
Injection mold costs typically range from $3,000 for simple, low-volume tools to over $100,000 for complex, high-volume production molds. If you're staring at your first quote and wondering whether someone misplaced a decimal point, the answer is usually no.
Most founders hit this moment at the same point. The product looks close. Customers are interested. The prototype works. Then the tooling quote lands, and suddenly a part that seemed straightforward turns into a capital decision that can shape margins, launch timing, quality, and working capital for years.
That's the right way to think about injection molds cost. Not as a purchasing annoyance. As an asset decision. A mold can lower your unit economics, stabilize your supply chain, and support scale. It can also trap you in bad geometry, weak throughput, and expensive revisions if you buy the wrong tool for the wrong production plan.
Executives who treat tooling as a strategic investment usually make better decisions than teams that push it down to a quote-comparison exercise. The first group asks how the mold affects EBITDA, cash conversion, and pricing power. The second group asks who came in cheapest. Only one of those approaches creates enterprise value.
Table of Contents
- Your First Six-Figure Quote and Why It Matters
- The Spectrum of Injection Mold Pricing
- Deconstructing the Bill Major Cost Drivers Explained
- A Practical Methodology for Estimating Tooling Costs
- Calculating Tooling ROI and Amortization
- Strategic Cost Reduction Versus Short-Sighted Savings
- The Executive Playbook for Mold Procurement
Your First Six-Figure Quote and Why It Matters
A founder approves industrial design, gets a polished prototype in hand, and sends the files out for tooling. The quote comes back far higher than expected. The reaction is almost always the same. “How can the mold cost this much for one part?”
That reaction is understandable, but it misses the point. You're not buying a chunk of machined metal. You're buying repeatability, throughput, dimensional consistency, and a production system that has to keep working long after the first shipment.

I've seen leadership teams waste months trying to shave the initial quote while ignoring the larger question. Does this tool support the business you're building? If your plan is a pilot run, your answer should differ from a team expecting a meaningful production ramp. If your margin model is already thin, a poor tooling choice won't stay a tooling problem. It will become a gross margin problem.
Practical rule: Your first mold quote is not a verdict. It's the first signal about how your design, volume assumptions, and commercial model fit together.
Treat the quote like a board-level document. Review it against volume assumptions, revision risk, and customer timing. Ask what design features are inflating complexity. Ask whether you're specifying production-grade tooling for a market test. Ask whether the cheap option creates a second capital event six months later.
The executives who get this right don't obsess over getting the lowest quote. They focus on buying the right capability at the right stage. That's how you de-risk a tooling investment before it starts draining cash.
The Spectrum of Injection Mold Pricing
There's no single answer to what injection molds cost because the category spans everything from a basic tool to a highly engineered production asset. Industry guidance commonly places the range between $3,000 and $100,000+, with simple molds often around $3,000 to $6,000 and larger, more complex, multi-cavity tools reaching $25,000 to $50,000+ or higher, while Xometry similarly notes tooling can be $10,000 or less for smaller orders and rise to $100,000 for more complex geometries and large orders, according to iCOMold's overview of injection molding cost.
Think of it like buying vehicles
A simple single-purpose sedan and a heavy commercial truck both count as vehicles. That doesn't make them comparable purchases.
The same logic applies here. One mold may only need to support limited output and basic geometry. Another has to run hard, hold tighter consistency, support multiple cavities, and survive a demanding production schedule. Calling both “a mold” hides the economic reality.
Here's the practical way to look at the spectrum:
| Tooling situation | What it usually means |
|---|---|
| Lower-end tooling | Simpler geometry, fewer features, lower expected output, and less demanding production conditions |
| Mid-range tooling | More refined design, more complex machining, and stronger expectations on repeatability |
| High-end production tooling | Multi-cavity or high-complexity programs where throughput, durability, and consistency matter from day one |
That spread matters for budgeting, but it matters even more for governance. If your sourcing team compares quotes without aligning on intended production volume, they'll compare the wrong things. One supplier may be pricing a bridge tool. Another may be pricing a production asset.
What executives should do with this range
Don't ask suppliers for “your best mold price.” Ask them to quote against a clearly stated commercial scenario.
Use this short screen before you request quotes:
- State expected volume clearly: A mold built for modest output is not the same purchase as one intended for sustained production.
- Define the part's real complexity: Undercuts, finish expectations, and cavity strategy change the tool path quickly.
