
You're likely dealing with one of two situations right now. Either a critical part is stuck in a long machining and casting cycle, or your engineering team has designed a geometry that conventional manufacturing can't make without compromises. In aerospace, energy, and high-performance industrial systems, that's where Inconel 3D printing moves from an interesting capability to a strategic manufacturing decision.
The mistake I see most often is treating metal additive as a faster machine shop. It isn't. With Inconel, the key question is whether you can connect material behavior, design rules, qualification discipline, and supply chain execution into one reliable path from powder to installed hardware. That's the difference between a one-off prototype and a production asset that survives service.
Table of Contents
- Why Inconel 3D Printing Is a Game Changer
- Choosing Your Inconel and AM Process
- From CAD Model to Build Plate
- Mastering the Melt Pool and Ensuring Safety
- Unlocking Full Potential After the Print
- From Printed Part to Certified Asset
- Your Inconel AM Implementation Checklist
Why Inconel 3D Printing Is a Game Changer
In high-stakes industries, a part rarely fails because the drawing looked clean. It fails because the actual operating environment punishes every shortcut in material selection, manufacturability, and lead-time planning. That's why Inconel 718 has become such an important additive material. It combines high strength, corrosion resistance, and temperature capability in a range that fits serious industrial use.
Independent material guidance notes that Inconel 718 can be used from about -200 °C to 700 °C, retains strength at high temperature, and is already common in turbines and engine parts. The same guidance also notes that Laser Powder Bed Fusion can support a build envelope up to 250 x 250 x 305 mm, with DMLS part density reported at more than 99.5%, which puts the technology firmly in production territory for high-value components, not just experimentation (Inconel 718 material and process overview).
Where the business case becomes real
The value isn't just that you can print a nickel superalloy. The value is that you can combine that alloy with geometries that conventional processes struggle to produce. Internal cooling channels, compact flow paths, part consolidation, and difficult-to-machine internal features are where additive starts changing the cost and schedule equation.
That matters to executives because every additional weldment, brazed joint, machined subcomponent, and long-lead procurement step introduces risk. Inconel additive can reduce those handoffs. Fewer handoffs usually mean fewer delays, fewer interfaces to validate, and a cleaner digital thread from design release to final inspection.
Practical rule: If the only reason you're exploring Inconel AM is to copy an easy-to-machine legacy part, you probably won't unlock much value.
What works and what does not
A strong use case usually has three traits:
- Performance pressure: The part lives in heat, corrosion, or both.
- Geometric difficulty: The design needs internal complexity or shape freedom.
- Program urgency: Lead time, supply continuity, or redesign speed matters.
A weak use case tends to look different:
- Simple geometry: Flat plates, basic rings, and low-complexity forms usually favor conventional routes.
- No qualification path: If no one owns testing, documentation, and release, the project stalls.
- No post-processing plan: As-built metal rarely equals flight-ready metal.
The strategic shift is simple. Inconel 3D printing lets companies compete on response time and design freedom at the same time. For aerospace and energy leaders, that's not a niche capability. It's a manufacturing model.
Choosing Your Inconel and AM Process
The first decision isn't machine selection. It's application intent. Teams get into trouble when they ask, “What printer should we buy?” before they answer, “What operating condition, geometry, and qualification burden are we solving for?”
Start with the alloy you can actually industrialize
For many industrial users, Inconel 718 is the practical starting point because it already has broad relevance in demanding sectors. Industrial summaries note that it accounts for over a third of nickel-superalloy usage in aerospace engines, and established design guidance shows printed features down to roughly 0.4 to 0.5 mm are feasible. Its use in Oak Ridge National Laboratory's Transformation Challenge Reactor program also signals that the alloy has moved well beyond curiosity status in additive manufacturing (Inconel 718 in metal 3D printing and industrial adoption).
That doesn't mean every program should default to 718. It means 718 is often the benchmark against which other alloy choices get judged.
