
A production line can look perfect at 9:00 a.m. and still destroy margin by noon. I've seen businesses win major programs on technical capability, then lose enterprise value because a single sourcing decision, a weak test strategy, or an undisciplined transfer from prototype to volume turned a solid product into an unreliable operation.
Electronics component manufacturing is not just about building parts. It's about building a company where process discipline, supply chain resilience, quality systems, and capital allocation all work together.
Table of Contents
- The Invisible Engine of Modern Technology
- Inside the Black Box Core Manufacturing Processes
- The Economic Levers of Production Cost and Capacity Drivers
- Navigating the Global Sourcing and Supply Chain Maze
- Quality and Regulatory Compliance as a Strategic Moat
- The Future of the Factory Automation and Technology Trends
- An Investor's Guide to Scaling and High-Value Exits
- Key Takeaways for Manufacturing Leaders
The Invisible Engine of Modern Technology
Attention centers on the finished device: the phone, the avionics system, the industrial controller, the medical instrument. The component ecosystem underneath it typically goes unremarked, even though that's where reliability, performance, lead time, and cost discipline are determined.
That blind spot creates opportunity for operators and investors who understand the sector. Electronics component manufacturing sits at the center of modern production because every advanced product depends on boards, connectors, semiconductors, passives, packaging, and testable assemblies that perform consistently under real operating conditions. When that foundation is strong, OEMs scale. When it isn't, everything upstream gets delayed, redesigned, or written off.
The scale of the market confirms that this isn't a niche category. The global electronic components market was valued at USD 428.22 billion in 2025 and is projected to reach USD 1,003.44 billion by 2034, implying a 10% CAGR from 2026 to 2034, while Asia Pacific held 37.79% of the market in 2025, according to Fortune Business Insights' electronic components market analysis.
That kind of market breadth changes how a CEO should think. You're not building a shop that only fulfills orders. You're building a platform business that can serve multiple end markets, absorb technical complexity, and command strategic interest from buyers who need trusted manufacturing capability.
Practical rule: In this sector, operational discipline isn't separate from strategy. It is strategy.
The leadership lens matters here. Founders often approach the business through engineering. Private equity often approaches it through financial modeling. Strategic buyers often approach it through market adjacency. The businesses that create the most value combine all three viewpoints.
A seasoned operator learns that the factory floor and the boardroom are tightly linked. A poor DFM decision can show up later as rework, slower turns, customer friction, and weaker EBITDA quality. A strong test architecture can do the opposite. The same is true for supplier qualification, traceability, automation choices, and management depth.
That's the playbook. In electronics component manufacturing, the companies that win don't just make good products. They build repeatable systems that scale without losing control.
Inside the Black Box Core Manufacturing Processes
Executives don't need to become process engineers, but they do need to understand where value is created and where it leaks away. In electronics component manufacturing, a line that looks like a sequence of machines is really a chain of decisions, and each decision either increases control or introduces avoidable risk.
Why the process matters to the CEO
A useful way to picture the flow is this. The printed circuit board is the street grid. Components are the buildings. Solder joints are the utility connections. Firmware, inspection, and final test are what make the city function instead of existing on paper.
