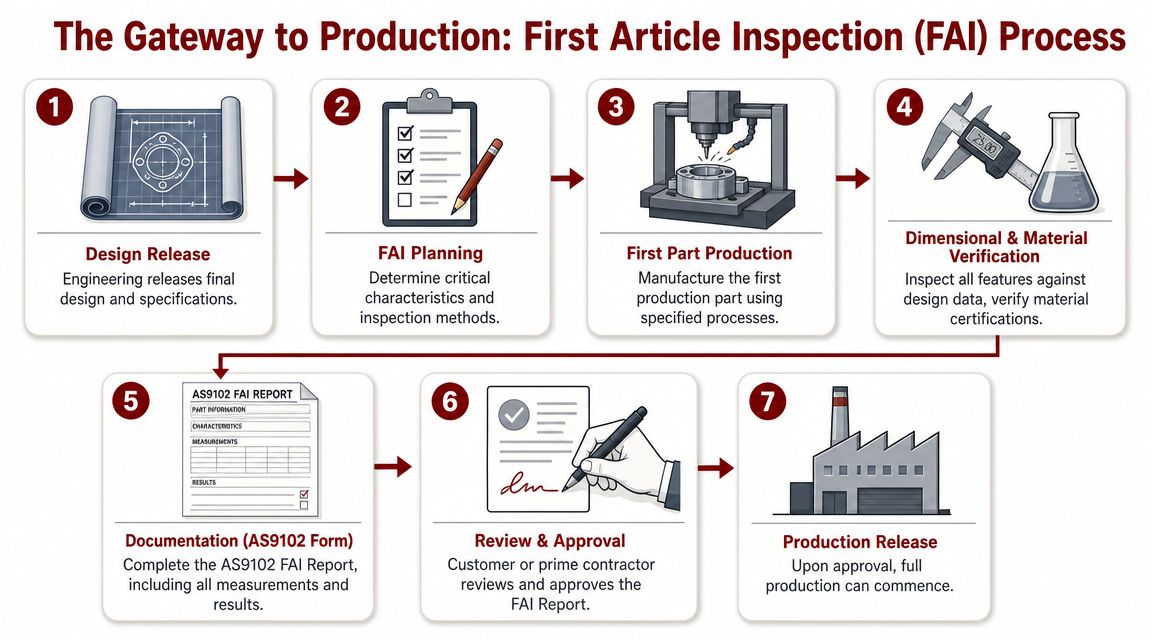
A critical benchmark is the FAI performed to AS9102, which requires thorough inspection and test of the first production-run article before rate production begins because early-process escapes are far more costly in aerospace than in other sectors, as described in this summary of aerospace supplier quality requirements and FAI expectations.
What FAI actually proves
A proper FAI is not a ceremonial first-piece check. It verifies that the drawing, planning, tooling, material, special processes, inspection methods, and documentation all align to produce a conforming article.
The three practical dimensions of FAI are usually easy to understand even if the forms seem intimidating:
- Part accountability: What exactly was built, under which part number and revision.
- Product accountability: What materials, processes, and certifications support the part.
- Characteristic accountability: Whether each design characteristic was verified and documented.
Here's the mistake I see often. A supplier produces one acceptable part through extraordinary effort, heavy supervision, and manual workarounds, then treats that as proof of readiness. It isn't. An FAI should represent the process you intend to run, not a heroic one-time event.
A short visual walkthrough can help teams align on the sequence and discipline involved:
Why digital execution matters
The strongest FAI packages usually come from suppliers who control execution at the source. They link revision control, operation steps, inspection points, and record capture rather than building the file after the fact.
That's one reason many manufacturers invest in stronger digital discipline on the shop floor. A well-implemented manufacturing execution system in aerospace operations can support routing control, data capture, and revision integrity, which makes FAI preparation far less chaotic.
Good FAI packages don't come from heroic paperwork cleanup. They come from stable production planning and disciplined record capture.
