

Deburring is the controlled removal of burrs, which are small raised edges or loose material left by machining, stamping, casting, welding, and additive manufacturing. It matters because it improves part fit, safe handling, and downstream performance, and it sits inside a market for deburring machines projected at US$1.2 billion in 2026 and US$1.9 billion by 2036.
If you're running a plant, managing a machining operation, or trying to scale a precision manufacturing business, you've probably seen the same frustrating pattern. A part comes off the machine looking fine at first glance. Then assembly fights the fit. An operator nicks a glove on an edge. A hole intersection traps a burr no brush can reach. Quality flags the lot, and a minor edge defect turns into delay, rework, and margin erosion.
That is what makes what is deburring a much bigger question than most shops treat it. Deburring isn't janitorial cleanup at the end of production. It's a process decision that affects quality, safety, automation reliability, and cost structure.
In high-value manufacturing, the issue isn't whether burrs exist. They do. The issue is whether your operation controls them deliberately or keeps paying for them later in inspection, assembly, and customer complaints.
Table of Contents
- Introduction From Minor Flaw to Major Failure
- What Exactly Is a Burr and Why Does It Form
- Why Deburring Is a Pillar of Advanced Manufacturing
- A Guide to Common Deburring Methods
- Choosing the Right Deburring Strategy
- Automation and Scaling Your Finishing Process
- Conclusion Deburring as a Competitive Advantage
Introduction From Minor Flaw to Major Failure
A production problem often starts with a part that technically looks complete. The machining cycle is done. The dimensions seem close. The traveler moves forward. Then the assembly cell rejects the part because a corner won't seat, a seal won't sit flat, or a fastener drags through a hole with a hidden lip of displaced material.
That tiny defect is often a burr.
In aerospace, automotive, and precision industrial work, burrs don't behave like cosmetic blemishes. They create interference. They cut hands. They compromise automated handling. They can block internal passages, create poor mating surfaces, and trigger expensive manual touch work at the worst possible point in the workflow.
Practical rule: If a burr can stop fit-up, damage a seal, or create a handling hazard, it belongs in the process plan, not on a cleanup checklist.
This is why strong operators treat deburring as part of manufacturing strategy. The process itself is widely used across metals, plastics, and composites, and the demand for deburring equipment reflects that reality. The global deburring machine market is estimated at US$1.2 billion in 2026 and projected to reach US$1.9 billion by 2036 at a 5.0% CAGR, according to Fact.MR's deburring machine market analysis. That growth tells you something important. Industry isn't moving toward more finishing because people enjoy extra steps. It's moving there because repeatable edge control supports precision, scale, and predictable quality.
The business issue behind the edge
Executives usually notice deburring when one of three things happens:
- Quality costs rise: Rework shows up late, after higher-value operations are already complete.
- Assembly slows down: Operators compensate for edge inconsistency one part at a time.
- Scaling stalls: Manual finishing becomes the hidden labor sink nobody priced correctly.
The shops that manage this well don't ask whether deburring is necessary. They ask a better question. Where in the workflow should burr control happen so it protects throughput and margin instead of consuming both?
What Exactly Is a Burr and Why Does It Form
A burr is the small unwanted edge, projection, or loose material left behind after a manufacturing process separates material. It's similar to a splinter on cut wood or a rough edge on paper after a tear. The main shape is there, but the edge isn't clean.
In machining terms, burrs are not random accidents. They are a direct result of how material deforms and separates during cutting, drilling, grinding, stamping, or welding.