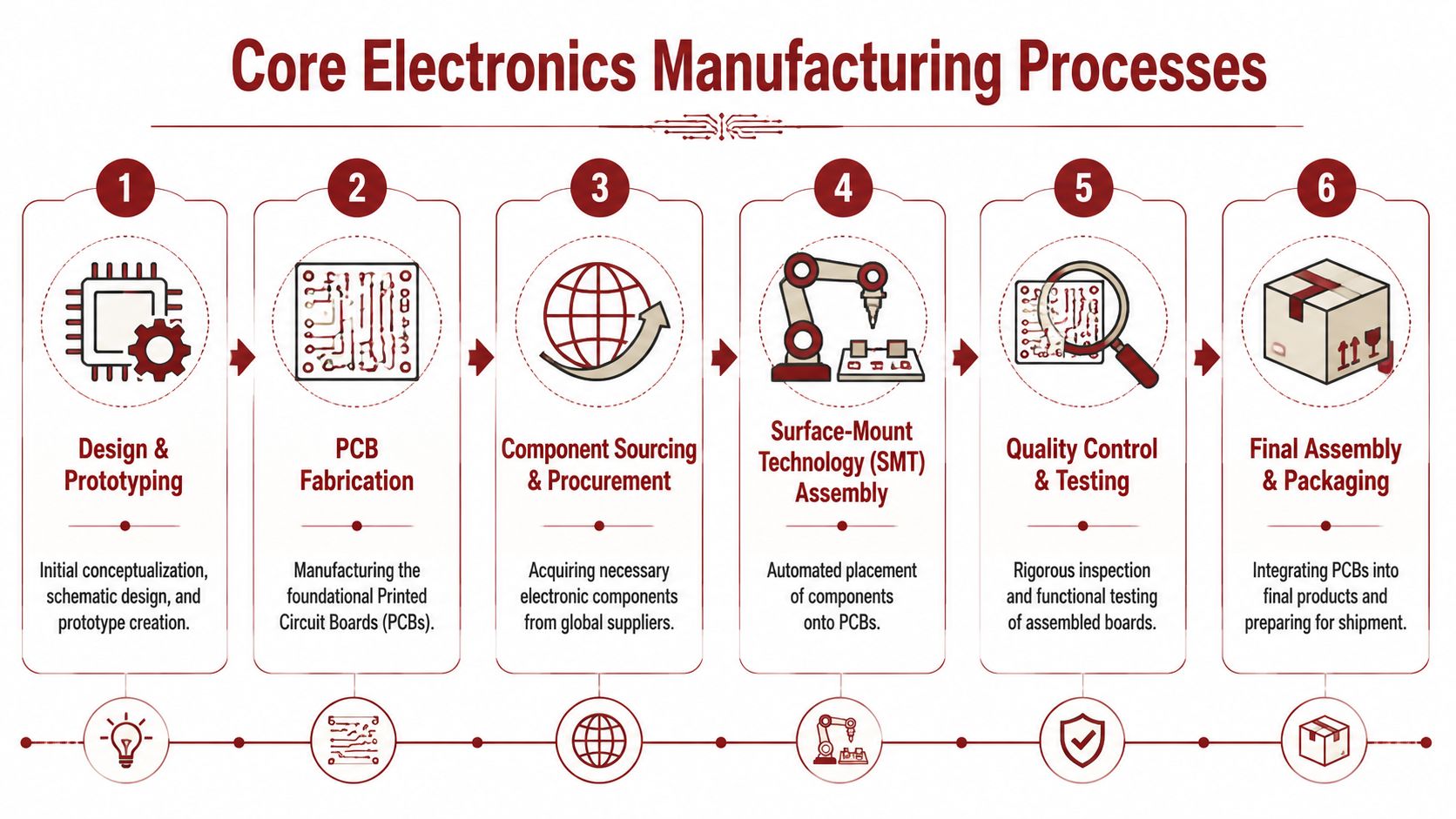
The broad flow is familiar across most operations:
- Design and prototyping shape the first workable version of the product.
- PCB fabrication creates the physical substrate that carries the circuit.
- Component sourcing determines what can be built on time and at target cost.
- SMT assembly places and solders components with repeatable precision.
- Inspection and testing identify whether the assembly performs as intended.
- Final assembly and packaging prepare the product for integration or shipment.
On paper, that sounds linear. In practice, it isn't. Problems introduced in design often surface during assembly. Sourcing substitutions can force test changes. Packaging choices can create handling issues. Good operators know the process is interconnected, so they manage it as a system rather than a series of departmental handoffs.
The environment matters too. This industry is distinct from general machinery manufacturing because it relies on specialized miniaturization technologies and integrated-circuit-centric production methods, as outlined by the U.S. Bureau of Labor Statistics overview of semiconductor and electronic component manufacturing. That's why cleanliness, precision metrology, and process control aren't luxuries. They're basic operating requirements. Even practical facility choices such as furniture for cleanroom environments matter because the wrong setup introduces contamination risk, handling inefficiency, and preventable variation.