Process choice is a business decision as much as a technical one
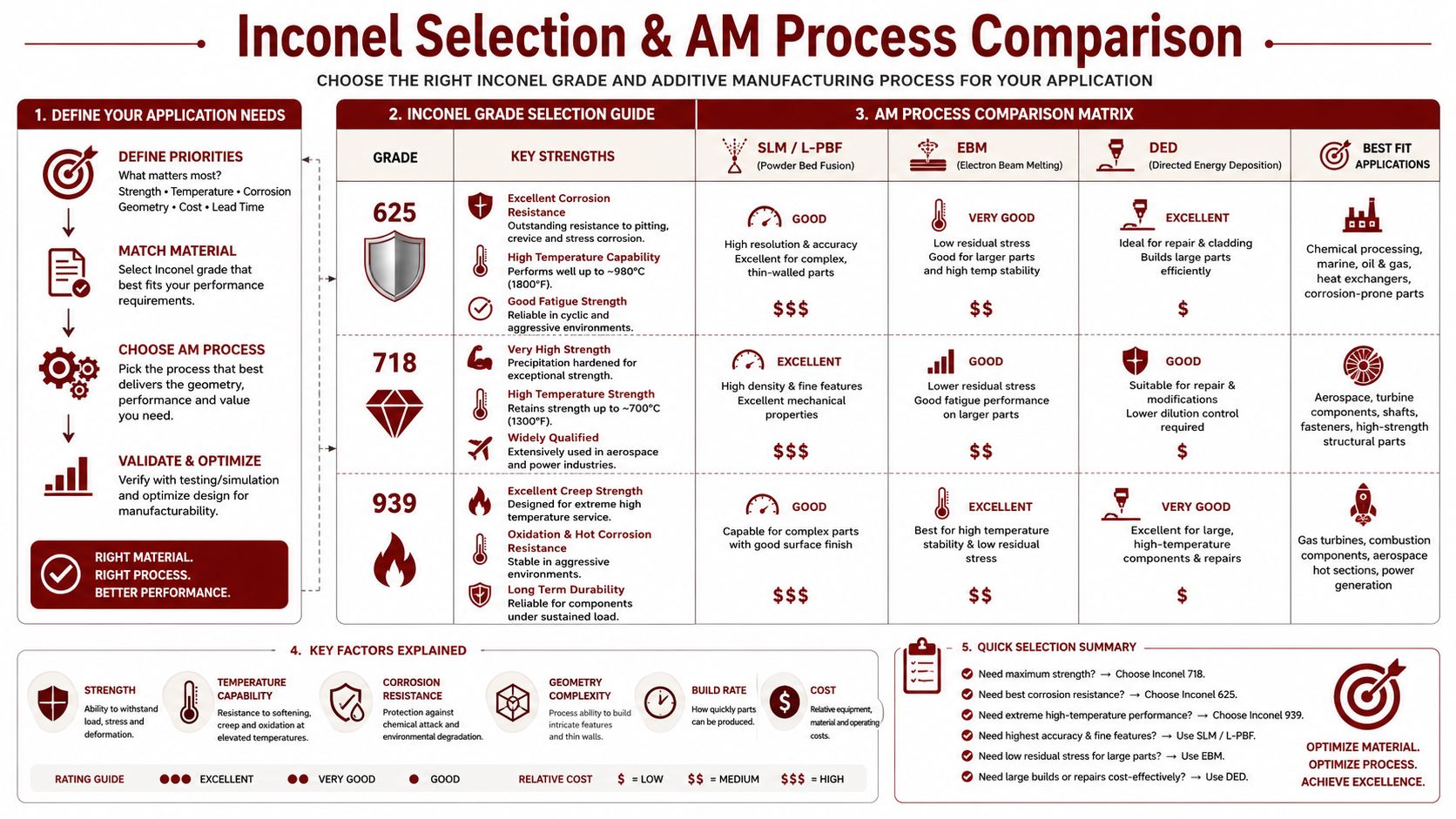
Here's the cleanest way to think about the major options.
| Process | Best fit | Trade-off |
|---|---|---|
| LPBF / DMLS | Fine detail, internal channels, dense small-to-medium complex parts | Tighter design discipline, supports, and more intensive post-processing |
| EBM | Parts where lower residual stress and different thermal behavior may help | Rougher surfaces and a different process ecosystem |
| DED | Large features, repairs, added material on existing parts | Less geometric precision than powder-bed routes |
LPBF is often the right choice when geometry drives the business case. If your part depends on intricate internals, tight details, and compact performance-driven shapes, powder bed is usually where you start.
