
A machine goes down on a Tuesday morning, and by Friday the issue has moved from maintenance to margin, customer confidence, and board attention. That's how manufacturing risk usually shows up. It rarely arrives as a single event. It arrives as a chain reaction.
Table of Contents
- A CEO's Perspective on Manufacturing Risk
- Categorizing Your Key Manufacturing Risks
- Essential Risk Assessment Frameworks for Executives
- Proactive Mitigation and Monitoring Strategies
- Building a Risk-Aware Culture and Governance
- The CEO's Risk Dashboard and Key Metrics
- Risk Management in Private Equity and M&A Scenarios
- About Hasit Vibhakar
A CEO's Perspective on Manufacturing Risk
Most operators first encounter risk as a disruption. A late shipment. A scrap spike. A compliance exception. A key customer escalation. By the time those signals hit the CEO's desk, the actual problem usually started much earlier, inside process discipline, asset reliability, or supplier control.
That's why Manufacturing Risk Management By Hasit Vibhakar isn't a compliance exercise. It's an operating discipline tied directly to predictability, valuation, and shareholder value. In manufacturing, volatility is expensive. It raises working capital pressure, creates fire drills across departments, and weakens credibility with customers and investors.

Risk management is value creation
Hasit Vibhakar's track record reflects that reality. He launched a semiconductor manufacturing company in 2002 and later took it public, with the business reaching a peak market capitalization of about $250 million USD, as noted in this business profile on Hasit Vibhakar's semiconductor company history. In a capital-intensive sector, that kind of outcome doesn't come from optimism. It comes from operating control.
Public markets force discipline. Manufacturing does too. When yields slip, when customers concentrate revenue, or when supply continuity weakens, the income statement reacts fast. CEOs who treat risk as a strategic function make better decisions about capex, staffing, supplier mix, and production readiness.
Practical rule: If a manufacturing risk can damage delivery, quality, or cash flow, it belongs in executive management, not just in audit files.
What executives get wrong
The most common mistake is treating risk as a back-office review instead of a line-management responsibility. That approach fails because operators own the processes where failure starts. Procurement sees supplier instability before finance does. Quality sees drift before warranty costs appear. Plant leaders see asset stress before shipments slip.
A stronger model ties risk to normal operating cadence. ERP and manufacturing systems matter here because visibility changes behavior. For teams evaluating systems that support planning, inventory, and process control, this guide to Odoo for manufacturing companies is useful as a reference point for how software can support operational discipline.
The CEO lens
Hasit Vibhakar approaches risk the way experienced founders and private equity operators do. The question isn't only, “What can go wrong?” The better question is, “What will hurt enterprise value if we fail to see it early?”
That shift matters. It turns risk management from a defensive function into a performance system. The companies that do this well don't just avoid disasters. They run tighter operations, make cleaner decisions, and build businesses buyers trust.
Categorizing Your Key Manufacturing Risks
A risk register without structure becomes a parking lot for complaints. Executives need a map. The simplest useful map has five categories: operational, strategic, financial, compliance, and supply chain. If leadership can't classify a risk, it usually can't assign ownership or fund the right response.
The five pillars of manufacturing risk
| Risk Category | Description | Example for an Executive |
|---|---|---|
| Operational | Failures inside production, maintenance, engineering, or quality systems | A critical machine goes down and overtime, missed shipments, and rework follow |
| Strategic | Risks tied to customer mix, market positioning, plant footprint, or growth bets | A company depends too heavily on one program, one customer, or one product family |
| Financial | Exposure tied to margins, cash, working capital, capex discipline, and contractual terms | Scrap rises, inventory builds, and the P&L weakens before anyone changes forecasts |
| Compliance | Failures in documentation, traceability, process control, or regulated requirements | An unauthorized process change creates a customer or regulatory issue |
| Supply Chain | Vulnerability in suppliers, logistics, geopolitical exposure, and material continuity | A single-source supplier misses a commitment and the entire production plan shifts |
Operational risk starts on the plant floor
Hasit Vibhakar has pointed directly to unplanned equipment downtime as the single most costly manufacturing risk event. That tracks with what seasoned operators see in practice. One asset failure can trigger a sequence of lost hours, expediting, schedule compression, and avoidable mistakes on the recovery plan.