Where manufacturability is won or lost
The single biggest mistake I see is treating manufacturability as something the factory will “work out” later. That rarely works.
Industry guidance on DFM-driven assembly emphasizes minimizing design complexity, controlling tolerances, standardizing parts, and building in testability, and it ties those choices directly to fewer manufacturing errors and simpler inspection and functional testing in a sequence that includes PCB assembly, firmware programming, and final testing, as detailed in AIUT's guidance on OEM electronics manufacturing.
That sounds straightforward. It usually isn't. Designers want performance. Procurement wants availability. Manufacturing wants repeatability. Quality wants traceability. The CEO's job is to force those priorities into one disciplined decision process.
A prototype that barely works in the lab is not a product. It's an unpaid experiment.
Here's what tends to work:
- Standardized parts where possible: Exotic components can be justified, but only when the performance benefit is real and documented.
- Accessible test points: If automated test equipment can't reach what matters, the business pays later through slower diagnosis and higher labor content.
- Reasonable tolerances: Tight tolerances impress engineers and punish operations when they aren't necessary.
- Intentional component placement: Dense layouts save space, but they can complicate thermal behavior, inspection, and rework.
A strong operator also puts process-improvement discipline in place early. That can include line balancing, scrap analysis, and repeatable root-cause reviews. For leaders evaluating improvement frameworks, Hasit Vibhakar's perspective on manufacturing process improvement is one example of how executives can approach this as a systems issue rather than a one-off cost project.
The control points that deserve executive attention
Not every technical detail deserves CEO time. A few do.
| Control point | Why it matters |
|---|---|
| Stencil and paste discipline | Poor solder deposition creates defects that ripple through the line. |
| Placement accuracy | Fine-pitch and miniature packages leave little room for drift. |
| Reflow profile control | Weak thermal control damages joints, components, or both. |
| Inspection strategy | AOI, X-ray, and functional test each catch different failure modes. |
| Firmware loading and validation | A board can be assembled correctly and still fail the customer if software control is weak. |
These are not abstract engineering topics. They drive yield, customer returns, and margin quality. In electronics component manufacturing, CEOs create value when they understand enough of the black box to ask hard questions early, before defects become financial results.
The Economic Levers of Production Cost and Capacity Drivers
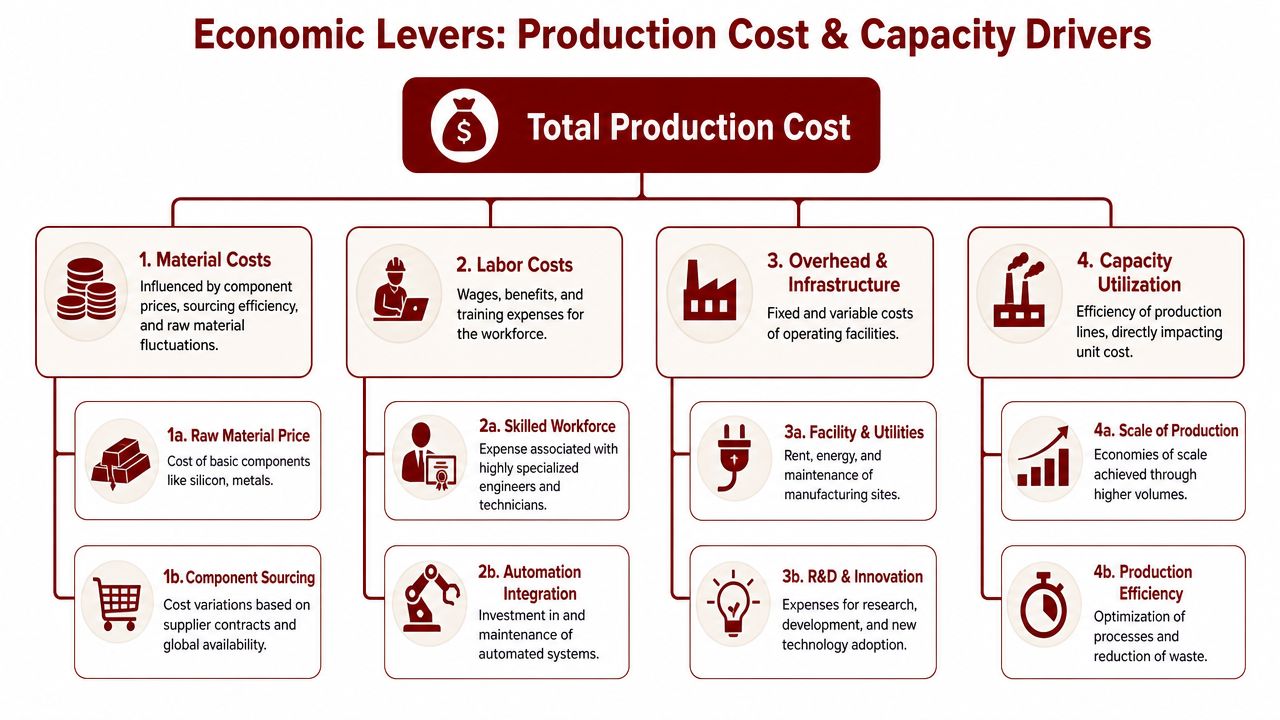
Every manufacturing company says it watches cost. Fewer understand which costs are structural, which are temporary, and which are self-inflicted. In electronics component manufacturing, margin usually moves because of four levers working together: materials, labor efficiency, overhead absorption, and yield.