DED enters the conversation when the mission changes. If you're repairing, adding material to a substrate, or working on larger industrial structures, DED can align better with the job even if it won't deliver the same geometric sharpness.
Match the process to the supply chain you can support
It is critical that executive teams maintain discipline. The machine is only one node in the chain. You also need powder handling, build preparation, heat treatment access, machining strategy, inspection capability, and release documentation. If one of those nodes is weak, the process decision was incomplete.
A practical evaluation framework should include:
- Part criticality: Is this developmental hardware, production hardware, or regulated hardware?
- Geometry dependence: Does the design only make sense if internal complexity is preserved?
- Post-processing route: Can you stress relieve, machine, finish, and inspect on schedule?
- Supplier depth: Do you have one qualified source or several?
- Internal readiness: Can your team manage additive data, revision control, and manufacturability decisions?
For leaders building that capability map, Hasit Vibhakar's perspective on advanced manufacturing technology is relevant because the issue isn't just selecting a process. It's integrating that process into an operating model that procurement, engineering, quality, and customers can all trust.
Buy the process that fits the part family and qualification path you actually have, not the one that looks most impressive in a demo.
From CAD Model to Build Plate
Most additive failures are designed in long before they're printed. The CAD model may be elegant, but if orientation, support strategy, powder evacuation, and stress behavior weren't considered early, the build file becomes an expensive way to discover avoidable problems.
Orientation is a mechanical decision
Too many teams treat orientation as a support-minimization exercise. That's incomplete. Research continues to show that print orientation affects tensile behavior and fracture mechanisms in Inconel 718, which means the same geometry can perform differently depending on build direction and process setup (research on orientation effects in Inconel 718 AM).
That should change how leaders review additive jobs. Orientation isn't just a manufacturing setting. It's part of the component definition.
A sound pre-build review asks:
- Where do the service loads go? Align orientation thinking with actual load paths.
- What surfaces matter most? Critical interfaces may need a different setup than noncritical ones.
- Where will supports attach? Supports on sensitive surfaces increase downstream work and risk.
- How will heat move during the build? Thermal behavior often drives distortion more than designers expect.
