

A familiar manufacturing problem is unfolding in boardrooms right now. The plant is running better than it did a year ago. Scrap is down. Machine uptime is solid. The team has worked hard to remove waste from production. Yet margins still feel tighter than they should, customer complaints about delivery haven't disappeared, and too much management time goes into chasing parts, expediting orders, and explaining surprises.
That gap usually sits inside logistics.
Most manufacturers still talk about logistics as freight, warehousing, and shipment coordination. That framing is too narrow. In practice, logistics decides whether purchased material arrives when production needs it, whether work-in-process flows without friction, whether finished goods reach customers predictably, and whether returned assets become recovered value or dead cost. In aerospace and advanced manufacturing, I've seen strong operators lose advantage not because they built a poor product, but because they treated logistics as a support function instead of a strategic system.
That shift is already visible in the market. The global production logistics market was valued at USD 73.7 billion in 2023 and is projected to reach USD 111 billion by 2032, growing at a 4.5% CAGR according to GM Insights' production logistics market analysis. That matters because production logistics is the machinery behind material movement, storage, sequencing, and coordination inside and around manufacturing operations. Companies don't invest at that scale unless logistics has become central to competitiveness.
For executives, the issue isn't how to shave a few points off freight spend. It's how to build a manufacturing business that converts complexity into enterprise value. The companies that win understand that logistics affects throughput, service levels, working capital, customer retention, and resilience under stress. A weak network acts like turbulence on an aircraft. The engines may be performing perfectly, but the flight path still gets rough, slower, and more expensive.
Table of Contents
- Introduction Beyond the Factory Floor
- The Four Core Flows of Manufacturing Logistics
- Strategic Frameworks for Logistics Excellence
- Evaluating Technology and Automation Investments
- The Often Overlooked Profit Center Reverse Logistics
- Building Resilient Logistics for a Volatile World
- Conclusion Your Roadmap to Implementation
Introduction Beyond the Factory Floor
Manufacturing leaders rarely get rewarded for saying logistics is strategic until something goes wrong. A critical supplier misses a delivery window. Inventory exists on paper but not where production needs it. A finished order leaves the dock on time and still arrives late because the wrong carrier-service mix was chosen. Each issue looks operational. Together, they shape revenue quality.
In advanced manufacturing, logistics behaves like the integration layer in a flight-control system. The engine, fuselage, avionics, and hydraulics can all be individually sound. If the integration is weak, the aircraft won't perform as designed. A factory is no different. Procurement, planning, production, warehousing, customer service, and transportation may each be competent, but poor coordination between them creates instability.
Why the C-suite now owns the question
This is why logistics for manufacturers has moved out of the back office. It now belongs in CEO, COO, and private equity operating reviews because it influences four things executives care about most:
- Throughput protection: Material delays create hidden downtime even when machines are available.
- Margin quality: Expedites, partial shipments, poor packaging choices, and avoidable handling all leak profit.
- Customer confidence: Buyers remember unreliable delivery more vividly than they remember a good factory tour.
- Enterprise resilience: A business with flexible logistics options survives shocks better than one built around a single low-cost path.
Practical rule: If your operations team spends more time expediting than analyzing root causes, logistics is running the business instead of supporting it.
The old assumption was that manufacturing excellence naturally produced supply chain excellence. It doesn't. A clean cell layout and strong process discipline on the floor won't fix a weak inbound network, inconsistent carrier performance, or a returns process that traps cash and talent.
Value creation, not freight minimization
Too many logistics reviews still begin and end with transportation rates. That's a procurement lens. It's useful, but incomplete. The better question is whether your logistics design increases enterprise value. Sometimes the right decision is lower cost. Sometimes it's faster response. Sometimes it's deliberate redundancy because the cheapest route is too fragile.
Executives who scale well understand that logistics isn't about moving boxes. It's about governing flow. Flow of material, information, timing, commitments, and recovery. When flow improves, factories ship more predictably, planners stop firefighting, sales teams make commitments with confidence, and capital turns cleaner.
That's where logistics for manufacturers stops being overhead and starts becoming advantage.
The Four Core Flows of Manufacturing Logistics
Most manufacturers talk about logistics as if it's one pipeline. It isn't. It's four interconnected flows, each with a different mission, failure mode, and management discipline. I think of them as the circulatory system of an industrial business. Blood has to reach the heart, the organs, the limbs, and then return through a different path. Manufacturing material moves the same way.