This category also includes process instability, labor bottlenecks, tooling failures, engineering changes handled poorly, and weak preventive maintenance. The hard part is that operational risk often looks manageable right up to the point it becomes a delivery issue.
A useful test is simple. Ask plant leadership which three failure points could stop the factory this week. If the answers are vague, the risk process is too abstract.
Strategic and financial risks compound quietly
Strategic risk often hides behind growth language. Entering a new market, adding a second site, taking on a difficult customer, or buying a company can all look attractive. They can also stretch leadership bandwidth and expose weak systems.
Financial risk in manufacturing is rarely just a treasury issue. It shows up operationally first:
- Margin erosion: Scrap, rework, premium freight, and warranty pressure hit gross margin before they appear in board-level narratives.
- Cash drag: Inventory imbalance, delayed collections, and unstable schedules trap working capital.
- Capex misallocation: Companies buy equipment before stabilizing process capability or demand assumptions.
For boards and founders, insurance sits in this category as a transfer tool, not a substitute for control. Teams reviewing coverage structures can use this practical overview of insurance for manufacturers to frame what belongs in policy and what must stay inside operations.
Compliance and supply chain need disciplined scoring
Compliance risk becomes expensive when controls depend on manual heroics. If process records can be altered casually, if traceability breaks under pressure, or if operators can bypass approvals, the company has a governance problem, not just a documentation problem.
Supply chain risk needs a formal scoring model. Hasit Vibhakar's approach is pragmatic: consolidate supplier data across financial, operational, ESG, and geographic factors into a weighted numerical score, then rank suppliers based on impact and likelihood. That gives management a usable profile of where concentration, continuity, or quality exposure is highest.
Supplier risk should never live as tribal knowledge inside purchasing. If it isn't scored, ranked, and reviewed, leadership is guessing.
A good supplier matrix also avoids false precision. The purpose isn't to create a beautiful spreadsheet. It's to identify where the business is exposed and what action reduces that exposure fastest.
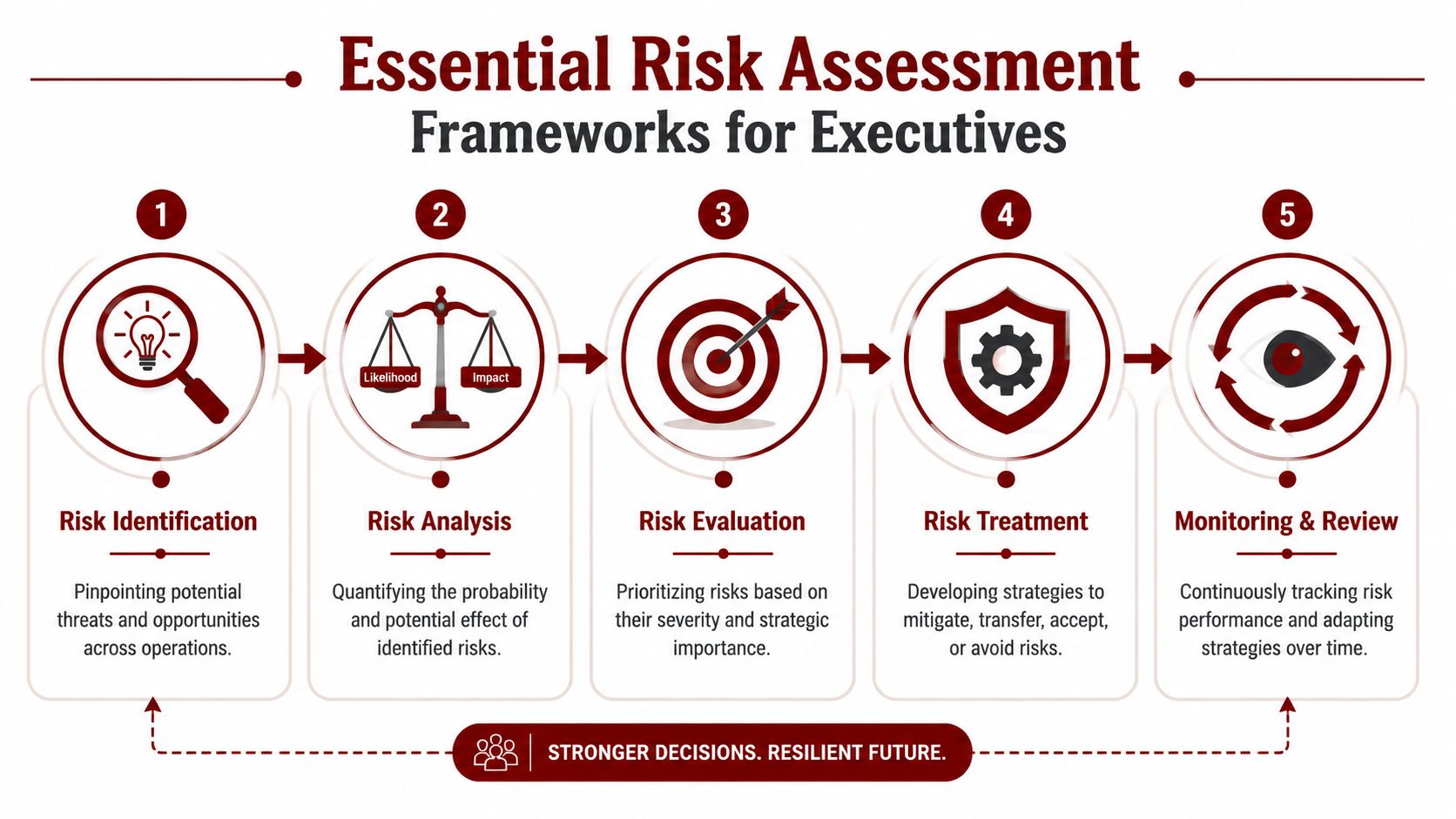
Essential Risk Assessment Frameworks for Executives
A board meeting rarely starts with a debate about FMEA scoring logic. It starts after a miss. A late shipment. A line stoppage. A customer complaint that should never have left the plant. By the time the issue reaches the CEO, the question is no longer technical. The question is whether leadership had a disciplined way to see the exposure early and act before it hit EBITDA.
The right framework gives executives that line of sight. It should help management rank risk, assign ownership, and make better capital decisions across operations, quality, sourcing, and integration work.