What actually moves the P and L
Start with materials. For most operators, the bill of materials is the first place margin gets squeezed and the last place teams want to revisit because changes touch engineering, approvals, and customer expectations. Yet too many businesses let purchasing chase piece price while ignoring lifecycle risk, alternate qualifications, and line-side handling cost.
Labor is the next trap. The issue isn't just wage rate. It's how much labor is required because the product and process were designed well or poorly. A line that depends on manual touch-ups, difficult setups, and inconsistent work instructions will never scale cleanly, even if hourly rates look acceptable on a spreadsheet.
Then comes overhead. Electronics operations carry real infrastructure demands: utilities, ESD controls, specialized equipment, maintenance, calibration, software, quality systems, and floor supervision. Those costs can be justified when throughput is stable. They become painful when the business runs erratic volumes or too many low-discipline custom jobs.
A useful executive review is to separate cost by question, not by account code:
- Can we buy it better? Supplier terms, approved alternatives, and forecast credibility.
- Can we build it cleaner? Fewer touches, less waiting, less rework.
- Can we test it faster? Better fixture strategy, clearer pass-fail logic, fewer ambiguous results.
- Can we schedule it smarter? Product family grouping, setup reduction, and realistic sequencing.
Capacity is a strategy question
Capacity planning gets mishandled in both directions. Some founders overbuild too early and spend years carrying idle equipment. Others underinvest, then miss delivery windows and damage customer confidence when demand finally arrives.
The better approach is to view capacity as staged optionality. A line should have enough headroom to absorb mix changes and customer ramps, but not so much unused infrastructure that fixed cost drags down the business. That requires honesty about changeover time, actual operator skill, maintenance readiness, and test bottlenecks. In many plants, test capacity fails before assembly capacity does.
The cheapest machine in the plant is often the one you didn't need yet.
For leadership teams working through those trade-offs, Hasit Vibhakar's view on manufacturing capacity planning is a useful reference point because it treats capacity as a strategic allocation problem, not just an equipment list.
Founders and investors should also remember that accounting margin and operational margin aren't the same thing. A factory can report acceptable gross margin while hiding scrap, premium freight, engineering churn, late ECO disruption, and management heroics. Real enterprise value comes from a business that can hit output, quality, and delivery repeatedly without constant intervention from the founder.
Navigating the Global Sourcing and Supply Chain Maze
A surprising number of electronics companies still treat procurement as a transactional function. That's a mistake. In this industry, sourcing decisions affect product design, customer commitments, qualification cost, and even the company's exit options.