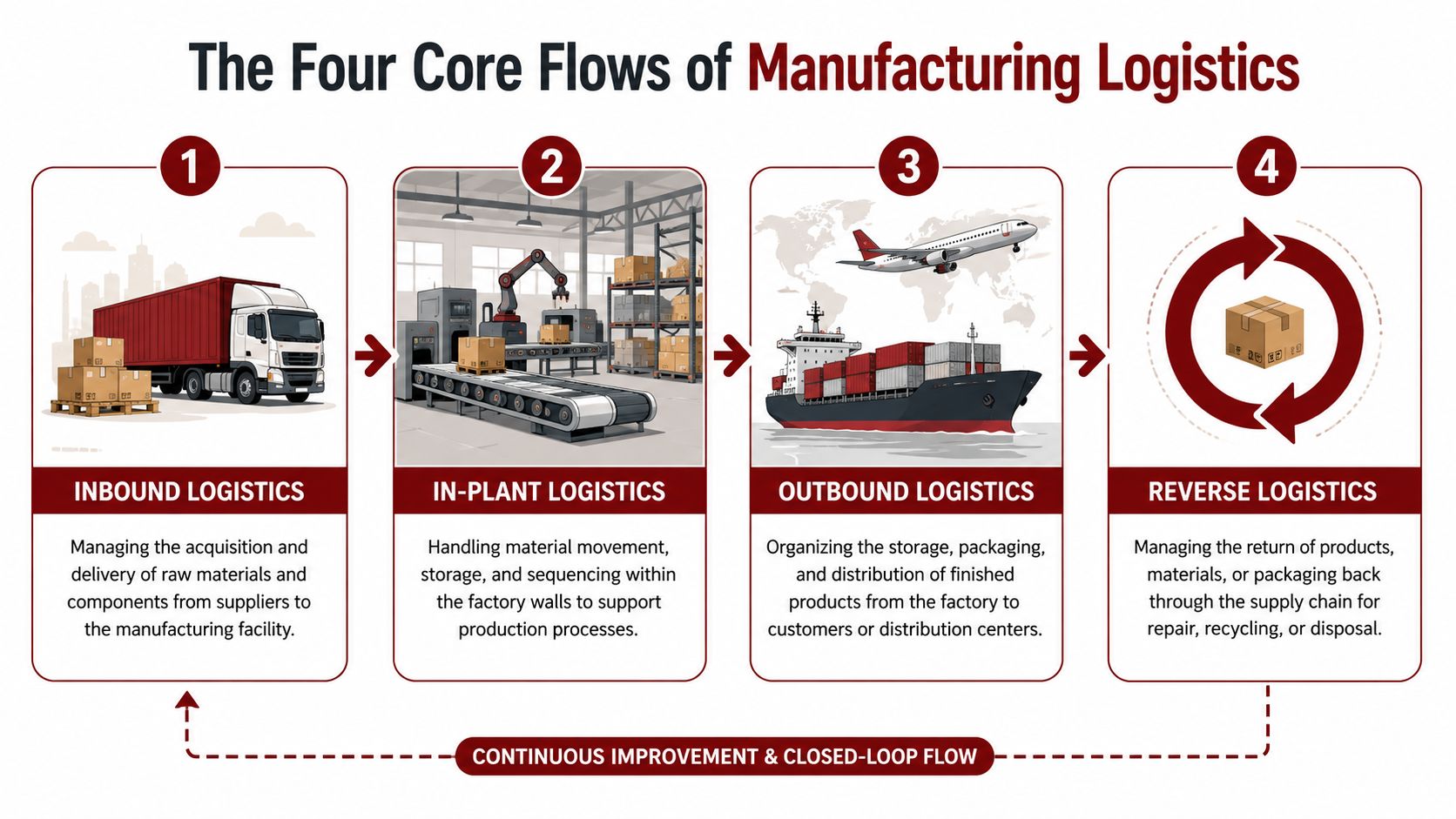
Inbound flow
Inbound logistics covers raw materials, purchased parts, tooling, packaging, and other inputs moving from suppliers to your facility. This flow determines whether production starts on time and whether planners can trust supply promises.
The challenge isn't only supplier performance. It's coordination. Shipment frequency, packaging density, receiving windows, dock capacity, and container utilization all matter. Even something as practical as pallet count inside a container changes cost and scheduling assumptions, which is why a resource like the Quickfit Container Accessories pallet guide can be useful when teams are reworking inbound loading patterns.