Build preparation has to respect downstream reality
The file handoff also matters. If engineering is releasing ambiguous geometry or poorly structured manufacturing data, the build team starts from confusion. Clean source data reduces iteration and keeps accountability clear. For companies tightening that upstream discipline, this explanation of the DXF file format is useful because additive success still depends on reliable digital manufacturing inputs, not just printer capability.
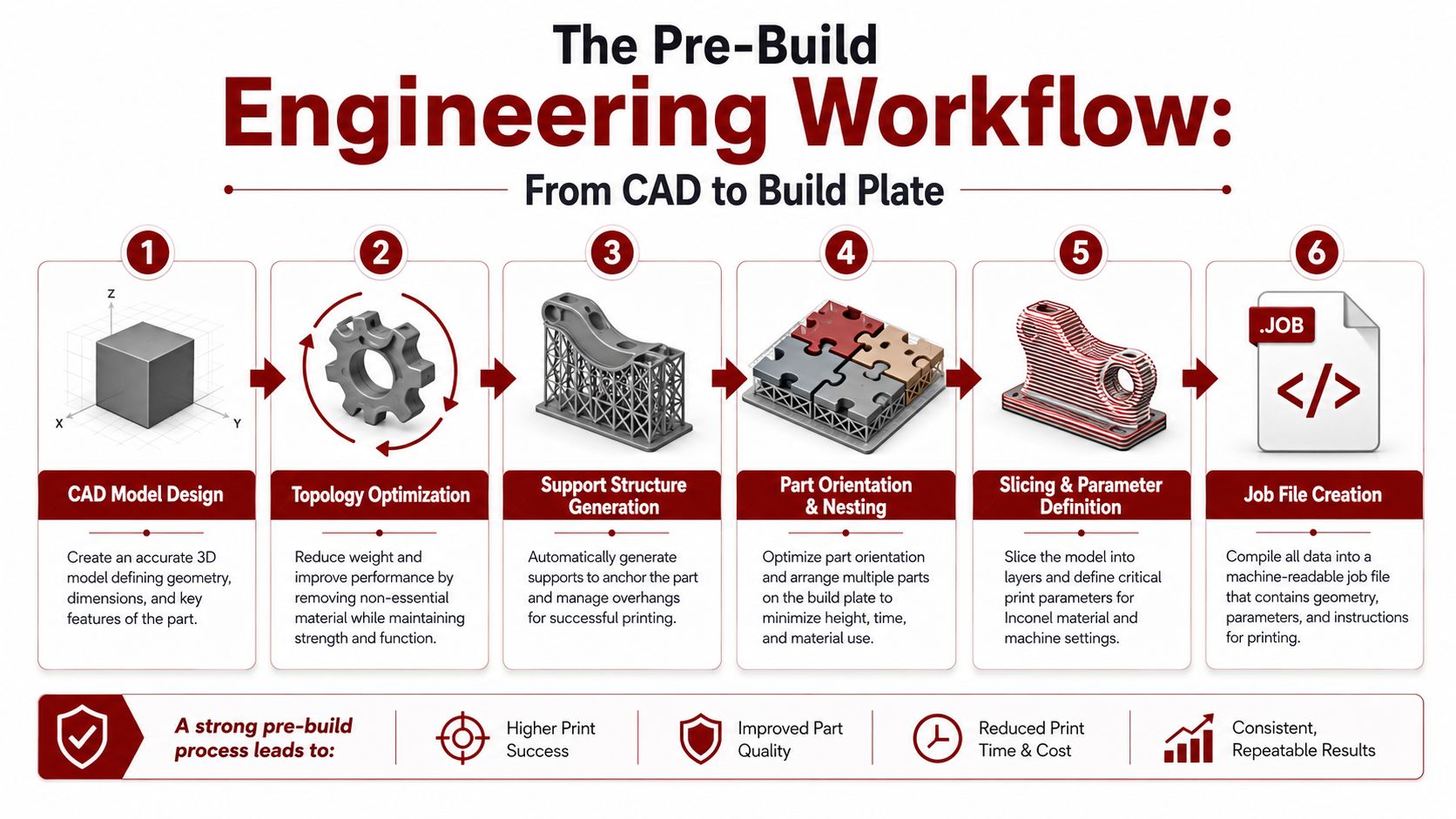
Here's the operational workflow I'd expect a serious team to follow:
- Lock the functional surfaces first: Decide what cannot move, warp, or be scarred by support removal.
- Define sacrificial regions: Give the process somewhere safe to hold, support, and transition heat.
- Design for powder evacuation: Hollow features must be printable and cleanable, not just visible in CAD.
- Plan machining stock deliberately: Add material where finishing is expected, not everywhere out of caution.
A short visual overview helps when aligning design and manufacturing teams:
What engineers should resolve before release
The strongest additive teams answer these questions before a build starts:
| Question | Why it matters |
|---|---|
| Can the part be depowdered completely? | Trapped powder can compromise quality and post-build handling |
| Are supports removable without damaging function? | Difficult removal creates scrap risk and hidden labor |
| Is orientation tied to performance logic? | Build direction can influence final behavior |
| Is the machining plan already defined? | Waiting until after printing usually creates rework |
The print file should be the last step in engineering intent, not the first step in figuring out what the part really is.
When teams get this stage right, the printer becomes a controlled production tool. When they get it wrong, every downstream process inherits uncertainty.
Mastering the Melt Pool and Ensuring Safety
Inside the machine, Inconel doesn't care about your schedule. It responds to thermal input, layer consistency, powder condition, and process control. If the melt pool is unstable, defects follow. If powder handling is careless, quality and safety both deteriorate.
Process discipline starts with the practical window
For Inconel 718 powder-bed fusion, established design guidance specifies 0.04 mm layer thickness in performance grade, 0.5 mm minimum wall thickness, and 0.4 mm minimum detail size. For hollow parts, powder-escape openings should be at least 3 mm in diameter, with 7 mm preferred for larger or more complex cavities to reduce trapped powder and downstream defects (Materialise design guidance for Inconel 718).