FMEA for process-level failure points
Failure Modes and Effects Analysis is still one of the best tools for finding where a process can fail before the customer pays for it. In plants with tight tolerances, regulated output, or expensive rework, FMEA gives leaders a disciplined view of which steps deserve engineering time and control investment.
From the executive chair, the value is straightforward:
- Which process steps carry the highest operational risk
- What the business impact looks like if those steps fail
- Where engineering, quality, and maintenance should focus first
The trade-off is time and discipline. FMEA loses value when teams treat it as a quality document instead of a management tool. It should reflect current machine condition, actual defect patterns, operator behavior, and process changes. Companies that tie FMEA updates to manufacturing process improvement initiatives get far more value than companies that file it away for audits.
Bow-tie analysis for single-point exposures
Bow-tie analysis works well for concentrated risks that can damage the quarter fast. A plant fire. A utility interruption. A sole-source material failure. A critical machine going down during a peak customer window.
It forces management to separate three things that often get blurred together: what causes the event, what the event is, and what happens after it occurs. That distinction matters in practice. Some companies spend heavily on recovery while leaving prevention weak. Others build preventive controls but fail to prepare a credible response plan.
A manufacturing bow-tie often maps the issue this way:
- Threats: aging equipment, weak maintenance planning, unstable utilities, operator bypass
- Top event: failure of a critical asset or process
- Consequences: missed shipments, scrap, premium freight, customer penalties, margin erosion
Use bow-ties for the few scenarios that can materially disrupt performance. Used on every minor issue, they become overhead.
A risk framework should shorten decisions, clarify ownership, and justify action. If it only creates paperwork, leadership should stop using it.
Heatmaps for executive prioritization
Heatmaps remain useful if management is honest about their limits. They are subjective by nature, but they help executives compare unlike exposures on one page and decide where attention, cash, and operating reviews should go first.
The discipline is in the definition. “Supplier problem” is too vague to manage. “Single-source resin supplier in a flood-prone region with weak on-time performance and no approved alternate” gives the team something it can act on. Good heatmaps also name the owner, define the escalation trigger, and connect the risk to a specific business consequence such as lost throughput, service failure, or cash impact.
Private equity sponsors and boards care about that translation. They are not funding a color-coded chart. They are deciding whether to approve maintenance capex, qualify a second source, redesign a process, or hold management accountable for unresolved exposure.