Inbound failures tend to show up as shortages, premium freight, receiving congestion, or inflated safety stock.
In-plant flow
This is the least glamorous part of logistics and often the most neglected. In-plant logistics includes material staging, kitting, replenishment, line-side delivery, work-in-process movement, storage discipline, and the handoffs between warehouse and production.
A factory can have excellent machines and still perform poorly if material arrives to the wrong cell, in the wrong sequence, or in the wrong packaging configuration. That's why inventory design and logistics design can't be separated. Decisions around stocking logic, reorder triggers, and presentation at point of use have direct impact on labor efficiency and output. For leaders revisiting these issues, Hasit Vibhakar's work on inventory management optimization is relevant because inventory and flow are two sides of the same operating system.
In-plant logistics is where many manufacturers discover they don't have a production problem. They have a movement problem.
Outbound flow
Outbound logistics starts when finished goods are ready for shipment. It covers packaging, staging, carrier selection, shipment consolidation, documentation, and final delivery to customers or distribution nodes.
This flow defines your service reputation. Customers often judge a manufacturer by two visible moments: product quality at receipt and delivery reliability. A technically strong product delivered unpredictably still creates friction for the buyer. In industries with installation schedules, shutdown windows, or service contracts, outbound inconsistency damages more than the shipment. It damages trust.
Reverse flow
Reverse logistics is the return path. It includes warranty returns, repair loops, reusable packaging, end-of-life recovery, refurbishment, parts harvesting, and responsible disposal.
Many companies still treat this as an exception stream. That's a mistake. Reverse flow needs its own routing rules, inspection logic, decision points, and physical space. If you mix it casually into forward operations, it clogs labor and confuses inventory accuracy.
A quick way to pressure-test your system is to ask whether each flow has clear ownership, visible KPIs, and a defined handoff structure. If the answer is no, the organization isn't managing logistics as a system. It's reacting to symptoms.
Strategic Frameworks for Logistics Excellence
A strong logistics strategy doesn't try to maximize everything at once. It makes explicit trade-offs. In executive reviews, I reduce the discussion to three competing forces: cost, speed, and resilience. Every logistics decision moves at least one of them. Most move all three.
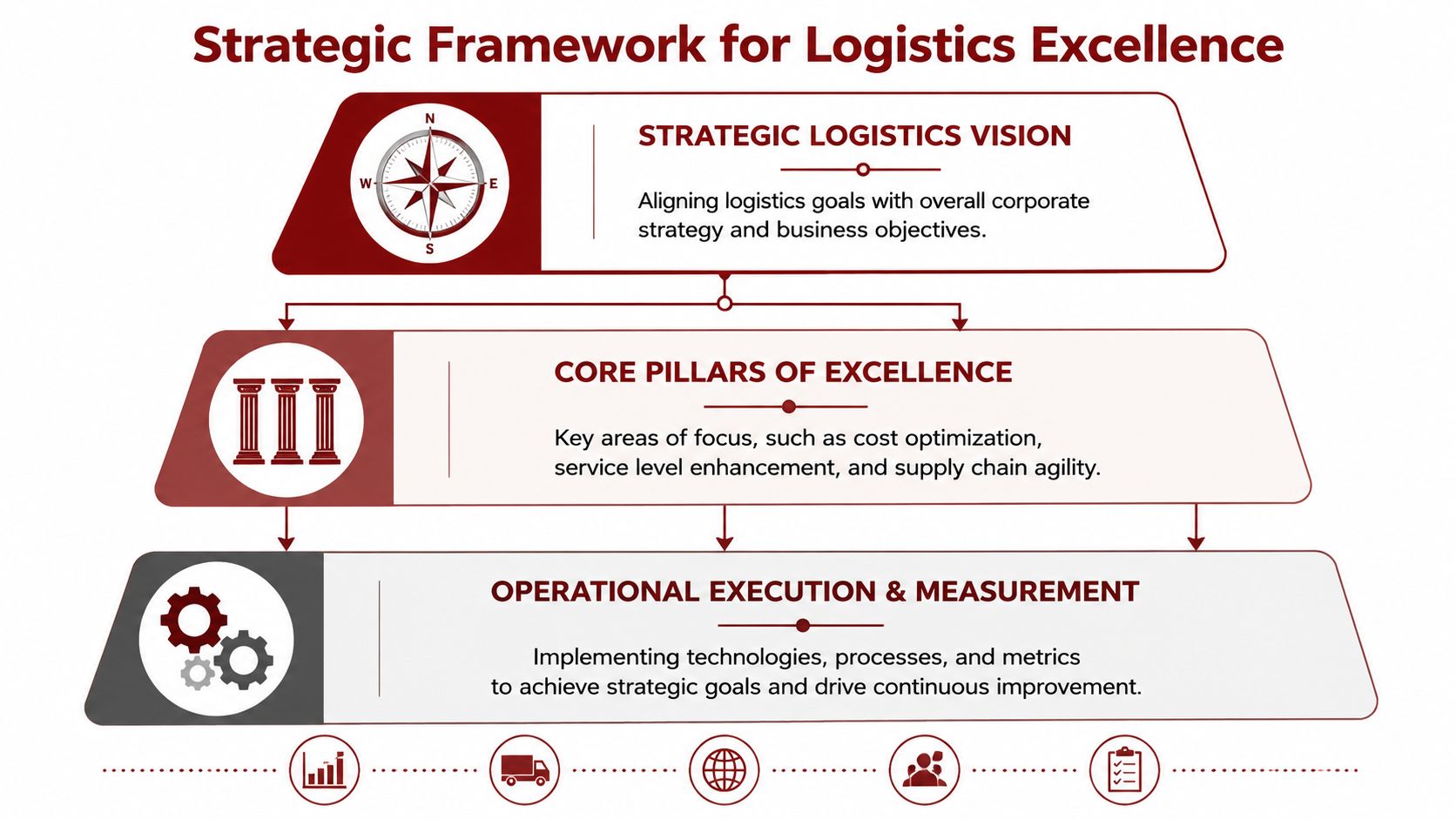
The real executive trade-off
A low-cost operating model will favor shipment consolidation, tighter inventory positions, and narrower carrier or warehouse footprints. A high-service model may choose faster replenishment, more flexible transportation options, and extra buffer at critical nodes. A resilience-led model will accept some duplication to reduce concentration risk.
