

The first time you replace aluminum thinking you've found a lighter drop-in alternative, carbon fiber teaches you humility fast. The geometry may look familiar, but the design logic, inspection methods, and business model all change.
Table of Contents
- The Composite Revolution in Aerospace
- Core Concepts of Carbon Fiber Materials and Properties
- Key Manufacturing Methods A Strategic Overview
- The Business Case: Performance and Economic Benefits
- Certification and Quality Assurance for Composites
- Managing Risk Galvanic Corrosion Supply Chain and Sustainability
- The Executive Outlook by Hasit Vibhakar
The Composite Revolution in Aerospace
The first composite decisions in aerospace rarely happen in a boardroom presentation. They happen after a costly lesson on fuel burn, corrosion, maintenance hours, or assembly complexity. Teams start asking a practical question: where will a higher-material-cost part create enough value across the program to justify a different production discipline?
Carbon fiber entered commercial aircraft that way. It moved into service step by step, usually in secondary structures first, where manufacturers could build confidence in process control, inspection, and field performance before assigning the material to more critical load paths.

From cautious use to program-level commitment
That gradual adoption pattern matters because it explains the true threshold in composite strategy. The shift is not solely from metal to carbon fiber. The shift is from familiar fabrication and assembly methods to a manufacturing system that depends on tighter environmental control, different tooling logic, more process validation, and stronger traceability.
Once an OEM commits to composites at the airframe level, the economics change across the value chain. Tier suppliers need new equipment and new operator training. Quality teams need inspection methods suited to laminate defects rather than only dimensional variation. MRO organizations need repair capabilities that match the structure they will support for decades. Finance leaders also face a harder question: whether the upfront capital and learning-curve losses will produce enough program value through lower weight, fewer parts, lower corrosion exposure, and better operating economics.
I have seen companies underestimate that transition. They approve the material change and underfund the operating model change.
Why executives should treat composites as a business model decision
Carbon fiber is not just a materials choice. It is a choice about how the company will design, build, certify, and support the aircraft.
A few implications stand out:
- Program strategy: Composites can reduce structural weight and consolidate assemblies, but they also increase dependence on disciplined process control and qualified suppliers.
- Capital planning: Savings in fuel burn or maintenance do not appear automatically. They must offset higher material costs, specialized tooling, scrap risk, and a longer qualification path.
- Industrial capability: A company that builds metal parts well does not automatically build composite parts well. Success depends on workforce training, production repeatability, and inspection maturity.
- Supply chain positioning: Carbon fiber programs can strengthen competitive position, but they also concentrate exposure in a narrower set of material and process providers.
A useful benchmark for leaders is this: if the internal discussion treats composites as a lighter substitute for aluminum, the program is already off track. Composite aircraft require a different industrial system, not just a different raw material.
That broader operating view is consistent with the aerospace production realities discussed in this aerospace manufacturing perspective by Hasit Vibhakar. It also helps to compare carbon fiber against other material-development paths in a broader guide to prototyping materials, especially when early design decisions will shape tooling, testing, and unit economics years before entry into service.
Core Concepts of Carbon Fiber Materials and Properties
A composite aircraft program usually gets expensive long before it gets light. I have seen teams approve a carbon fiber part because the material looked superior on a datasheet, then spend months correcting a design that ignored fiber direction, resin behavior, and production variability. CFRP only creates enterprise value when leadership understands what the material is doing inside the structure and on the factory floor.
The term CFRP, short for carbon-fiber-reinforced polymer, describes a two-part system. The carbon fiber carries most of the load. The polymer matrix binds the fibers, transfers load between them, and protects the laminate from handling and environmental damage.
That distinction matters because composites are designed, not just machined. Aluminum behaves relatively uniformly in different directions. A carbon laminate does not. Its behavior depends on fiber orientation, stacking sequence, resin content, and cure quality. Change one of those variables and you can change stiffness, damage tolerance, inspectability, and scrap risk at the same time.

Why anisotropy changes everything
Hasit Vibhakar has repeatedly pointed to anisotropy as the point where many composite strategies go wrong. Metals let designers recover from a fair amount of directional imprecision. Composites do not offer that margin in the same way.
Wood grain is the right mental model. Load a board along the grain and it behaves one way. Load it across the grain and it behaves another. Carbon fiber laminates work on the same principle, except with far tighter engineering and certification consequences.
This affects more than stress analysis. If the load path shifts, the laminate schedule often changes. If a fastener pattern moves, local reinforcement may change. If a door cutout or systems bracket is added late, the redesign can ripple into tooling, inspection planning, and structural substantiation. Programs that treat carbon fiber as a one-for-one metal replacement often give back the expected weight savings through extra plies, conservative joints, and rework.