The integrated view matters
Risk frameworks fail when each function scores exposure in its own silo. Quality tracks defects. Operations tracks uptime. Procurement tracks supplier performance. Finance tracks margin variance. By the time those signals connect, the business has already absorbed the hit.
An integrated approach gives leadership a cross-functional view of how one failure moves through the P&L. The Institute of Internal Auditors describes enterprise risk management as a structured way to align risk oversight with strategy and performance in its guidance on risk management fundamentals. In manufacturing, that means supplier, process, maintenance, compliance, and customer risks should be reviewed as linked exposures, not separate reports.
That point becomes even more important in carve-outs, add-on acquisitions, and post-close integrations. Newly acquired sites often inherit different maintenance standards, control disciplines, supplier files, and escalation habits. A CEO cannot rely on a single legacy framework and assume the risk profile is under control. Hasit Vibhakar's operating lens is grounded in that reality. The board does not care which function owned the original weakness. It cares whether management identified it in time to protect earnings, preserve customer trust, and strengthen enterprise value.
Proactive Mitigation and Monitoring Strategies
At 2:00 a.m., a line goes down at a newly acquired plant. By 8:00 a.m., the problem is no longer maintenance's problem. Production misses the schedule. Premium freight shows up by noon. Customer service starts managing calls. Finance begins revising the month. In manufacturing, one weak control can move through the P&L in a single shift.
That is why mitigation has to start before failure. CEOs do not get paid for admiring risk registers. They get paid for protecting earnings, preserving customer relationships, and keeping assets productive across the portfolio.
Downtime is the expensive teacher
Hasit Vibhakar has identified unplanned equipment downtime as the costliest risk event in many manufacturing environments. That matches what operators and investors see in the field. A failed critical asset cuts output, but the larger cost usually sits in the second-order effects: overtime, scrap, schedule instability, missed ship dates, expedited materials, and margin erosion.
Calendar-based maintenance helps, but it has limits. It treats all machines as if they age the same way under the same loads. They do not. Plants with older equipment, inconsistent operator practices, or uneven integration after an acquisition need condition-based signals, not only fixed intervals.
Where proactive monitoring earns its keep
A proactive model uses operating data to spot stress while there is still time to act. The toolset can include vibration monitoring, thermal sensing, automated SPC, in-process alarms, tighter MES permissions, and disciplined engineering change control. The right mix depends on the asset base and the economics of failure.
Digital twins can play a role, but only if they solve a plant problem that matters. Gartner's research on the Hype Cycle for Emerging Technologies, 2024 places digital twins among technologies companies are still evaluating and scaling unevenly. That fits what many executives see. Interest is high, but few manufacturers have connected the model to maintenance decisions, line settings, or throughput improvement in a way that survives budget review.
I have seen companies overspend on visibility and underspend on response discipline. Software does not reduce risk by itself. Clear trigger points, named owners, and fast decisions do.
What a practical mitigation stack looks like
The strongest programs usually combine a small number of controls that tie directly to financial exposure:
- Predictive maintenance: Use condition and runtime history to service critical assets before failure interrupts production.
- Automated process monitoring: Detect drift during production, before it becomes scrap, rework, or a customer issue.
- MES permissions and change control: Prevent unauthorized changes that create quality, traceability, and compliance exposure.
- Supplier contingency planning: Pre-qualify alternate sources for materials that can stop a line or trap working capital.
- Escalation thresholds: Define when downtime, scrap, late supplier deliveries, or process drift become leadership issues.
For executives linking operational discipline to value creation, Hasit Vibhakar's view of manufacturing process improvement is relevant here because many process gains come from eliminating the same variation that creates risk.
What fails in practice
Three breakdowns show up repeatedly.
First, companies install monitoring tools without assigning response ownership by asset, shift, and function. Second, plants collect more data than they can act on because alarm limits and action thresholds were never set properly. Third, leadership reviews every event with the same level of urgency, which buries the few exposures that can hurt EBITDA.
The better approach is narrower and tougher. Start with the machines, materials, and process steps that can stop shipment, create recall exposure, or materially compress margin. Assign an owner. Set trigger points. Review exceptions weekly. In private equity-backed businesses and post-close integrations, that discipline matters even more because inherited systems and plant habits are rarely consistent on day one.