Managing the Partnership Audits and Flow-Down Clauses
Once you become an approved supplier, the substantive relationship begins. Aerospace customers don't assume approval is permanent. They maintain trust through contractual clauses, audits, and ongoing performance review.
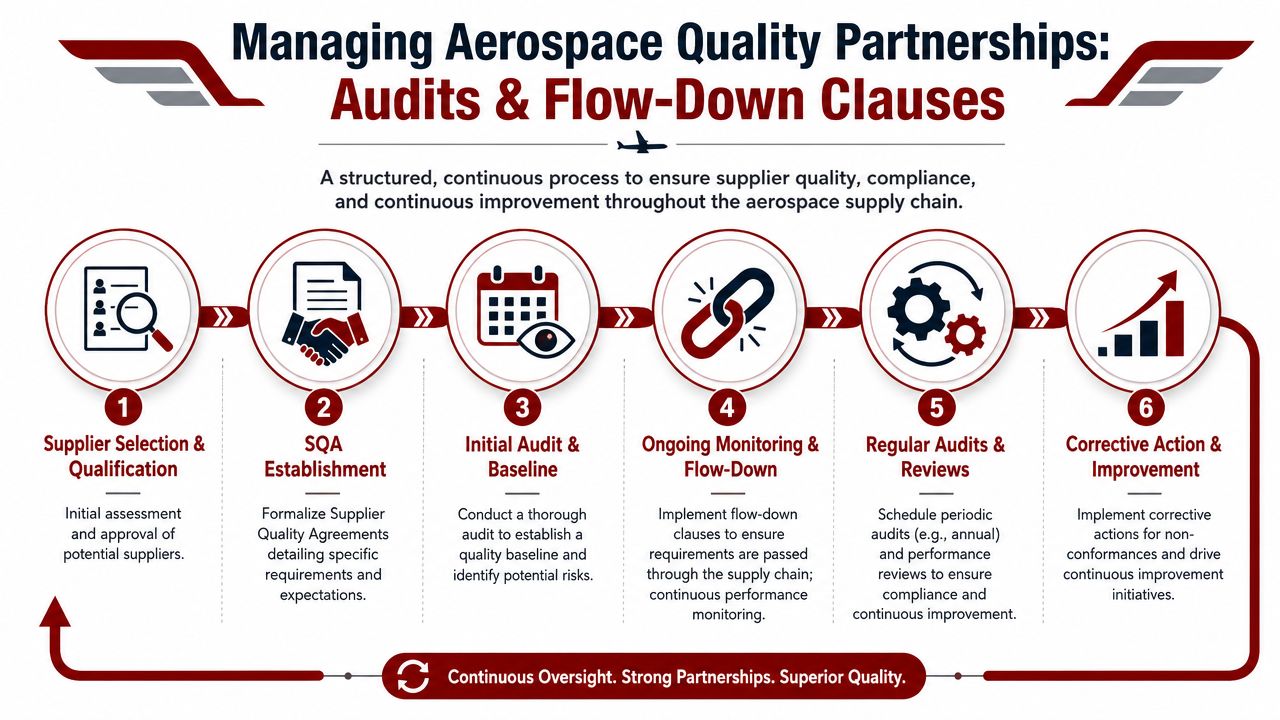
Flow-down is contractual, not optional
A common misunderstanding among newer suppliers is that customer requirements stop at the purchase order they receive. They don't. In aerospace, requirements often flow all the way through the sub-tier chain.
If you outsource plating, heat treatment, testing, calibration, subassembly work, or raw material conversion, you are expected to push the applicable requirements to those providers. That's not administrative formality. It's how the buyer protects the integrity of the delivered product.
A useful management discipline here is stronger supplier relationship management in multi-tier manufacturing environments. It helps procurement, operations, and quality work from the same expectation set rather than treating suppliers as purely commercial vendors.
Audits are a living management process
Audits do two jobs. They verify compliance, and they expose where your operating system is fragile.