- Separate pilot needs from scale needs: A launch tool and a mature production tool can be different investments.
- Compare on total economics: Pricing discipline matters on both sides of the table. This UK guide to competitive pricing for suppliers is useful because it shows how commercial strategy shapes quotes long before negotiation starts.
If you anchor your budget to a random internet average, you'll either underfund the project or overbuy the tool. Neither is smart.
Deconstructing the Bill Major Cost Drivers Explained
A founder gets a tooling quote for $85,000 and fixates on the steel block. That is the wrong place to focus. You are not buying raw metal. You are buying precision engineering time, machining capacity, process discipline, and a production asset that will either protect margin or destroy it.
Why mold quotes rise long before material costs do
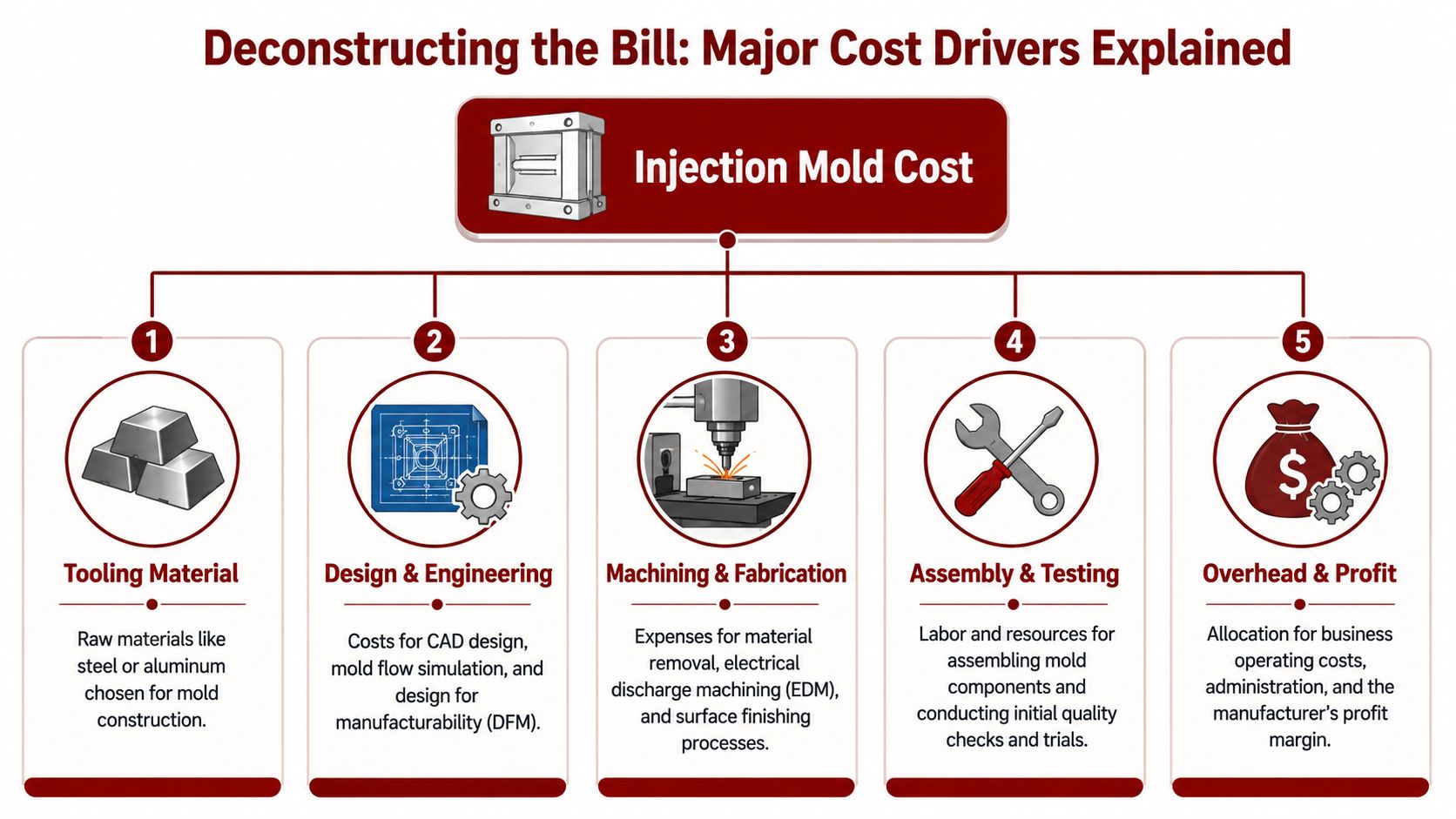
A mold quote is built from several layers of work. Material and standard components matter, but they are only one line item. FirstMold's breakdown shows the larger economic picture. Raw material is one share of the bill, while machining, assembly, mold design, testing, overhead, tax, and supplier margin often make up a much larger share of the total, according to FirstMold's injection mold cost composition guide.