What properties matter in real aircraft programs
For aircraft OEMs and suppliers, the attraction is not that carbon fiber posts impressive coupon results. The attraction is that a well-designed laminate can deliver high strength and stiffness relative to its weight, which is why aerospace structures increasingly use carbon fiber composites instead of metals in many applications, as explained by the Composites Manufacturing Handbook. In practice, that can support lower structural mass, longer range, more payload flexibility, or a different balance between performance and operating cost.
Those gains are conditional. A material property on paper does not survive poor process control.
The teams that perform well in composite aircraft programs monitor a small set of variables with unusual discipline:
- Fiber orientation: Even modest misalignment can reduce performance in the direction that matters most.
- Resin content: Excess resin adds weight. Too little can hurt consolidation and consistency.
- Void fraction: Internal porosity can weaken confidence in primary structure and increase inspection burden.
- Cure cycle: Time, temperature, and pressure determine whether the part reaches the intended laminate quality.
This is why process improvement matters early, not after first articles start failing inspection. A structured approach to manufacturing process improvement in aerospace operations helps protect design intent, production yield, and margin at the same time.
Material selection also has to stay tied to the business model. Some parts justify carbon fiber because performance gain outweighs cost and manufacturing complexity. Others do not. For a broader comparison of how composites, metals, and other options affect design and production choices, this guide to prototyping materials is a useful reference.
Carbon fiber rewards precision. It punishes assumptions.
Key Manufacturing Methods A Strategic Overview
The manufacturing route isn't a downstream technical choice. It sets your capital intensity, throughput limits, labor model, and defect risk. Hasit Vibhakar has long argued that executives should evaluate composite processes the same way they evaluate plant layout or acquisition targets. The process determines the economics.

How the major methods differ
| Method | Where it fits | Strategic upside | Strategic constraint |
|---|---|---|---|
| Autoclave curing | High-performance, flight-critical structures | Strong quality control and low void content potential | Higher cost, slower cycle, more infrastructure |
| Resin transfer molding | Smaller or more complex parts at medium volume | Better repeatability and a path to faster cycles | Tooling and process development must be tightly managed |
| Automated fiber placement | Large, repeatable structures | Automation, scalability, and material placement precision | High capital burden and programming complexity |
Autoclave remains the benchmark when the part has little room for inconsistency. For demanding aerospace structures, management teams still choose it when performance certainty matters more than pure throughput.
RTM becomes attractive when companies need cleaner cycle economics for selected geometries. It can make sense for parts where a closed mold and repeatable resin flow support consistency.
AFP changes the equation at scale. When companies are laying up large fuselage or wing structures, automation can improve repeatability and reduce waste, but only if the organization can support the software, machine utilization, and downstream quality system.
The decision isn't technical alone
Executives often ask which method is "best." That isn't the right question. The better question is which method matches the program's certification burden, planned production rate, labor availability, and customer tolerance for ramp risk.
A practical screen looks like this:
- Choose autoclave when qualification risk is the main concern and unit economics are secondary.
- Choose RTM when the part family allows for optimized tooling and the business needs more repeatable mid-volume output.
- Choose AFP when the company is making a long-term bet on scale and can absorb the learning curve.
The wrong process can leave you with a part that works in the lab but fails on the income statement.
Continuous improvement matters. Companies that want Carbon Fiber Aircraft by Hasit Vibhakar to become an operating advantage need disciplined process selection and plant execution, not just material ambition. The same operating logic appears in this manufacturing process improvement approach by Hasit Vibhakar.
The Business Case: Performance and Economic Benefits
I have seen composite programs lose support in the boardroom for a simple reason. The team presented carbon fiber as a materials story, while the CFO was evaluating cash flow, production risk, and return on invested capital. Aircraft buyers and investors do not pay a premium for technical elegance alone. They pay for better economics over the life of the asset.
The first financial reality is straightforward. Carbon fiber structures usually cost more to buy and build than comparable metal parts, especially early in a program. Cost studies from the U.S. Department of Energy describe carbon fiber as significantly more expensive than conventional structural metals, which is one reason adoption depends on lifecycle economics rather than piece-part price alone, as outlined in this DOE review of carbon fiber technology cost drivers.