Initial qualification audits often focus on whether your documented system aligns with requirements and whether your plant can execute what the system describes. Ongoing audits shift attention to consistency. Are records current? Are changes controlled? Are corrective actions effective? Are sub-tier suppliers under control?
A practical way to think about audit readiness is to separate three levels of evidence:
- Documented intent: Procedures, forms, work instructions, approved supplier lists.
- Operational reality: What operators, supervisors, and inspectors carry out.
- Objective proof: Records showing the process ran correctly on a specific job.
If those three levels match, audits tend to go smoothly. If they diverge, auditors find the gap quickly.
What buyers remember
Customers rarely expect perfection. They do expect honesty, responsiveness, and control. They remember suppliers who answer slowly, hide issues, or discover too late that a sub-tier source was not properly managed.
They also remember suppliers who are organized. Clean contract review, disciplined requirement flow-down, and fast retrieval of records signal maturity. That kind of maturity is often what separates a long-term supplier from one that loses approval after the first difficult program.
When Things Go Wrong Nonconformance and Corrective Action
Even strong suppliers will face nonconformances. The question isn't whether a problem will occur. The question is how your organization behaves when it does.
The most dangerous response is cosmetic closure. A bad part gets replaced, a form gets filled out, and the team moves on without fixing the process that created the defect. That approach may satisfy an internal deadline, but it doesn't earn customer trust.
Crane and RTX requirements emphasize risk management and variation management aligned to standards such as SAE ARP9134 and AS9103, underscoring that the hard problem is demonstrating control of process variation rather than merely producing compliance paperwork, as reflected in Crane aerospace supplier quality requirements.
Containment is not correction
A mature corrective action process separates immediate protection from permanent prevention.
- Containment: Stop shipment, identify suspect product, segregate inventory, and protect the customer.
- Correction: Fix the specific nonconforming condition if possible and permitted.
- Corrective action: Determine root cause and remove the process failure that allowed the defect to occur.
- Prevention: Update controls so similar failures are less likely elsewhere.
Structured methods such as 8D become useful. Not because the form itself is magical, but because disciplined teams force themselves to answer hard questions. What changed? Where did detection fail? Why did the process permit escape? What evidence proves the fix worked?
What mature suppliers do differently
The gap between paperwork quality and process quality becomes obvious during corrective action.
A weaker supplier says the operator was retrained and closes the issue. A stronger supplier asks why the process depended on operator memory in the first place. A weaker supplier adds another inspection step. A stronger supplier examines tooling, setup control, programming, gage strategy, revision control, and reaction plans.
Here are the habits that usually separate the two:
- They verify root cause with evidence: They don't stop at the first plausible explanation.
- They examine variation, not just defects: They study drift, inconsistency, and boundary conditions before the next escape occurs.
- They update the system: Work instructions, control plans, training, and supplier controls all get revised where necessary.
- They close the loop: They check whether the action prevented recurrence in real production, not just on the report.
The customer judges your quality system most accurately when something goes wrong. That is when maturity becomes visible.
An effective nonconformance process is not an admission of weakness. It is proof that the business can learn under pressure.