Why procurement belongs in the boardroom
The U.S. market alone shows how substantial and established this category is. The Circuit Board and Electronic Component Manufacturing industry generated $61.3 billion in revenue in 2026, following 1.0% CAGR from 2021 to 2026, across 2,442 businesses, according to IBISWorld's U.S. industry profile for circuit board and electronic component manufacturing. In a market with that many participants, supply-chain discipline becomes a differentiator because not everyone has equal access to constrained inputs, reliable suppliers, or qualified substitutes.

The board-level risk is no longer theoretical. Recent reporting highlighted that China imposed export restrictions on gallium and germanium in 2024, and experts warned that shortages of those materials, along with lithium, could disrupt supply chains. That shifts material qualification and dual-sourcing from a purchasing tactic to a leadership issue, as discussed in Z2Data's review of electronic component disruption risk factors.
Weak management teams often become apparent. They say they have second sources, but those second sources haven't been qualified in the actual product, under the specific process, for the customer requirement. That isn't resilience. That's a spreadsheet.
What resilient sourcing looks like in practice
A credible sourcing strategy usually includes several layers.
- Approved alternatives: The engineering team has already reviewed substitute components or materials before they're urgently needed.
- Supplier concentration review: Leadership knows where single-region exposure exists and which programs depend on it.
- Commercial visibility: Procurement isn't surprised by allocation, changing lead times, or end-of-life notices.
- Customer communication discipline: When a redesign is required, the business can explain performance, certification, and schedule implications clearly.
The hard part is that substitutions aren't always neutral. A different substrate, package, or material can alter thermal behavior, test performance, reliability assumptions, or certification burden. That's why good supply-chain leaders work hand in hand with engineering and quality. They don't just ask, “Can we buy it?” They ask, “What else changes if we do?”
A strong supply chain also builds strategic relationships before the crisis hits. That may include tighter forecasting with key suppliers, clearer NCNR logic, better inventory segmentation, and selective stocking on parts that can shut down a line. Founders sometimes resist that discipline because it feels slower. Investors sometimes resist it because it can increase working capital. In my experience, the cost of underpreparedness is usually much higher.
Quality and Regulatory Compliance as a Strategic Moat
Quality systems are often described as overhead until a company tries to win work in aerospace, defense, medical, or other high-consequence markets. Then everyone discovers that compliance isn't paperwork. It's market access.
Compliance opens markets
The strongest businesses don't treat certification as a framed document in the lobby. They treat it as operating architecture. Procedures define how work is released. Traceability links material, process, operator, and inspection history. Corrective action closes the loop when things go wrong. Validation proves the process, not just the final result.
That matters commercially. Customers in demanding sectors don't just buy a part number. They buy confidence that the supplier can repeat the result, document the process, and respond intelligently when an issue appears. A mature quality management system gives them that confidence.
A useful way to think about compliance is as a filter. It excludes weaker competitors long before price negotiations begin. If your systems support disciplined control of documentation, calibration, change management, nonconformance handling, and traceability, you enter conversations that many shops never reach.
Quality doesn't create value because the audit went well. It creates value because customers trust the operation when failure is expensive.
What buyers look for beneath the certificate
Acquirers and lenders look deeper than the standard itself. They want to know whether the plant runs with process discipline or founder memory. They review first-pass behavior, escapes, customer complaint handling, CAPA quality, and whether engineering changes are controlled rather than improvised.
They also pay attention to facility readiness and safety compliance because disciplined operations usually show consistency in both product and plant management. For example, practical resources on topics like Wilcox Door Inc. fire door expertise are relevant because manufacturing leaders can't separate production continuity from site safety and compliance discipline.
Founders sometimes underestimate how much a strong quality culture affects valuation. Buyers know that a company with repeatable quality systems is easier to integrate, less likely to generate post-close surprises, and better positioned to serve regulated end markets. That doesn't guarantee a premium outcome, but it does create a real moat. In electronics component manufacturing, a defensible process is often worth more than a flashy growth story with weak controls.
The Future of the Factory Automation and Technology Trends
Automation in this sector isn't a fashion statement. It's a response to a practical problem. Companies need to scale output, maintain precision, and preserve know-how while the experienced workforce gets harder to replace.