What doesn't work is pretending those choices are all simultaneously free.
Here's a practical way to frame the decision:
| Strategic posture | What leadership protects | What logistics usually emphasizes |
|---|---|---|
| Cost-led | Margin discipline | Consolidation, standardization, fewer exceptions |
| Speed-led | Response time and customer experience | Shorter cycle times, more responsive transport options |
| Resilience-led | Continuity under disruption | Alternate lanes, backup suppliers, flexible capacity |
The right answer depends on your business model. An aerospace supplier tied to strict program schedules may need predictability more than the lowest landed cost. A commodity manufacturer may rationally prioritize efficiency. Problems start when the business says it wants premium service but funds a bare-minimum network.
Which KPIs actually matter
Many teams monitor logistics activity without measuring logistics performance. They count shipments, trailers, or warehouse touches, but those metrics don't tell an executive whether the network is healthy.
A better starting point comes from Enveyo's supply chain KPI guidance, which identifies overall time from ordered to delivered and average transit time by service type as core metrics. The most useful insight is not just the average. It's the variance. Variability reveals reliability.
If average transit time looks stable but customer complaints rise, the problem may sit in lane inconsistency, carrier degradation, or handoff delays rather than warehouse processing. That distinction matters because each cause requires a different fix.
Consider the executive interpretation:
- Stable average, rising variance: Service is becoming less predictable. Sales and production planning will feel this before finance sees it.
- Long order-to-delivery time, normal transit: Internal handling, release, or staging is likely the bottleneck.
- Fast average on premium modes: You may be masking structural problems with expedites.
The best KPI is the one that tells you where to look next, not the one that looks cleanest in a dashboard.
A simple review rhythm
For logistics for manufacturers, I prefer a review cadence that asks three questions:
- Where are we losing predictability?
- What are we paying to compensate for weak design?
- Which exceptions keep repeating?
That last question is critical. Repeated exceptions are not random. They're usually evidence of an architectural flaw. In aerospace, if the same subsystem keeps failing, you don't keep replacing the part and calling it maintenance. You redesign the interface. Logistics deserves the same discipline.
When leadership teams treat cost, speed, and resilience as a governed portfolio of choices, logistics stops being a monthly fire drill and becomes a managed competitive asset.