That has a direct implication for buyers. A cheaper steel line does not mean a cheaper mold program. If the part requires more EDM work, tighter tolerances, side actions, hand polishing, extra fitting, or multiple rounds of correction after T1 sampling, the quote goes up because labor hours go up.
Executives should read a mold quote the same way they read a capex request. Ask what portion of the spend buys durability, what portion buys complexity, and what portion is correcting a part design that should have been simplified earlier.
Geometry is where budgets get hurt
Part size misleads first-time buyers. Small parts can produce expensive tooling. Large parts can be fairly straightforward. Geometry decides which one you have.
Undercuts, deep ribs, shutoffs, cosmetic surfaces, difficult ejection, and aggressive tolerances add cost fast because they force more tool features and more skilled labor. A part that looks clean on a rendering can still be expensive to mold if the geometry creates friction at release, visible witness lines, or unstable filling behavior.
Draft is a good example. Teams treat it like a design cleanup item. It is a tooling cost driver. Inadequate draft increases the odds of drag marks, ejection trouble, polishing work, and redesign after DFM review.
Bad geometry does not stay in engineering. It shows up as a larger quote, a slower launch, and a weaker margin profile.
This is why experienced buyers push DFM discipline before they push price. Cutting complexity at the part level is the only cheap cost reduction available in tooling.
A short video can help teams visualize how these tooling decisions show up on the shop floor.
Tool material should match the business case
Tool material is a capital allocation decision. If you are validating demand, an aluminum tool may be the rational choice. If you are supporting a real production ramp, a hardened steel tool is usually the right answer because uptime, repeatability, maintenance life, and scrap control matter more than saving money on the initial PO.
The mistake is buying a short-life tool for a product you expect to scale. That usually creates a second tooling event, more validation work, production disruption, and a distorted piece cost curve. The initial savings disappear.
Use this frame:
| Decision area | Lower upfront path | Higher durability path |
|---|---|---|
| Tool material | Aluminum for limited-volume or pilot programs | Steel or hardened stainless for sustained production |
| Resin choice | Standard resins place less stress on tooling | Abrasive or high-performance resins demand tougher tool construction |
| Commercial intent | Market testing, bridge production, early revisions likely | Stable demand, repeat orders, and longer asset life required |
Good buyers match tool life to forecast confidence. They do not overbuy for a concept test, and they do not underbuy for a product that needs to carry gross margin for years.
What to challenge in every quote
Do not ask only, “Why is this mold so expensive?” Ask what is making it expensive.
Push suppliers to identify cost drivers:
- Complexity drivers: side actions, lifters, collapsible cores, deep features, texture, polishing, and tolerance stack-up
- Work content: CNC time, EDM time, benching, fitting, assembly, and sampling effort
- Durability choices: steel grade, hardness, wear surfaces, cooling layout, and expected maintenance interval
- Commercial add-ons: freight, tax, packaging, spare components, and trial assumptions
That conversation changes procurement behavior. You stop negotiating blind and start deciding where cost belongs. Some cost is buying insurance against downtime and scrap. Some cost is paying for a part design that was never optimized for manufacturing. Those are not the same thing, and they should not be treated the same way.
A mold is a production asset on your balance sheet in everything but accounting treatment. Buy it with the same discipline you would use for any other asset expected to generate margin over time.
A Practical Methodology for Estimating Tooling Costs
Executives don't need a perfect quote on day one. They need a disciplined way to avoid bad assumptions before the RFQ process starts.
Start with the business case, not the CAD file
A common mistake is asking engineering for a tooling estimate before leadership has decided what the program is trying to achieve. Is this a pilot launch? A bridge to customer validation? A production commitment tied to forecasted demand? The answer changes what “reasonable” looks like.