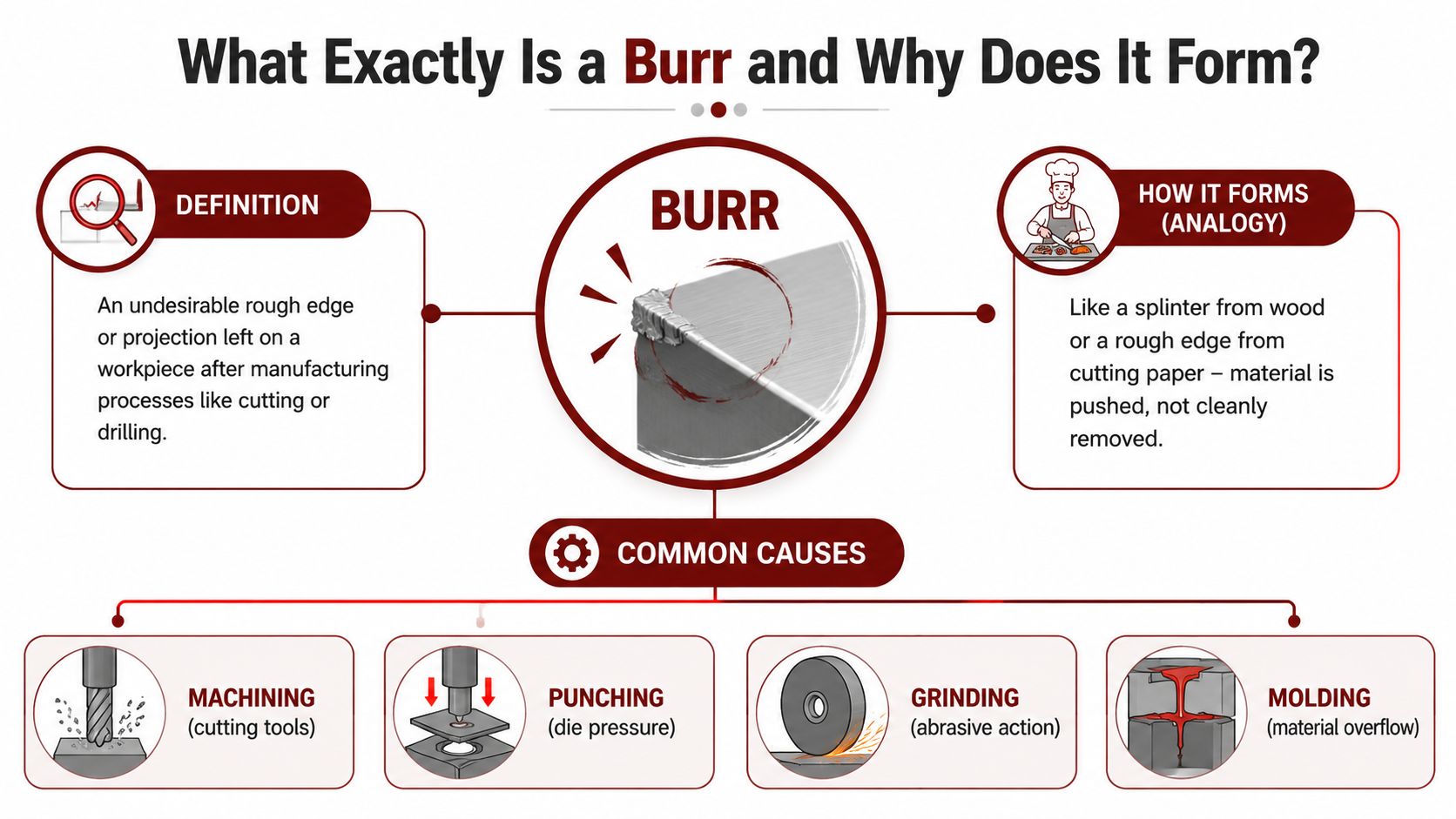
A burr is a process byproduct, not bad luck
A useful way to think about burr formation is this: the tool doesn't erase material; rather, it pushes, shears, fractures, and exits. At the edge of that exit, material can plastically deform before it fully separates. That is where the burr forms.
The technical point matters. As explained in this CNC deburring tools guide, burrs are a direct byproduct of plastic deformation at the cut edge, and burr formation depends on material, tool geometry, feed rates, and exit conditions. That means burrs are not just something to remove later. They are also something you can influence upstream.
You see this every day in production:
- Soft, ductile materials may smear and roll over at the edge.
- Worn tooling can tear instead of cut cleanly.
- Poor exit support can worsen breakout at holes and contours.
- Aggressive feeds or wrong geometry can increase edge deformation.
When a team says, "This part always comes off with a nasty burr on the back side," that's usually a process signal, not a mystery.
Why the burr root matters
A common mistake is polishing the edge until it looks better without removing the burr at its root. That can leave unstable material attached or create an inconsistent edge break. Good deburring removes the burr in a controlled way where it starts, not just where it is most visible.
A clean-looking edge isn't always a functionally deburred edge.
That distinction matters in precision work because the burr can interfere with:
- Fit-up between mating components
- Sealing surfaces where even a small raised edge matters
- Automated assembly that depends on repeatable entry and orientation
- Handling safety for operators and maintenance technicians
When people ask what is deburring, the practical answer is not "making parts look smooth." It is removing edge defects in a way that preserves geometry while making the part safe and assembly-ready.
Why Deburring Is a Pillar of Advanced Manufacturing
In most factories, deburring gets discussed too late and too narrowly. It shows up as labor, cleanup, or a secondary operation. That framing misses its real role. Deburring supports product quality, worker safety, assembly reliability, and long-term component performance.

Quality and dimensional control
A burr can make a conforming part behave like a nonconforming one. Nominal dimensions may be correct, but the part still won't seat, align, clamp, or seal properly. That is why deburring belongs in dimensional thinking, not just finishing.