Evaluating Technology and Automation Investments
Manufacturers often buy logistics technology the same way they buy capital equipment during a rush. The pain is real, the sales demo looks sharp, and everyone wants relief. Then the implementation stalls because the company digitized confusion instead of fixing the underlying operating model.
Technology helps. It does not rescue weak data, poor process ownership, or undefined decision rights.
Start with the bottleneck, not the software demo
A warehouse management system can improve control. A transportation management system can improve routing, tendering, and carrier discipline. Optimization tools can help redesign networks or evaluate trade-offs. But each of those systems only creates value when the business knows what problem it is solving.
I've seen three common mistakes:
- Buying a WMS to solve layout problems: If slotting, replenishment logic, and material presentation are broken, software won't create flow by itself.
- Buying a TMS without carrier governance: Better tendering tools don't help much if no one owns mode rules, service segmentation, or exception management.
- Buying AI before data is trustworthy: Prediction on top of noisy master data usually produces cleaner-looking confusion.
The data requirement is more demanding than many teams expect. River Logic notes that an optimization model needs, at minimum, time periods, locations, routes, transport mode types and costs, product descriptions, source inventory volumes, and sink demand volumes, as outlined in its piece on data requirements for advanced logistics modeling. This is the critical test. If your organization can't assemble those inputs with confidence, it isn't ready for advanced optimization. It may still be ready for workflow automation or better system integration, but not high-confidence modeling.
What good technology decisions look like
The strongest investments usually follow this sequence:
Define the operational failure clearly
Late inbound parts, poor dock scheduling, weak lane visibility, inaccurate warehouse location data, or inconsistent returns triage.Clarify the economic consequence
Not with invented ROI math. With plain-language business impact such as line interruptions, premium freight, customer penalties, or trapped labor.Check data readiness
Can the team trust locations, product masters, carrier-service definitions, order statuses, and inventory balances?Decide whether process or platform comes first
Sometimes the answer is workflow redesign, not software replacement.Assign a business owner
IT can implement systems. Operations must own outcomes.
If a vendor conversation stays on features longer than it stays on operating constraints, you're probably buying too early.
There's a broader lesson here from adjacent AI work as well. Teams exploring digital agents often discover that the core challenge isn't the interface. It's the structure of the decision logic and data underneath. That's why a technical explainer like Zinc's overview of an AI shopping agent is useful as a parallel example. The intelligence only works when inputs, workflows, and exception rules are well defined.