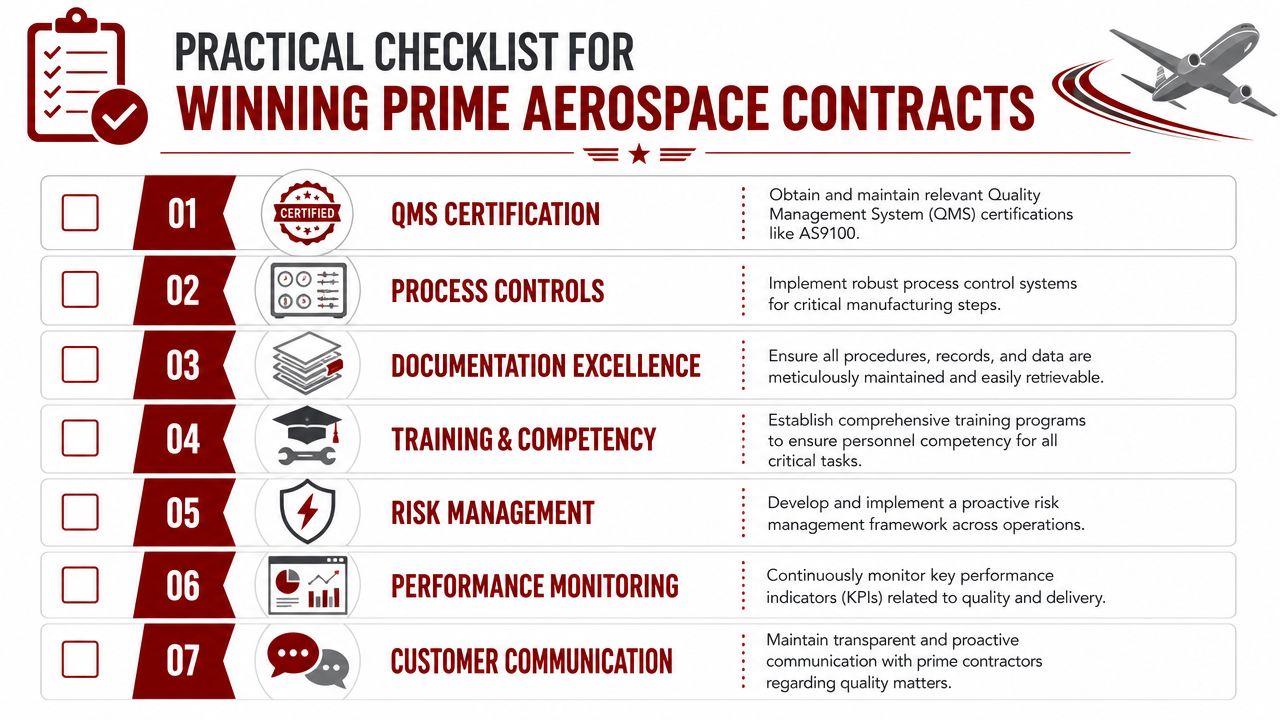
A Practical Checklist for Winning Prime Contracts
Prime contractors want capable suppliers. They also want predictable ones. If you're trying to win aerospace work, use a readiness checklist that tests whether your operation can withstand due diligence, audits, and sustained production.
Commercial readiness checklist
Ask these questions before you quote aggressively.
- QMS status: Are we certified to the right aerospace standard for our business model, and does the system match what happens on the floor?
- Contract review discipline: Do we identify customer clauses, drawing revisions, special requirements, and sub-tier obligations before accepting the order?
- FAI readiness: Can we complete an AS9102-compliant first article package without chasing records after the build?
- Traceability strength: Can we link each lot, part, revision, material cert, and process cert cleanly through shipment?
- Metrology control: Are our measurement systems controlled, current, and appropriate for the acceptance decisions we make?
- Sub-tier oversight: Do purchase orders and supplier approvals clearly flow requirements to outside processors, labs, and material providers?
- Corrective action maturity: When a defect appears, can we contain it quickly and prove root cause with objective evidence?
A second filter is strategic. Ask whether your quality system strengthens the business, not just compliance.
| Question | Healthy answer |
|---|---|
| Can a customer audit us with little preparation? | Records are organized and current |
| Can we retrieve part history fast? | Traceability is built into routine execution |
| Can we scale aerospace revenue? | Quality controls don't depend on one person |
If too many answers are weak, don't force aerospace growth before the system is ready. Winning the order and failing the relationship is expensive.
The strongest suppliers I've seen take a longer view. They build quality capability before the customer demands it, then use that discipline to win more complex work, protect margin, and become harder to replace.
If you're evaluating how to strengthen your operation for aerospace growth, Hasit Vibhakar shares practical perspectives drawn from decades of building and scaling manufacturing businesses. For owners, operators, and investors, that lens can help turn aerospace supplier quality requirements into a real operating advantage rather than a compliance exercise.
Leave a Reply