The cost impact can be substantial. IQS Directory's overview of deburring equipment notes that deburring can account for around 30% of manufacturing expenses for precise aerospace parts and 15% to 20% in automotive applications. When a process consumes that much effort, optimizing it isn't housekeeping. It's a profitability decision.
For leaders evaluating upstream process choices, it also helps to explore fiber laser technology in the broader context of part marking, traceability, and edge-sensitive production workflows, because finishing decisions often interact with later identification and quality-control steps.
Safety, assembly, and durability
Sharp edges create direct operator risk. That's obvious. The less obvious issue is how often burrs undermine automation. Pick-and-place devices, fixtures, and assembly tools don't compensate the way experienced operators do. They expect repeatable geometry.
Three practical consequences show up on the floor:
- Operators get exposed to avoidable edge hazards: Gloves and caution help, but they don't replace controlled edge condition.
- Automated assembly becomes fragile: Small burrs at holes, slots, or edges can create jams or bad insertion.
- Stress concentration rises at poor edges: In higher-performance parts, edge condition affects how loads are distributed over time.
The part isn't finished when machining stops. It's finished when the edge condition supports the next operation with no drama.
Executive thinking matters. If your margin model assumes smooth assembly and low rework, then deburring is part of revenue protection. If your growth plan depends on automation, deburring is part of scalability. If your brand promise includes high-reliability parts, deburring is part of product integrity.
For a broader operating lens on quality systems, Hasit Vibhakar's perspective on improving manufacturing quality fits this same principle. Quality doesn't come from final inspection alone. It comes from controlling the variables that create failure upstream.
A Guide to Common Deburring Methods
There is no universal deburring method because burrs don't all appear in the same place, on the same material, or with the same tolerance risk. The right process depends on accessibility, required edge condition, part value, and throughput target.
From hand tools to automated cells
Manual deburring is the baseline. Files, scrapers, abrasive pads, hand blades, and rotary tools give operators direct control. It works well for prototypes, one-offs, and complex parts that need judgment. It does not scale well, and consistency depends heavily on operator skill.
Mechanical deburring uses brushes, rotary tools, abrasive belts, or similar equipment. It is effective on external edges and accessible features. For many shops, this is the practical middle ground because it reduces labor while keeping the process relatively flexible.
Vibratory finishing and tumbling are useful when many smaller parts need general edge conditioning in bulk. They are efficient for the right geometry and can be poor fits when parts have delicate features, hidden burr roots, or surfaces that can't tolerate broad media contact.
Thermal deburring handles burrs that tools can't reach. According to Gravostar's explanation of deburring procedures and methods, method selection depends heavily on burr accessibility. Mechanical brushing works for external edges, but for complex internal burrs, such as those in hydraulic manifolds, thermal deburring can be the only viable solution because it uses a burst of heat to incinerate burrs into oxidized residue.
Electrochemical deburring is a specialized option when you need controlled removal in hard-to-access areas without mechanically stressing the part. It is often considered when geometry and tolerance make contact methods risky.
Integrated CNC deburring and robotic cells move deburring into a more repeatable production framework. Deburring tools can be carried in the machine's tool magazine and executed during the machining cycle, or parts can move into downstream robotic cells that perform edge finishing with greater consistency than manual labor.
Deburring Method Comparison
| Method | Best For | Precision | Throughput | Relative Cost |
|---|---|---|---|---|
| Manual | Prototypes, repair work, selective edge cleanup | Medium to high, operator-dependent | Low | Low |
| Mechanical brushing or rotary tools | External edges and accessible surfaces | Medium | Medium to high | Medium |
| Vibratory finishing or tumbling | Bulk small parts needing general edge conditioning | Medium | High | Medium |
| Thermal deburring | Internal burrs and intersecting passages | High for the right geometry | High | High |
| Electrochemical deburring | Hard-to-reach burrs with strict dimensional sensitivity | High | Medium | High |
| CNC or robotic deburring | Repeat production and integrated process control | High | High | Medium to high |
A few method-selection truths hold up in practice:
- If the burr is visible and accessible, start with mechanical options.
- If the burr sits inside a cross-hole or internal passage, accessibility decides the process before cost does.
- If consistency matters more than operator judgment, move toward CNC integration or robotics.
What doesn't work is forcing one method across every part family. That usually creates either excessive manual touch time or edge damage from using a blunt-force process where a controlled one is required.
Choosing the Right Deburring Strategy
The right deburring strategy comes from matching the process to the part. Shops get into trouble when they ask, "What's the best deburring method?" The useful question is, "What's the right edge-control method for this geometry, this material, this tolerance, and this volume?"

The four variables that decide the process
Start with these four variables and make the trade-offs explicit.