Automation starts where variability hurts most
The labor gap is real. One industry source cited a projected need for an additional 115,000 semiconductor workers by 2030 in the U.S., with graduation rates insufficient to meet that demand, as referenced in this industry discussion on the semiconductor workforce challenge. For electronics manufacturers, that means strategic automation isn't optional if domestic capacity plans are going to translate into reliable production.
The wrong response is to automate everything at once. That burns capital and creates confusion. The right response is to automate the steps where labor scarcity and process variability do the most damage.
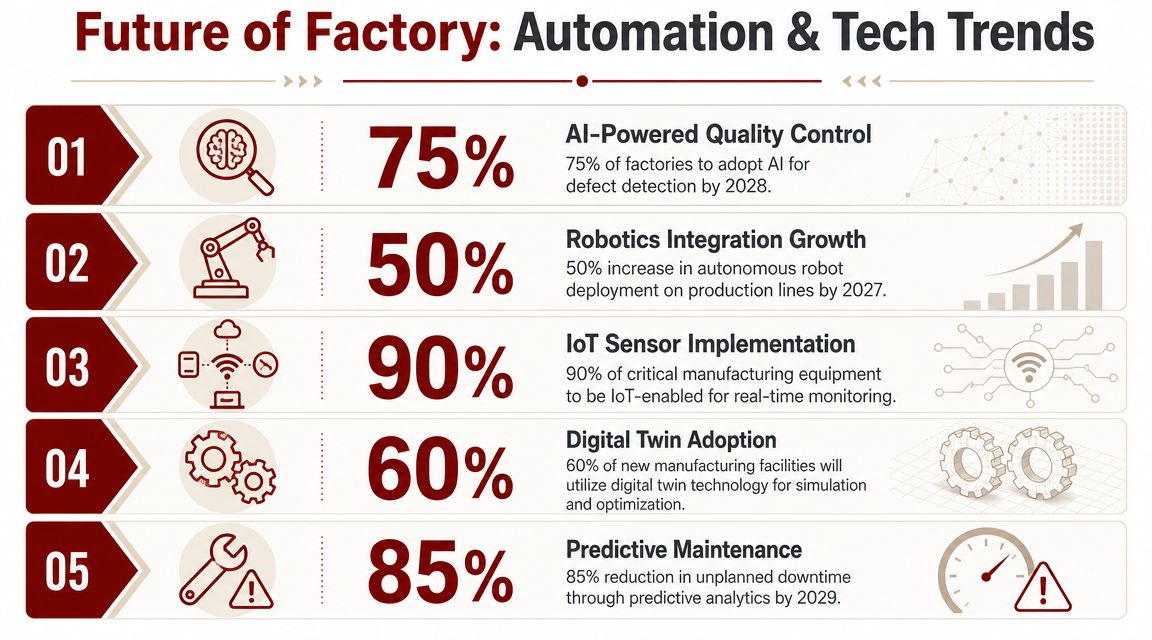
That usually means focusing first on areas such as:
- Inspection bottlenecks: Machine vision and automated review can catch repeatable defect patterns faster than manual inspection alone.
- Material handling: Automated movement reduces waiting, misplacement, and line interruptions.
- Traceability capture: Digital records reduce manual logging errors and improve accountability.
- Repetitive assembly tasks: Robots help most when the motion is consistent and the quality requirement is tight.
This short video gives a useful visual sense of how automation is reshaping factory operations:
Digital systems turn tribal knowledge into process control
The deeper value of automation is not labor substitution alone. It's institutionalization. Mature factories convert tribal knowledge into process windows, digital instructions, alarms, maintenance triggers, and closed-loop corrective action. That's how a business stops depending on a few heroic employees to keep the line stable.
A well-chosen MES layer can help. It connects work orders, machine status, operator actions, quality checkpoints, and traceability into one operating system. For leaders evaluating that stack, Hasit Vibhakar's perspective on manufacturing execution systems outlines how MES can support disciplined execution in a production environment.