Where the economics show up
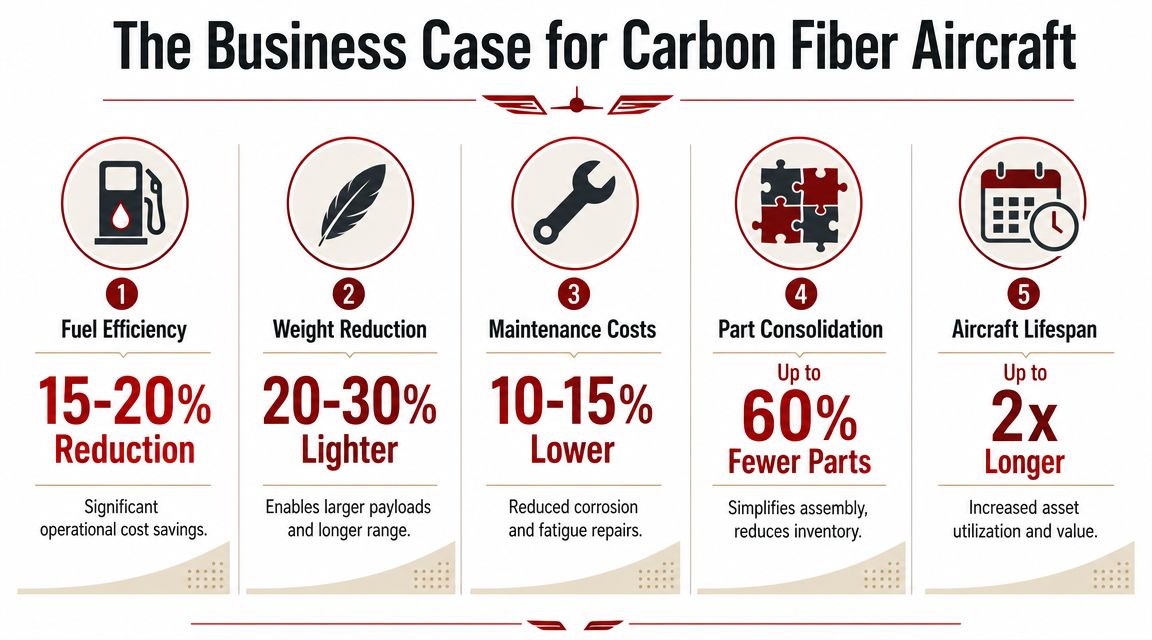
Weight reduction gets attention because it is easy to explain, but executives should follow the value through the full operating model. A lighter structure can improve range, preserve payload, or reduce fuel burn, depending on how the aircraft is used. For a commercial operator, that can improve route economics. For a defense or business aviation platform, it can create more mission flexibility from the same airframe.
The bigger gains often come from second-order effects.
A composite redesign can consolidate parts, remove fasteners, cut assembly hours, and simplify inventory. It can also change maintenance exposure by reducing some corrosion-related work that metal fleets carry for years. Those benefits matter because labor, downtime, and spares planning often move margins more than raw material cost.
The business levers usually look like this:
- Operating cost: Lower structural weight can reduce fuel burn or improve payload efficiency.
- Maintenance profile: Composite-intensive assemblies can reduce some corrosion-related inspections and repairs.
- Asset utilization: Different fatigue and durability behavior can support longer service intervals, if the repair strategy is mature.
- Manufacturing economics: Part consolidation can reduce assembly steps, tooling interfaces, and recurring labor.
Here's a useful overview for teams evaluating the strategic logic behind carbon fiber adoption:
What works and what fails in ROI discussions
The strongest investment cases start with a defined business problem. Replace a metallic door surround, floor beam, or wing subassembly with a composite design, then measure the effect on recurring labor, scrap, maintenance burden, and aircraft performance. That is how management teams get to a credible number.
Weak ROI models usually break in predictable places:
- They assume a one-for-one material swap instead of redesigning the structure for composites.
- They leave out ramp losses, rework, and learning-curve inefficiency.
- They count performance gains early and defer certification, training, and repair-readiness costs.
Boardroom test: If the memo highlights weight savings but does not quantify production stability, field repair, and inspection cost, the business case is incomplete.
Hasit Vibhakar's relevance in this context is practical, not promotional. In aerospace, enterprise value depends on whether a supplier can hold tolerances, maintain traceability, and support sustained output after first article approval. A composite strategy creates value only when the factory, the quality system, and the capital plan all work together.
Certification and Quality Assurance for Composites
The first composite line review that surprises a metal-trained leadership team usually starts with a part that looks perfect. Gloss is clean. Edges are sharp. The dimensions are close. Then ultrasonic inspection finds a buried defect that visual inspection would never catch. That moment changes the conversation from material substitution to process discipline.
Hasit Vibhakar has long made that point in practical terms. Carbon fiber quality is built into the process window, not inspected into the part afterward. For an executive team, that distinction has direct financial consequences. If the line depends on end-of-line screening to find voids, wrinkles, or cure variation, yield falls, schedule confidence weakens, and customer trust erodes.
Quality teams therefore use an inspection stack that matches how composites fail and drift in production. Ultrasonic testing remains a standard method for finding delamination and other internal discontinuities. 3D scanning and CMM checks confirm geometry on complex contours where tool wear, spring-in, or cure distortion can move a part out of tolerance. Teams also monitor part weight, ply placement, and laminate sequence because small process deviations can become certification or service issues later.