Manufacturers should also think about system boundaries. A WMS shouldn't be expected to solve production execution problems that belong in MES. For teams evaluating that handoff, Hasit Vibhakar's perspective on manufacturing execution systems MES is a helpful complement because warehouse flow and shop-floor execution need clean system separation and clear integration.
The companies that get technology right are disciplined. They don't ask, “What's the most advanced platform available?” They ask, “Which bottleneck, if removed, changes throughput, service, or resilience in a meaningful way?”
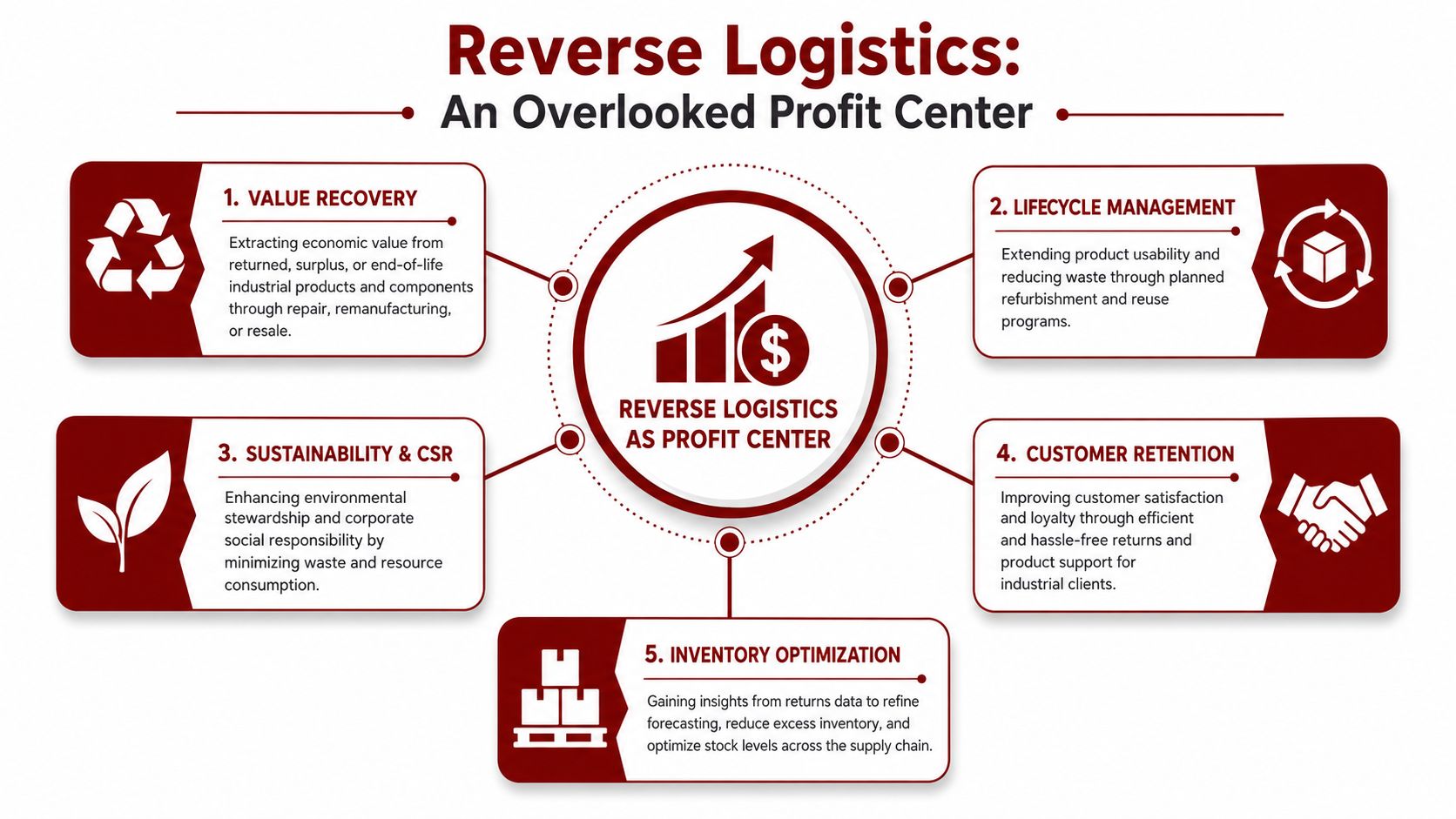
The Often Overlooked Profit Center Reverse Logistics
Most manufacturers still manage reverse logistics like an afterthought. Returned material comes back, someone inspects it, accounting writes off part of it, and operations tries to avoid touching it twice. That approach leaves money on the table.
Industrial reverse logistics deserves to be managed as a value-recovery system. The economics are different from consumer returns, but the principle is the same. A returned item isn't just a problem to process. It is an asset waiting for a disposition decision.
Why industrial returns deserve their own network
The missed opportunity is usually structural. Manufacturers lump warranty returns, repairable assemblies, excess service parts, reusable packaging, and end-of-life material into one operational bucket called “returns.” Those streams don't behave the same way and shouldn't flow through the same process.
NRF notes in its discussion of reverse logistics and the circular economy that returned or recovered items can be resold, refurbished, recycled, donated, or responsibly disposed of. Each path requires a different workflow. That's the key point. Value recovery depends on sorting logic, inspection quality, routing discipline, and speed of disposition.
For industrial manufacturers, the reverse network often needs to answer questions like these:
- Can this unit be repaired and returned to service?
- Should the item be refurbished for secondary sale or internal reuse?
- Does it contain harvestable parts worth reclaiming?
- Is material recovery more valuable than storage and handling?
A generic returns dock won't answer those questions well.
How value actually gets recovered
The best reverse logistics operations treat disposition as a strategic decision, not a clerical one.
Some value comes from refurbishment, especially when the product has a long service life and replacement lead times are painful. Some comes from parts harvesting, where subcomponents retain utility even if the full assembly doesn't. Some comes from recycling and responsible disposal, which may support both margin protection and sustainability claims when managed credibly.
Here's a simple industrial disposition lens:
| Return type | Typical objective | Management priority |
|---|---|---|
| Warranty return | Fast technical evaluation | Root cause and customer recovery |
| Repairable assembly | Restore usable value | Turnaround discipline |
| End-of-life equipment | Recover material and parts | Economic triage |
| Reusable packaging | Reduce replacement and waste | Asset tracking and return loops |
Reverse logistics becomes profitable when speed of decision improves. Delay is often the biggest destroyer of recoverable value.