I use a simple operating principle. Budget the mold against the commercial stage, then test whether the design and material choices support that decision. If they don't, redesign before you quote aggressively.
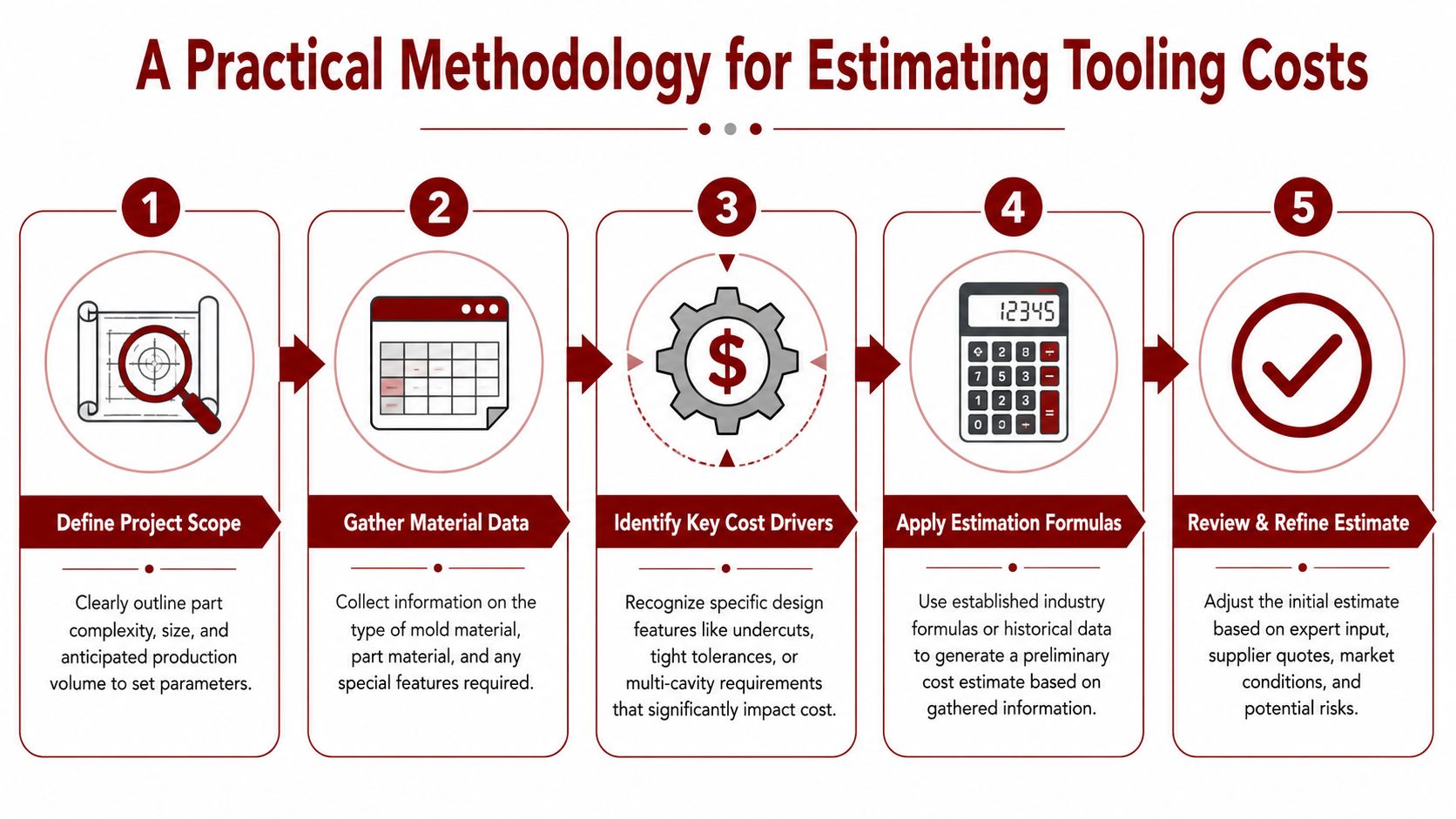
Use a five-step executive screen
Here's a whiteboard method that works well in early planning.