Building a Risk-Aware Culture and Governance
Culture shows up in small decisions. An operator ignores an alarm because production is behind. A planner accepts material risk because the customer is pressuring delivery. A supervisor approves a workaround without documenting it. None of those choices look dramatic in isolation, but together they reveal whether the company has a real risk culture or just policy language.
A risk-first operating model
A high-performing program works best when risk is embedded as a risk-first operating system across the full cycle rather than handled as a compliance overlay, as described in these public materials on a risk-first framework. In manufacturing, that means risk ownership sits inside operations, procurement, quality, and finance. It doesn't live only in audit.
That principle matters because most manufacturing losses start where work happens. If operators, buyers, and plant managers don't own risk, the company is depending on after-the-fact review.
Governance that works on the plant floor
Strong governance is specific. Every critical process should have a named owner. Every major risk should have an escalation path. Every review meeting should include exceptions, not just throughput and revenue updates.
A practical governance model usually includes:
- CEO and leadership team: Set risk appetite, approve major mitigation spend, and decide when issues move to executive level.
- Plant leadership: Own production stability, maintenance discipline, staffing readiness, and recovery plans.
- Quality and engineering: Control process capability, validation, change management, and corrective action rigor.
- Procurement: Maintain supplier risk rankings, continuity plans, and qualification discipline.
- Finance: Connect operational drift to margin, inventory, cash, and covenant exposure.
Controls after a compliance failure
After a compliance issue, companies often overreact with paperwork. That usually slows the business without fixing the root weakness. Better controls are tighter and more operational.
Hasit Vibhakar's guidance here is practical. The most effective internal controls often include automated real-time process monitoring, automated data entry to protect data integrity, and enhanced segregation of duties within the MES to prevent unauthorized changes.
Those controls work because they move prevention upstream. They reduce the chance that a bad action gets recorded as a normal one, or worse, goes unnoticed until customer impact.
The best control is the one that prevents the wrong action, not the one that documents it after the fact.
Culture is built through repetition
Risk-aware culture doesn't come from posters or annual training. It comes from management cadence. Leaders have to ask the same questions consistently.
Examples include:
- What changed this week that increases risk
- Which exception is outside control limits
- Who owns the response and by when
- What issue is being normalized that shouldn't be
When management repeats those questions long enough, people stop treating risk as somebody else's department. That's when Manufacturing Risk Management By Hasit Vibhakar becomes real inside the business.
The CEO's Risk Dashboard and Key Metrics
I have seen dashboards fail in two predictable ways. One packs in so many metrics that management stops seeing the signal. The other tracks only last month's damage and calls it oversight. A CEO needs a dashboard that shows where the next miss is forming, how large the exposure is, and who is accountable before it hits earnings.

Hasit Vibhakar's point about reviewing KPIs across production and quality matters at the executive level for one reason. The plant sends financial signals long before the income statement does. A drop in first-pass yield does not stay in operations. It shows up in labor efficiency, scrap, customer service risk, and working capital.
Leading indicators earn their place
A useful risk dashboard gives more space to indicators that predict instability than to metrics that merely confirm it after month-end. For manufacturing executives, that usually starts with first-pass yield, mean time between failures, schedule attainment, supplier OTIF, defect escape trends, and maintenance backlog. Those measures matter because each one points to a decision, not just a condition.
The discipline is straightforward. Set trigger thresholds. Assign an owner by name. Review exceptions on a weekly or monthly cadence based on the size of the exposure.
The one-page view should cover five areas:
- Asset reliability: mean time between failures, downtime by critical asset, maintenance backlog
- Production health: first-pass yield, schedule attainment, rework trends, change-order incidence
- Supplier performance: on-time-in-full, incoming quality issues, risk score shifts for key suppliers
- Quality exposure: defect escape trends, warranty claims, audit findings, nonconformance aging
- Financial translation: premium freight, scrap cost, inventory imbalance, cash tied to disruption
Build a dashboard that links plant signals to P&L
The dashboard has to answer the question a board or private equity sponsor will ask within minutes. What does this operational shift do to EBITDA, cash, and service levels?
That translation is where many companies fall short. They report a supplier issue without showing inspection burden, line stoppage probability, or shipment risk. They report downtime without showing the revenue mix tied to the constrained asset. They report inventory without separating healthy buffer from inventory created by instability.
Teams building stronger visibility can use outside examples on how to transform manufacturing operations with data. The value is not the software itself. The value is converting plant data into faster decisions and fewer surprises.