There's also a brand dimension. Industrial customers care about how you support products after shipment. If your returns and repair network is slow, opaque, or inconsistent, customers don't see that as a back-office issue. They see it as a reliability issue.
For executives looking at logistics for manufacturers through a value-creation lens, reverse logistics is one of the cleanest hidden levers available. It can recover material, preserve labor value, support aftermarket revenue, and strengthen customer confidence. That's a lot of upside for a function many companies still bury inside operations admin.
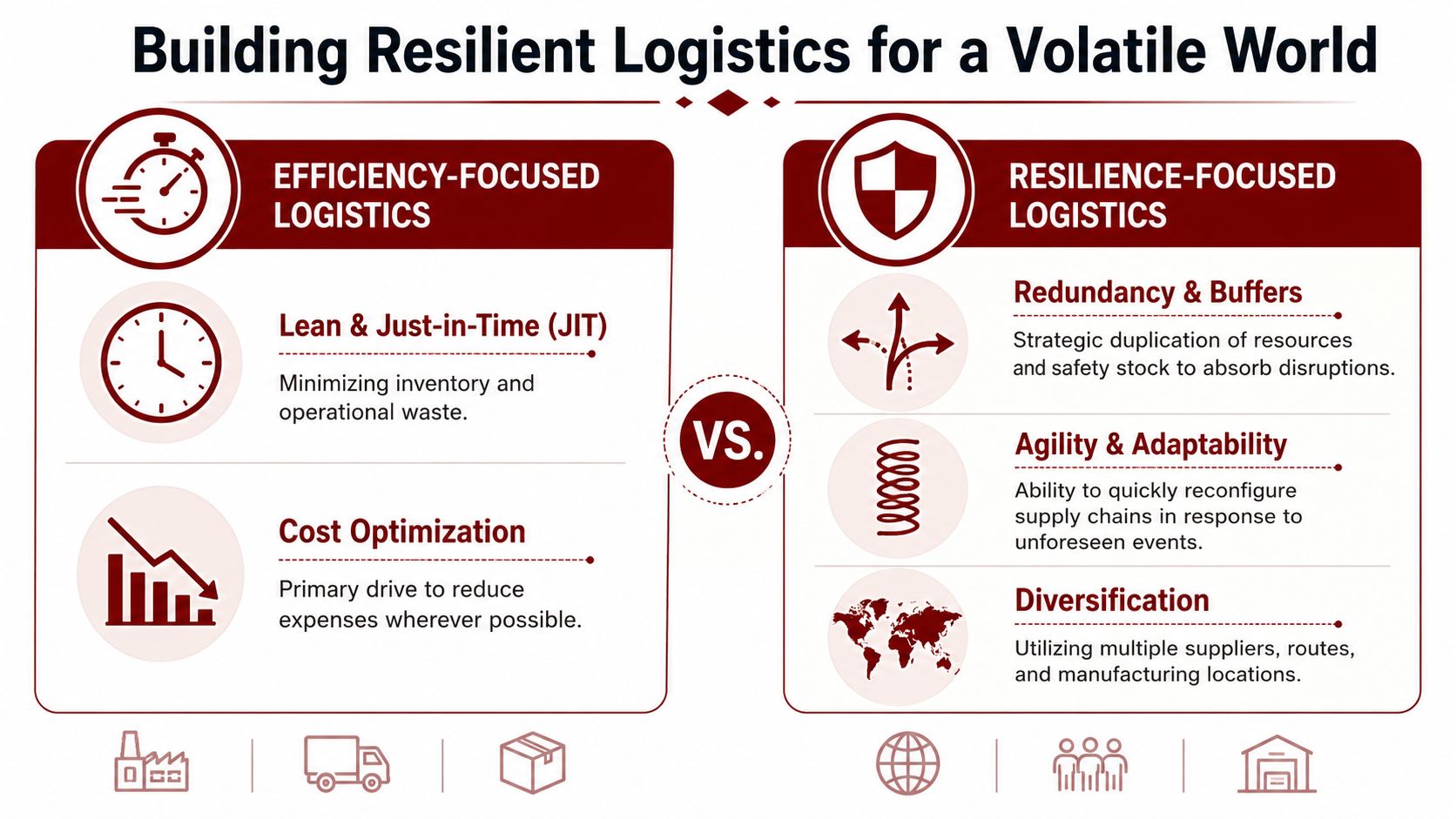
Building Resilient Logistics for a Volatile World
Lean networks look elegant in stable conditions. Then a border issue, labor disruption, weather event, capacity shock, or supplier interruption hits, and the whole design starts behaving like a race car on an icy runway. Efficient, but unforgiving.