Define the production intention
Decide whether you're buying a validation tool or a production asset. If the business case is still unproven, avoid pretending you need full-scale tooling unless customer commitments justify it.Classify the geometry realistically
Review the part for undercuts, cosmetic demands, draft sensitivity, deep ribs, and difficult ejection. Teams often describe parts as simple because the part looks clean in CAD. Toolmakers price what the mold has to do, not how elegant the rendering looks.Pair part material with tool strategy
If the application needs a demanding resin, expect the tool path to harden accordingly. If the application can tolerate a more forgiving material, you may preserve both tooling flexibility and cash.Choose cavity strategy based on demand confidence
More cavities can support scale, but they also increase the capital decision. Don't build throughput you haven't earned unless the customer base is already visible.Pressure-test revision risk
Ask one blunt question. If we discover a design flaw after tool release, how painful will the correction be? High revision risk should push you toward more validation before steel is cut.
Boardroom test: If your team can't explain the mold choice in terms of launch risk, gross margin, and capacity, they're still talking like engineers instead of operators.
You can summarize the process this way:
| Step | Executive question |
|---|---|
| Scope | What business stage is this tool serving? |
| Complexity | What features are likely to inflate machining and revision risk? |
| Material | Does the resin requirement force a more expensive tooling path? |
| Throughput | Are we buying capacity for real demand or for hope? |
| Risk | How costly will design changes be after tool release? |
This methodology won't replace a supplier quote. It will stop you from going into the quoting process blind, which is where most bad tooling decisions begin.
Calculating Tooling ROI and Amortization
You approve a $60,000 tool, then the team treats that full amount like it belongs in the first production run. That is how good programs get rejected and bad ones get approved. A mold is a production asset. Judge it the same way you would judge a machine on the plant floor: by the cash it returns over time, the margin it protects, and the capacity it gives you.
Focus on amortization, not just the initial quote.
A mold only looks expensive when leadership refuses to spread it across the units it is meant to produce. The basic math is simple:
Tooling cost per part = mold cost ÷ expected lifetime production volume
That number belongs in every margin model, every customer quote, and every board discussion tied to the product line. If your team cannot show tooling cost per part at conservative, base-case, and upside volume, they are asking you to approve capital without an operating plan.
Here is the mistake I see all the time. Management uses an optimistic sales forecast to justify hardened steel, multi-cavity tooling, and aggressive cycle-time assumptions. Then actual demand comes in lower, the amortization period stretches, and the mold burdens gross margin for far longer than expected. The opposite mistake is just as expensive. A team buys a cheaper bridge tool, wins demand faster than planned, and then pays again for replacement tooling, transfer delays, and interrupted supply.
Both decisions hit the P&L. One through underused capital. The other through avoidable reinvestment.
A better approval standard is straightforward. Before you issue the PO, require written answers to five questions:
- What volume are we amortizing against? Use credible volume tied to pipeline, contracts, or historical sell-through. Hope is not a forecast.
- What is the payback period? State how long it takes gross profit from the program to cover the tooling investment.
- What happens in the downside case? If demand is soft, determine whether unit economics still work without distorting EBITDA.
- What happens in the upside case? Confirm whether the tool can support growth or whether a second tool, added cavitation, or parallel production will be required.
- How does this fit the production system? Tool ROI depends on actual throughput, scheduling, and bottlenecks, which is why it should sit alongside your broader manufacturing capacity planning process.
Do not stop at cost per part. Calculate return on tooling with a finance lens:
Tooling ROI = cumulative gross profit attributable to the program ÷ tooling investment
That forces the right discussion. If a higher-grade tool reduces scrap, stabilizes cycle time, lowers maintenance interruptions, or supports more saleable output, the better tool can produce a stronger return even with a larger upfront check. If a cheaper tool only wins on PO price, it is not cheaper. It is a deferred operating problem.
The mold becomes expensive when the forecast is weak, the capacity assumption is wrong, or the tool cannot support the commercial plan.
Treat tooling approval as a capital allocation decision, not a purchasing exercise. That is how you defend the spend to investors, protect margin, and avoid buying steel that hurts enterprise value instead of building it.
Strategic Cost Reduction Versus Short-Sighted Savings
A founder approves a lower tooling quote, feels good for a week, then spends the next 18 months paying for scrap, delays, rework, and customer frustration. That is how cheap molds get expensive.
The key decision is not how to cut the purchase order. It is how to reduce total program cost without weakening the asset you are buying. A mold is a capital investment tied directly to margin, output, and service levels. Treat it that way.