Material
Softer materials may smear or roll over. Harder materials may respond better to different cutting and deburring actions. Material behavior influences how the burr forms and how aggressively you can remove it without damaging the edge.Geometry
External edges are one problem. Intersecting holes, slots, pockets, and internal passages are another. Reach often decides the method before anything else.Tolerance and edge requirement
A simple edge break is not the same as a controlled radius on a critical feature. Precision parts need deburring that preserves the dimension while removing the defect.Production volume
Manual work can be perfectly rational at low volume. At higher volume, labor variation and cycle time become strategic issues.
A practical CNC-oriented view of this broader manufacturing decision process appears in Hasit Vibhakar's article on CNC machining, especially if you're thinking about deburring as one part of a complete machining and finishing workflow rather than a standalone cleanup task.
Why over-deburring is a real risk
The goal isn't maximum material removal. The goal is the correct edge condition.
Air Turbine Tools' discussion of deburring makes this point clearly: the critical question is not only how to deburr, but when deburring becomes a manufacturing constraint. It also notes that over-deburring can alter part dimensions or degrade edge integrity, which is why the actual objective is often controlled edge conditioning.
That idea separates capable operations from expensive ones.
Remove the burr. Don't redesign the part with an abrasive wheel.
Use this lens when choosing a strategy:
- If dimensions are tight: Favor highly controlled processes and clear edge specs.
- If burrs repeat on the same feature: Fix upstream cutting conditions as well as downstream removal.
- If labor keeps compensating for variation: Standardize the method before you automate the chaos.
- If customers care about function more than appearance: Deburr to the requirement, not to cosmetic perfection.
The best deburring strategy is rarely the most aggressive one. It's the one that delivers the specified edge, every time, without stealing time or tolerance from the rest of the process.
Automation and Scaling Your Finishing Process
Manual deburring can carry a shop for a long time. Then volume rises, staffing gets tighter, product mix gets harder, and finishing turns into the constraint no one budgeted for.

When manual work stops scaling
You usually know the process has hit its limit before anyone says it directly. Operators queue parts for hand finishing. Quality depends on who touched the part. Cycle times in machining improve, but lead times don't move because finishing absorbs the gain.
The first step up isn't always a fully robotic cell. Often it's integrating deburring into the machine cycle where possible, standardizing tooling, and defining the edge condition clearly enough that inspection can verify it repeatably.
A practical roadmap looks like this:
- Stabilize burr formation upstream: Better cutting conditions reduce downstream variation.
- Move repeatable edge work into CNC cycles: Tool magazine integration can eliminate a separate handling step for some features.
- Use dedicated automation where geometry and volume justify it: Robotic cells make sense when parts repeat and labor variation hurts output.
- Tie finishing data into production control: That is where systems thinking starts to matter.
For manufacturers working on plant-level visibility and workflow control, manufacturing execution systems explained by Hasit Vibhakar is relevant because finishing performance is often invisible until it delays shipment. MES-level tracking can expose where deburring is consuming time, creating rework, or blocking flow.
How to automate without creating a new bottleneck
Automation works when the process is already understood. It fails when a company tries to automate inconsistent burrs, ambiguous edge specs, and unstable fixturing.
Three implementation habits matter:
- Define the edge requirement clearly: "Remove burrs" is too vague for an automated process.
- Validate across part families: High-mix environments need fixtures, tools, and programs that can handle variation without constant intervention.
- Build inspection into the loop: Vision, gauging, or structured operator checks should confirm the result, not assume it.
A useful example of automated deburring in action is below.
Automation should remove labor dependency, not remove process understanding.
The strongest scaling decisions treat deburring the same way they treat machining. Standard work, controlled tooling, measurable output, and clear acceptance criteria. Once you do that, finishing stops being the messy step at the end and becomes part of a reliable production system.
Conclusion Deburring as a Competitive Advantage
Deburring looks small on the router, but it has outsized influence on manufacturing performance. It affects whether parts fit the first time, whether operators handle them safely, whether assembly runs smoothly, and whether edge condition supports long-term reliability.
That is why the practical answer to what is deburring goes beyond edge cleanup. It is a controlled finishing process that protects value already built into the part.
The strongest manufacturers don't leave it to chance. They decide where burrs are likely to form, choose the right removal method for the geometry and tolerance, and scale the process with the same discipline they apply to machining, inspection, and throughput planning.
If you're building a high-value manufacturing operation, deburring isn't just a cost to manage. It's a lever. Control it well, and you get better quality, fewer interruptions, safer handling, and a production system that scales with less friction.
If you're evaluating where finishing, machining strategy, and operational scale intersect, Hasit Vibhakar shares practical perspectives for manufacturing leaders focused on quality, execution, and long-term enterprise value.


Leave a Reply