Those numbers matter because they define the edge of what's practical, not what's merely possible in software. Engineers often draw thinner walls and finer details than the process can support consistently. That usually leads to fragile builds, distorted surfaces, or costly redesign loops.
Stable builds come from interacting choices
You can't tune Inconel with one parameter at a time and expect reliable output. Layer thickness interacts with scan strategy, heat accumulation, support layout, and geometry density. A part with large thermal mass behaves differently from one with fine lattices or thin transitions.
What works in practice is a controlled approach:
- Use conservative geometry first: Validate process behavior on manageable designs before pushing edge-case features.
- Control thermal concentration: Dense regions and abrupt section changes deserve special attention.
- Treat support design as a heat-management tool: Supports aren't just for holding overhangs. They also influence thermal stability.
- Expect iterative learning: First-pass success is possible, but process maturity comes from disciplined feedback loops.
Safety is part of production capability
A facility that handles metal powder casually isn't ready for production. Inconel additive requires serious powder discipline, clean handling procedures, controlled storage, proper PPE, and trained operators who understand contamination and exposure risk.
Key operating habits include:
- Powder custody: Track incoming powder, reuse decisions, and batch segregation.
- Clean transfer routines: Reduce uncontrolled powder spread during loading, sieving, and recovery.
- Dedicated housekeeping: Fine metal powder should never be treated like ordinary shop dust.
- Clear disposal protocols: Scrap powder and contaminated material need controlled handling.
Shop-floor reality: The same habits that protect operators also protect part quality. Clean powder systems and disciplined handling reduce contamination risk and variability.
Companies sometimes frame safety as overhead. That's the wrong lens. In metal additive, safety discipline is one of the clearest indicators that the operation is mature enough to produce repeatable hardware.
Unlocking Full Potential After the Print
An as-built Inconel part is not the finished product. It's an intermediate state. That distinction matters because many disappointing additive programs don't fail in the printer. They fail when teams underestimate what happens after the build comes off the plate.
Post-processing determines whether the part is usable
The first objective is stability. Stress-relief treatment helps reduce the internal stress state created during the build. Without that, part removal and later machining can introduce distortion, especially in geometries with thin transitions, long spans, or concentrated thermal history.
Then comes the practical work of separation and cleanup. Support removal, plate removal, surface preparation, and selective machining all have to be planned around the part's function. A support strategy that looked efficient during build setup can become expensive if it blocks access, marks critical surfaces, or creates excessive manual finishing work.
Heat treatment is where performance is unlocked
For Inconel 718, post-build heat treatment isn't cosmetic. Practical process guidance notes that DMLS parts can be stress-relieved or solution-aged per AMS 5663 to raise tensile strength and hardness, which is one reason the alloy is treated as production-capable for industrial applications (process maturity and post-treatment for Inconel 718).
That's the core business lesson. If your sourcing model stops at “printed part delivered,” you haven't bought the final material condition. You've bought an unfinished manufacturing state.
A serious program usually evaluates post-processing through three lenses:
- Mechanical outcome: What treatment path supports the target performance?
- Dimensional risk: How much distortion can the geometry tolerate during treatment and machining?
- Release requirements: What condition must be documented for customer acceptance?
Where leaders often make the wrong call
They try to save money by minimizing post-processing steps before the qualification basis is fully understood. That usually backfires. A cheaper route that produces inconsistent properties, unstable dimensions, or difficult inspections isn't cheaper at all once scrap, rework, and delayed approvals show up.
Common pitfalls include:
| Misstep | Likely consequence |
|---|---|
| Treating stress relief as optional | Distortion risk increases during removal and machining |
| Removing supports without a controlled plan | Functional surfaces can be damaged |
| Skipping finish-path planning | Cycle time grows and dimensional control suffers |
| Buying print capacity without heat-treatment access | The production chain breaks after the build |
The winning mindset is straightforward. Post-processing is part of manufacturing, not something that happens after manufacturing. Once leaders internalize that, they start budgeting, scheduling, and qualifying Inconel AM correctly.
From Printed Part to Certified Asset
A printed part becomes valuable when it becomes traceable, inspectable, and releasable. In regulated sectors, that journey matters as much as the build itself. Hardware that looks excellent and hardware that can be certified are not the same thing.