Cost comes out of design decisions first
The biggest savings happen before steel is cut. Formlabs notes that injection mold pricing can range from about $100 to $100,000+, but geometry and manufacturability are what drive the quote because they determine how difficult the mold is to build and run. The same review highlights familiar cost inflators such as undercuts, unnecessary features, and cosmetic requirements that add complexity without improving commercial performance, as explained in Formlabs' review of injection molding cost drivers.
Executives should care because design choices become capital costs, operating costs, or both.
A feature that requires side actions but adds no customer value is not a design flourish. It is a decision to spend more upfront and accept more production risk later. The same goes for cosmetic standards that exceed what the market will pay for. If the customer will not reward it, remove it.
Draft, ejection, and feature simplicity matter for the same reason. As noted earlier, poor draft can drive rejection, tool wear, and engineering changes. Those losses rarely appear in the lowest initial quote, but they hit the P&L fast once production starts.
What smart savings look like
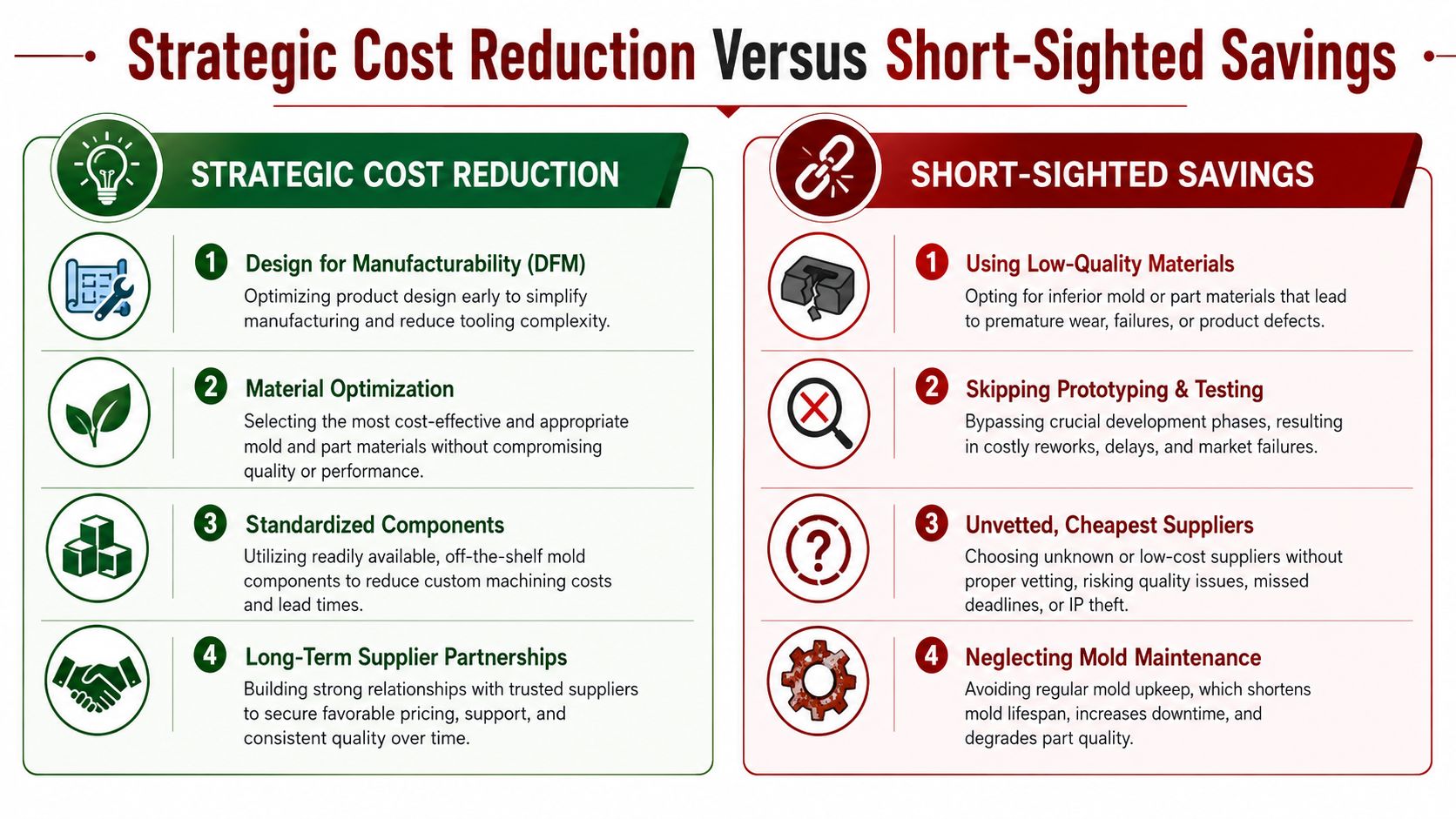
Smart savings protect the economics of the program.