The practical lesson is simple. Automation pays back fastest when it removes ambiguity. If work instructions vary by shift, if inspection outcomes are subjective, or if maintenance depends on memory instead of data, the business is already leaking margin and increasing risk.
The future factory in electronics component manufacturing will still need skilled people. It will just use them differently. The best operators will spend less time firefighting and more time tuning processes, solving root causes, and accelerating qualified output.
An Investor's Guide to Scaling and High-Value Exits
Enterprise value in this sector doesn't come from revenue alone. It comes from the quality of revenue. Buyers pay more for businesses that can scale without operational drama, protect customer relationships through disciplined execution, and survive supply disruptions without losing their footing.
The attributes that create transaction value
When strategic buyers and private equity firms evaluate an electronics component manufacturing company, they usually look for a handful of traits that signal durability.
First is process repeatability. Can the company move from prototype to production without founder heroics? Are build instructions, quality controls, and engineering changes disciplined enough that the output remains stable as volume grows?
Second is customer position. A company serving demanding applications with sticky integration points often has more defensibility than one competing purely on commodity price. If the supplier is designed into a critical system, responds quickly, and has earned trust through consistent delivery, the relationship is harder to displace.
Third is supply-chain resilience. A buyer will examine concentration risk, alternate sourcing, inventory logic, and how management handled prior disruptions. This is especially important in a sector where material availability can change quickly and redesigns can trigger downstream consequences.
Fourth is management depth. If every important decision routes through the founder, the acquirer sees fragility. If plant leadership, quality, engineering, sourcing, and finance operate with clear accountability, the acquirer sees a platform.
Buyers don't just acquire the current income stream. They acquire the probability that the income stream survives growth, turnover, and integration.
A useful diligence lens is to ask whether the business behaves like a system or a personality. System businesses command stronger confidence.
What founders should fix before going to market
A founder preparing for a transaction should clean up the business operationally before polishing the presentation. The deck matters less than the underlying evidence.
Start with these questions:
- Are margins understandable? If profitability depends on adjusting entries, founder intervention, or inconsistent overhead logic, buyers will discount the story.
- Is the quality record credible? Not perfect, but credible. Buyers can accept problems they understand and see controlled. They worry about surprises.
- Can the plant absorb growth? Not in theory. In actual staffing, equipment readiness, test capability, and scheduling discipline.
- Are customers diversified by application and dependency? Concentration isn't always fatal, but unmanaged concentration creates negotiating weakness.
- Is working capital disciplined? Inventory, receivables, and purchasing commitments tell buyers whether management runs the business intentionally.
Founders also need to decide what kind of company they're building. A specialist with strong margins and a narrow technical moat can be very attractive to a strategic acquirer. A broader platform with operational infrastructure, add-on acquisition potential, and management depth may appeal more to private equity. Those are different paths, and the preparation should match the likely buyer universe.
The strongest exits happen when operational excellence is already visible in the numbers and the customer base. If a buyer can see controlled processes, qualified leadership, resilient sourcing, and room to expand without major repair work, the conversation changes. The company is no longer just a manufacturer. It becomes an investable operating platform.
Key Takeaways for Manufacturing Leaders
In electronics component manufacturing, value is created long before a sale process begins. It starts with design choices that support manufacturability, production systems that reduce variability, sourcing strategies that survive disruption, and quality systems that open doors to demanding markets.
Leaders should focus on a few fundamentals. Build DFM discipline early. Treat supply chain as a strategic function, not a purchasing department. Invest in quality systems that make traceability and repeatability real. Use automation where it removes bottlenecks and captures process knowledge. Develop management depth so the business can scale without depending on a single operator.
The market opportunity is large, but size alone doesn't create returns. Companies earn premium outcomes when operational rigor translates into predictable performance, resilient customer relationships, and clear buyer confidence.
If you're building, scaling, or evaluating an electronics manufacturing business, Hasit Vibhakar shares a practitioner's perspective shaped by decades of operating experience across advanced manufacturing, aerospace, and industrial companies, including founding, scaling, and exiting businesses in this space.


Leave a Reply