Certification is a system, not a test
Organizations often search for a single qualifying event. In reality, certification comes from a chain of evidence. Build records, powder traceability, machine logs, post-processing records, dimensional inspection, NDT results, and mechanical test data all contribute to whether a customer or regulator believes the process is under control.
That's why I push teams to build the digital thread early. If engineering revisions, machine settings, heat-treatment records, and inspection outputs live in disconnected systems, qualification becomes slow and argumentative. If they live in a controlled framework, qualification becomes manageable.
The inspection stack must match the risk
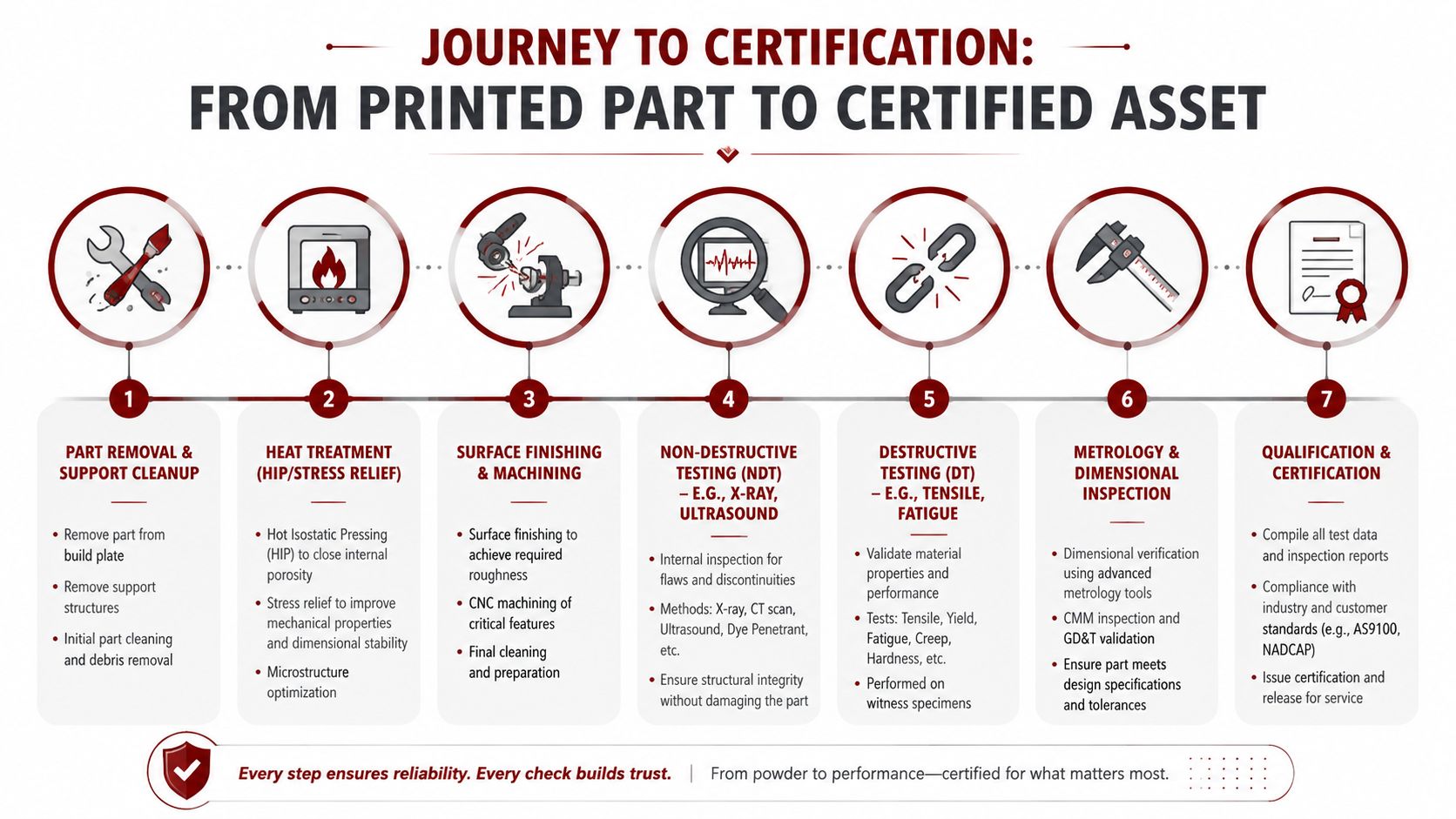
Not every Inconel part needs the same release burden, but every serious program should define a coherent inspection strategy. In practice, that often includes a mix of dimensional verification, internal-feature confirmation, surface-defect detection, and coupon-based destructive validation where required by the application or customer.