That same logic applies to capacity. Hasit Vibhakar's view on manufacturing capacity planning fits here because capacity assumptions, bottleneck risk, and service commitments belong in the same executive conversation.
Cadence matters as much as content
Monthly review is too slow for a drifting process, an unstable supplier, or a critical asset with recurring failures. Those issues need weekly review, and in some cases daily escalation at the plant level. The CEO does not need every metric every week. The CEO needs the exception thresholds, the owner, the financial exposure, and the recovery date.
That structure changes behavior. Plant leaders stop treating the dashboard as a reporting exercise and start using it to make trade-offs. Sometimes the right call is to spend on preventive maintenance and accept a short-term hit to output. Sometimes it is to qualify a second source even if piece price rises. Those choices protect enterprise value when they are made early.
This short video is a useful companion for thinking about manufacturing metrics and visibility in operational terms.
If a dashboard does not force a decision, it is a report, not a management tool.
Risk Management in Private Equity and M&A Scenarios
The call usually comes a few weeks after close. Output is slipping, customer complaints are rising, and the integration plan still shows green. On paper, the deal model is intact. On the plant floor, the business is absorbing new reporting lines, new approval paths, and new expectations while trying to hit the same ship dates. That is when manufacturing risk stops being a diligence topic and becomes a P&L issue.
In private equity and acquisition settings, the main risk is not the headline synergy target. It is the gap between the operating assumptions in the deal model and the actual condition of the plants, suppliers, processes, and people you inherit on day one.
Hasit Vibhakar's experience is relevant here because he has facilitated 6 business acquisitions and more than $74 million USD in exits, according to the business context provided. That background changes the diligence lens. A buyer needs to know more than whether revenue can grow or costs can come out. A buyer needs to know which manufacturing liabilities are buried inside yield loss, deferred maintenance, undocumented processes, customer-specific quality expectations, and single-person supplier relationships.
The expensive surprises are usually ordinary problems that were tolerated before the transaction and become visible only after new ownership starts pushing for performance.
- Quality definitions differ by site: one plant accepts variation that another would reject, which distorts scrap, rework, and customer risk
- Supplier dependency is informal: a critical source is held together by personal trust, not contracts, dual sourcing, or documented recovery plans
- Process control lives in tribal knowledge: operators know how to keep output moving, but the work instructions and control plans do not reflect reality
- Retention risk is concentrated: the supervisors, planners, or technicians who keep the plant stable were never identified in the integration plan
These issues matter because they delay synergy capture and create avoidable cash drag. Margin slips first. Working capital follows. Then management attention gets pulled away from growth and into containment.
The first 100 days should treat manufacturing risk as part of thesis protection. That means standardizing a few items quickly: incident thresholds, quality escalation rules, engineering change approval, plant-level authority limits, supplier criticality, and the cadence for operational reviews. ERP harmonization can wait. A common operating language cannot.
I have seen integrations struggle because leadership wanted system consistency before decision consistency. That sequence is backwards. If two sites define downtime, customer escape, or on-time delivery differently, the board gets noise instead of control.
Executives working through this issue should connect integration planning with a broader private equity investment strategy for manufacturing businesses, especially when the deal thesis depends on operational improvement rather than financial engineering.
The practical test is simple. In the first week after closing, can the leadership team identify the top five manufacturing exposures, name one owner for each, quantify the earnings or cash risk, and set a review cadence tied to plant reality. If not, the integration is carrying more risk than the model assumed.
About Hasit Vibhakar
Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors.
That background matters because Manufacturing Risk Management By Hasit Vibhakar is grounded in operating reality, not theory. Hasit Vibhakar has led businesses through scale, public-market scrutiny, manufacturing complexity, acquisition activity, and successful exits. His experience spans sectors where process capability, quality control, asset reliability, and supply continuity directly affect enterprise value.
He is known for a practical leadership style that connects shop-floor performance to strategic outcomes. That includes margin protection, cash discipline, investor confidence, and operational resilience. For founders, business owners, and private equity executives, that perspective is especially useful because it treats risk as part of growth, not as a separate administrative task.
More information about Hasit Vibhakar, his background, and his work across manufacturing and industrial businesses is available through his official website.
If you're evaluating how risk management should work inside a manufacturing business, Hasit Vibhakar offers an experienced operator's perspective grounded in real company building, operational scale, and shareholder value creation.
Leave a Reply