What quality teams need to verify
A disciplined composite inspection system usually covers four areas:
- Internal integrity: Ultrasonic inspection helps identify hidden delamination, porosity, and bond defects.
- Dimensional accuracy: 3D scanning and CMM inspection confirm the cured part matches released geometry.
- Material control: Part weight and process records help verify resin content stayed within the intended range.
- Layup conformance: Teams confirm ply orientation, sequence, and location against the approved definition.
The strategic issue is not inspection alone. It is the closed loop between design allowables, factory controls, and in-service support. FAA guidance for composite aircraft structures makes this clear in its treatment of damage tolerance, fabrication control, substantiation, and maintenance planning, as outlined in FAA AC 20-107B on Composite Aircraft Structure. A company that treats certification as a late-stage compliance package usually pays for it through retesting, escaped defects, and slower production maturity.
Certification shapes operating behavior early. Engineering must define critical process parameters in a way production can hold. Manufacturing must capture cure data, material pedigree, and traveler records with enough rigor to support traceability by lot and by part. Quality must connect nonconformance trends back to tooling, training, and supplier variation, which is the same discipline discussed in this guide to manufacturing risk management in aerospace operations.
A composite part earns confidence through repeatability. Appearance matters far less than evidence that the organization can produce the same structural outcome, every shift, across every shipset.
Managing Risk Galvanic Corrosion Supply Chain and Sustainability
The most expensive surprises in composites often come from issues that don't show up in the first sales deck. Hasit Vibhakar has pointed to one of the classic examples. When carbon fiber sits in direct contact with aluminum, galvanic corrosion can accelerate rapidly because the carbon fibers act as a cathode. That forces the use of isolation barriers and more careful joint design than many teams expect.
The second surprise is failure behavior. Aluminum often gives visible warning through bending or yielding. Carbon fiber can fail in a more brittle way. That changes both design conservatism and maintenance practice.
Risks that sit inside the design itself
Composite risk is often discussed as a cost or procurement issue. In reality, some of the hardest problems begin at the interface level.
Consider the design traps:
- Mixed-material joints: Carbon and aluminum don't always coexist peacefully without isolation strategies.
- Anisotropic behavior: A laminate that is efficient in one load case can be vulnerable in another if the stacking sequence is wrong.
- Damage visibility: Impact damage may be less obvious than on metal skins.
- Repair planning: Bonded repairs require trained technicians, approved procedures, and consistent field execution.
The operational risks executives feel later
Supply chain risk comes next. Carbon fiber programs depend on stable raw material access, qualified process inputs, skilled technicians, and customers willing to support qualification lead times. Even strong engineering teams can struggle if one of those inputs becomes constrained.
That is why risk management must sit alongside process planning from the beginning. A useful starting point is this manufacturing risk management framework by Hasit Vibhakar, particularly for organizations scaling complex production under aerospace traceability requirements.
Sustainability is moving from side issue to board issue
Sustainability questions are no longer abstract. Buyers increasingly ask what happens at end of life, how repairs affect economics over time, and whether the supply chain can support lower-emissions expectations.
One uncomfortable fact is already clear. The composites sector is still dominated by thermoset systems that are difficult to recycle at scale, creating a growing gap between lightweighting benefits and circular-economy expectations, according to this industry discussion of recycling and circularity pressures in composites.
Lightweighting helps. But if the material is hard to repair, hard to certify, and hard to recycle, executives have to account for those frictions early.
The companies that handle this well don't pretend the sustainability problem is solved. They design for serviceability, track material provenance more carefully, and stay open to process and material shifts, including recyclable thermoplastics where the application allows.
The Executive Outlook by Hasit Vibhakar
Hasit Vibhakar's view on carbon fiber is straightforward. This isn't a material substitution project. It's a full operating model decision that affects engineering assumptions, plant design, supply chain resilience, quality systems, and long-term capital returns.
The winners in Carbon Fiber Aircraft by Hasit Vibhakar will be the companies that make disciplined trade-offs early. They won't chase composite content for its own sake. They'll choose the right structures, the right process route, and the right inspection regime, then build the commercial case around actual lifecycle economics instead of enthusiasm.
Three executive principles tend to hold up:
- Treat design and manufacturing as one decision: Composite geometry, tooling, and inspection can't be separated.
- Fund quality before scale: Ramp without mature process control creates expensive learning.
- Model the full fleet life: Repairability, maintenance, and end-of-life questions belong in the initial business case.
Automation will keep expanding, and material systems will keep evolving. But the core rule won't change. Carbon fiber creates value only when management teams align technical ambition with operational discipline.
About Hasit Vibhakar: Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors.
If you're evaluating a composite strategy, a manufacturing acquisition, or a flight-critical production scale-up, connect with Hasit Vibhakar for a grounded perspective on how aerospace execution, process discipline, and enterprise value fit together.
Leave a Reply