A useful way to structure the review is:
- Geometry verification for critical interfaces and assembly features.
- Internal integrity checks for channels, void-sensitive regions, and inaccessible structures.
- Surface evaluation after support removal and finishing.
- Material validation through controlled test artifacts or qualification coupons.
- Record retention so the full route can be audited later.
Quality ownership has to be explicit
Many additive projects get stuck between engineering, operations, and quality. Engineering owns the model. Operations owns the print. Quality owns release. If those functions don't agree on acceptance criteria before production starts, the part enters limbo.
For aerospace and other tightly controlled sectors, these aerospace supplier quality requirements are a useful reference point because they reinforce a simple truth. Qualification isn't a late-stage document package. It's an operating discipline built into supplier selection, process control, and evidence capture from day one.
If you can't explain exactly how a part was built, processed, and inspected, you don't have a certified asset. You have an expensive sample.
What separates scalable programs from one-off wins
The scalable programs standardize three things:
- Release logic: Everyone knows what evidence is required for acceptance.
- Process repeatability: The team isn't reinventing build preparation and inspection on every job.
- Supplier alignment: Powder, machine capacity, thermal processing, machining, and testing all sit inside a managed network.
That's the bridge from engineering success to enterprise value. The companies that cross it don't just print parts. They build repeatable, auditable manufacturing capability.
Your Inconel AM Implementation Checklist
The biggest mistake companies make with Inconel AM is waiting for perfect certainty. They keep studying the technology as if adoption requires a flawless first move. It doesn't. It requires a disciplined first program, a narrow scope, and a team willing to learn from controlled execution.
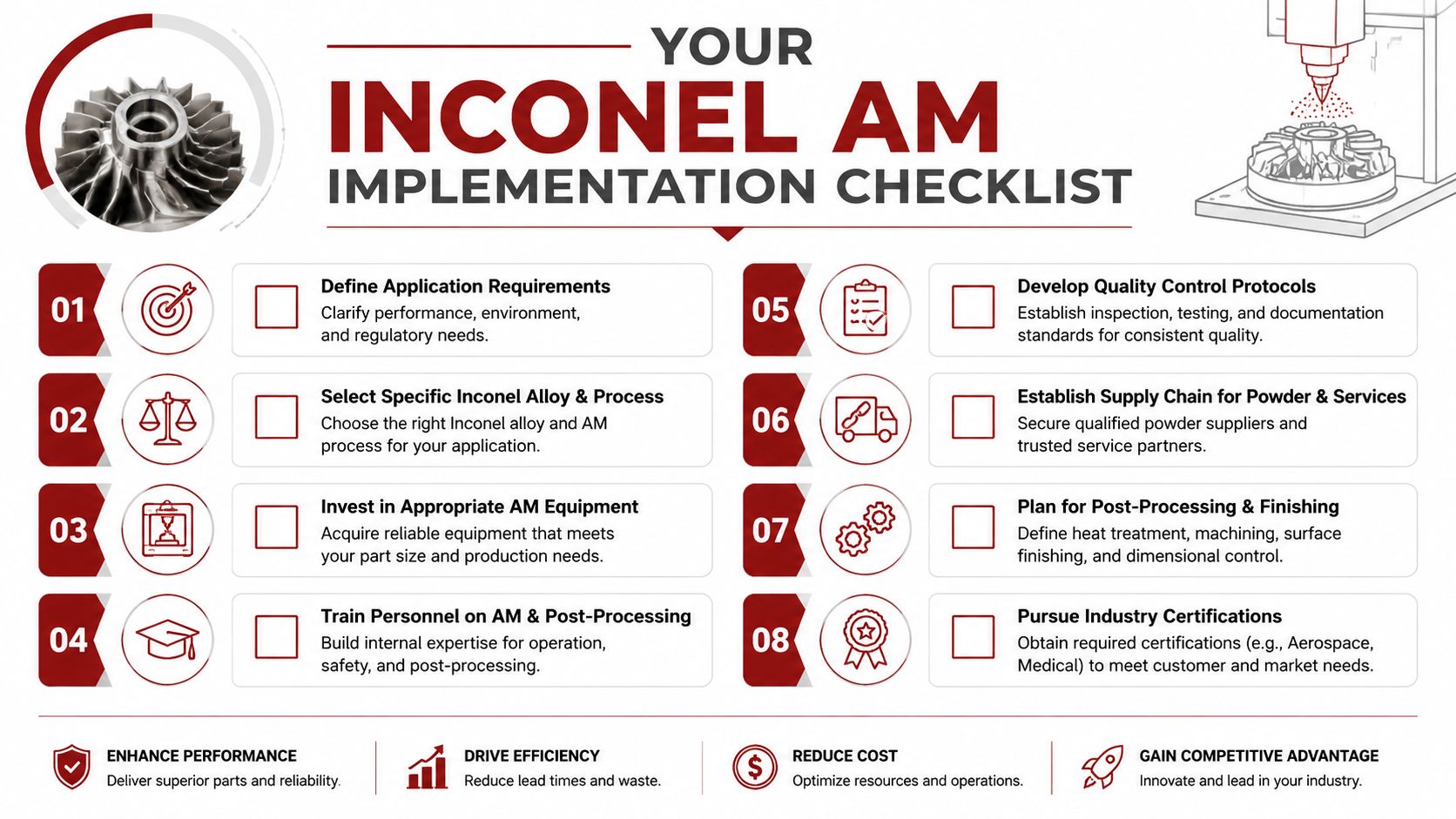
The executive checklist
Use this as a real operating checklist, not a strategy slide.
- Choose one part family first: Start where heat, corrosion, complexity, and lead-time pain already justify the effort.
- Define the success criteria in advance: Cost, lead time, performance, qualification burden, and sourcing resilience should all be explicit.