That is why resilience is no longer a side conversation. It is a design requirement.
Why lean networks break first
A useful regional signal comes from Maine. In a 2022 analysis of the state's transportation, warehousing, and logistics sector, total demand was USD 4.6 billion, and 58% of that demand was met from out of state, according to the Maine transportation, warehousing, and logistics industry profile. I don't use that as a universal benchmark. I use it as a practical illustration of how dependent modern industry has become on external networks.
That dependence changes the leadership question. Your factory may be local. Your logistics reality is not.
Ryder's recent guidance argues that manufacturers need diversified strategies, strategic partnerships, automation, and predictive tools to build resilience under tighter margins and volatility. The better executive takeaway isn't abstract risk awareness. It's the need to decide where the business should deliberately carry redundancy. Hasit Vibhakar addresses that broader operating challenge in his article on supply chain resilience strategies, especially for companies balancing continuity against cost pressure.
What resilience looks like in practice
Resilience is not the opposite of efficiency. It's controlled optionality.
That usually shows up in choices such as:
- Dual-path sourcing: Not for every part. For the items that can stop a line or trap customer commitments.
- Mode flexibility: The ability to shift between transport options when one lane becomes unreliable.
- Inventory placement: Holding stock where it protects service, not where accounting convenience suggests.
- Partnership design: Working with 3PL and 4PL partners that bring capacity options, compliance support, and network reach.
This section is also where reverse logistics reconnects with resilience. A company that can recover, refurbish, or redeploy assets has more options under supply stress. For operators reviewing process design on that side, Peak Transport's overview of managing reverse logistics offers a practical outside perspective on how return flows affect broader network performance.
A short visual explanation can help frame the shift:
A resilient network isn't the one with the most inventory. It's the one that can reconfigure fastest when assumptions break.
The biggest mistake I see is false precision. Teams optimize for a fragile forecast and call it strategy. In aerospace, we never assume the flight conditions will remain exactly as planned. We build for adjustment. Logistics for manufacturers should be treated the same way. The network must absorb variability, not merely hope it won't happen.
Conclusion Your Roadmap to Implementation
Most manufacturers don't need another abstract logistics initiative. They need a practical sequence. The right roadmap usually has three stages, and the order matters.
Phase one audit and baseline
Start by mapping the four flows. Inbound, in-plant, outbound, and reverse. Identify who owns each one, where the major handoffs occur, and where the organization repeatedly expends management energy.
Then establish a short KPI baseline. Focus on a few measures that expose predictability and friction. Don't build a giant dashboard first. Build visibility into the delays, exceptions, and decisions that keep recurring.
Phase two process and technology
Once the current-state map is clear, attack the repeatable sources of waste. Simplify handoffs. Tighten receiving and staging discipline. Clarify carrier rules. Separate reverse workflows from forward ones where needed.
Only then should you evaluate technology. Match WMS, TMS, modeling tools, automation, or system integration to the bottlenecks that matter. If the process is unclear and the data is weak, software will only make the confusion faster.
Phase three network and strategy
The final phase is strategic redesign. In this phase, executives decide what the network must optimize for. Lowest cost, fastest response, highest resilience, or a deliberate mix. That decision shapes sourcing design, inventory placement, warehousing structure, transportation flexibility, and partner strategy.
For logistics for manufacturers, this is the point where value creation becomes visible. Better flow supports throughput. Better predictability supports commercial trust. Better reverse logistics recovers value. Better resilience protects the business when volatility shows up.
No CEO needs a perfect logistics system on day one. What you need is a governed one. One that makes trade-offs consciously, measures the right signals, and treats logistics as part of the enterprise model rather than a downstream service function.
Hasit Vibhakar works with business owners, manufacturing executives, and investors who want to build stronger industrial companies through better operating systems, smarter supply chain design, and disciplined value creation. If you're reassessing logistics as part of growth, margin improvement, or resilience planning, visit Hasit Vibhakar to learn more.

Leave a Reply