- Simplify part geometry before tool release: Remove undercuts, split lines, or nonfunctional features that force expensive tooling actions.
- Set finish standards with commercial discipline: Pay for visible quality that supports price realization. Cut cosmetic requirements that do not affect buying decisions.
- Use standard mold components where possible: Standardization usually lowers build cost, shortens lead time, and makes future maintenance easier.
- Tighten only the dimensions that matter: Broad, unnecessary tolerances raise tool complexity and inspection burden without improving product performance.
- Build a repeatable cost-down system: Teams that invest in manufacturing process improvement discipline keep finding savings after launch instead of negotiating one-time concessions.
What short-sighted savings look like
Bad savings shift cost out of the quote and into operations.
| Smart move | Short-sighted move |
|---|---|
| Fund DFM work before freezing the tool | Rush to tool release to save a few weeks |
| Choose tool steel and construction for actual volume and resin | Buy the cheapest build and hope it survives ramp |
| Define critical dimensions and quality standards clearly | Over-specify everything and invite hidden cost |
| Compare suppliers on matching assumptions | Award to the lowest number without scope parity |
Procurement discipline matters here. If three molders are quoting different assumptions on material, cavitation, validation, steel, and maintenance scope, you do not have price competition. You have three different investment cases.
Force the RFQ process to expose the tradeoffs:
Issue one commercial brief
Give every supplier the same files, annual volume assumptions, resin, finish level, validation requirements, and ownership terms.Make scope visible
Ask each supplier to separate mold design, tool build, sampling, revisions, spare parts, and post-launch support.Ask what drives the quote up
Good suppliers will point to specific geometry, tolerance, or finish choices that are inflating capital cost.Review lifecycle risk, not just entry price
A slightly higher quote can be the cheaper decision if it reduces downtime, maintenance events, scrap, and missed shipments.
That last point gets ignored too often. A mold that runs predictably protects revenue. A mold that needs constant attention consumes engineering time, operator time, and management attention. For teams preparing for scale, predictive maintenance for molding machines is worth reviewing because machine reliability and tool performance are linked in day-to-day output.
The rule is simple. Cut cost where the customer will not pay for complexity. Spend where reliability, throughput, and quality protect margin. That is strategic cost reduction. Everything else is borrowing trouble.
The Executive Playbook for Mold Procurement
Tooling decisions reward discipline. They punish wishful thinking.
Here's the playbook I'd hand any founder or PE operating partner making a first serious tooling commitment:
Treat the mold as a capital asset
A mold affects margin, throughput, quality, and customer service. Buy it with the same seriousness you'd bring to a machine purchase.
Align the tool to the business stage
Don't fund long-term production capability for a product that hasn't earned it. Don't underbuy when meaningful demand is already visible.
Force quote parity
If suppliers are quoting different assumptions, you are not comparing prices. You are comparing different business cases.
Challenge design vanity
Undercuts, finishes, and tight visual expectations need commercial justification. If they don't improve customer value, remove them.
Plan for production reality
Once the mold is in service, uptime and process stability matter. If your team wants a useful operational reference, this guide to predictive maintenance for molding machines is worth reviewing because it connects equipment reliability to output consistency.
Build around long-term manufacturing capability
Procurement shouldn't live in isolation from the rest of your manufacturing strategy. Tooling, process discipline, and downstream operations need to fit together, especially if your product roadmap also touches areas like CNC machining strategy.
If you remember one thing, remember this. Injection molds cost what your business model requires them to cost. Strong operators shape that number early through design discipline, volume realism, and procurement rigor. Weak operators discover the true cost after the steel is cut.
If you're evaluating a tooling investment, operational scale-up, or broader manufacturing strategy, Hasit Vibhakar offers the kind of executive perspective that helps founders and investors avoid expensive mistakes before they hit the P&L.


Leave a Reply