- Pick the manufacturing route before buying equipment: Service bureau, hybrid sourcing, or in-house production each creates a different risk profile.
- Map the full chain: Printing without heat treatment, machining, and inspection support is not a production plan.
- Assign one accountable leader: Someone must own the path from CAD release to final acceptance.
- Build the data model early: Revision control, parameter traceability, and inspection records need structure from the start.
- Run qualification in parallel with learning: Don't wait until the end of development to think about release evidence.
- Treat defects as process signals: Warping, cracking, poor support removal, or trapped powder should drive corrective action, not panic.
What to challenge inside your organization
If your team says, “We'll adopt metal additive once the economics are obvious,” push back. The economics usually become obvious only after the organization learns how to design correctly, source intelligently, and qualify repeatably. Waiting too long often means competitors build that capability first.
If another team says, “We can print it, so we're ready,” challenge that too. Printing isn't readiness. Readiness means the part can move through post-processing, inspection, documentation, and customer acceptance without drama.
A final practical screen for decision-makers:
| Question | Strong answer | Weak answer |
|---|---|---|
| Why this part? | Clear performance or supply-chain reason | General interest in AM |
| Who owns release? | Named function with criteria | Shared assumption |
| How will it be finished? | Defined route and suppliers | To be decided later |
| Can it be qualified? | Evidence path is known | Hope that customer will accept it |
The durable advantage
The long-term upside of Inconel 3D printing isn't novelty. It's control. Control over lead times, geometry, redesign cycles, and high-value part supply. Companies that treat additive as a full metal-to-mission lifecycle gain a capability that compounds across engineering, sourcing, and program execution.
That's the opportunity. Not just to print Inconel, but to industrialize it.
If you're evaluating where Inconel 3D printing fits in your business, Hasit Vibhakar offers a practical perspective grounded in aerospace, advanced manufacturing, supplier quality, and operational scale-up. For founders, manufacturing executives, and investors, that kind of cross-functional view is often what turns additive from a pilot project into a durable manufacturing strategy.


Leave a Reply