
A surprising number of leadership teams still treat casting as a legacy process. That's a mistake. If you're building high-value metal components, especially parts with geometry that gets ugly and expensive the moment someone proposes machining them from solid stock, precision casting deserves boardroom attention.
The issue isn't whether the process is old. It is. Investment casting has been used for about 5,000 years, with origins in ancient Mesopotamia, and it hit a modern industrial turning point in the late 19th century when dentists used it for crowns and inlays, which helped establish it as a repeatable near-net-shape manufacturing method, as outlined in Techform's history of lost-wax casting. The issue is whether that old core idea has become strategically useful in modern manufacturing. It has.
Today, precision casting techniques sit in the middle of some of the toughest manufacturing decisions executives make. How do you produce complex geometry without wasting expensive material? How do you scale production without turning quality into a firefight? How do you protect margins when customers demand tighter tolerances, cleaner surfaces, and shorter supply chains?
For aerospace, defense, medical, and advanced industrial businesses, this isn't a shop-floor curiosity. It's a strategic lever. The companies that understand where precision casting works, where it doesn't, and how to design around its constraints usually make better choices on cost structure, throughput, and product defensibility.
Table of Contents
- Introduction From Ancient Craft to Modern Competitive Advantage
- The Foundational Process of Precision Casting
- A Leader's Guide to Core Casting Techniques
- Matching Materials to Performance and Cost
- Strategic Design for Optimal Casting Outcomes
- Ensuring Quality and Consistency in Production
- The Business Case When to Choose Precision Casting
Introduction From Ancient Craft to Modern Competitive Advantage
Precision casting solves a very modern problem. You need a metal part with complex geometry, reliable repeatability, and a finish that doesn't invite a lot of rework. Machining it from bar or billet may be technically possible, but the scrap, cycle time, and labor can turn a promising product into a margin problem.
That's why the old lost-wax principle still matters. Investment casting, one of the primary precision casting techniques, dates back about 5,000 years, beginning with ornamental and religious objects in ancient Mesopotamia, then evolving into an industrially repeatable process when dentists adopted it in the late 19th century for crowns and inlays, according to Techform's account of the process history. The continuity is striking. The core concept stayed recognizable while the industrial discipline around it changed everything.
Modern precision casting isn't craft production with better branding. It's a manufacturing strategy for parts that have to perform in difficult environments and still make economic sense. Aerospace teams use it because dimensional accuracy and repeatability matter. Industrial businesses use it because geometry, material utilization, and downstream machining costs matter.
Precision casting becomes interesting to leadership when engineering complexity starts showing up in the P&L.
If you're evaluating plant investments, acquisition targets, or supplier capability, precision casting techniques tell you something important about a business. They reveal whether the company can turn difficult part designs into scalable production without relying on brute-force machining and expensive correction later.
The Foundational Process of Precision Casting
Most executives don't need to become foundry engineers. They do need a working model of where value is created and where risk enters the process. For most discussions, investment casting is the best place to start because it captures the logic behind precision casting techniques more broadly.
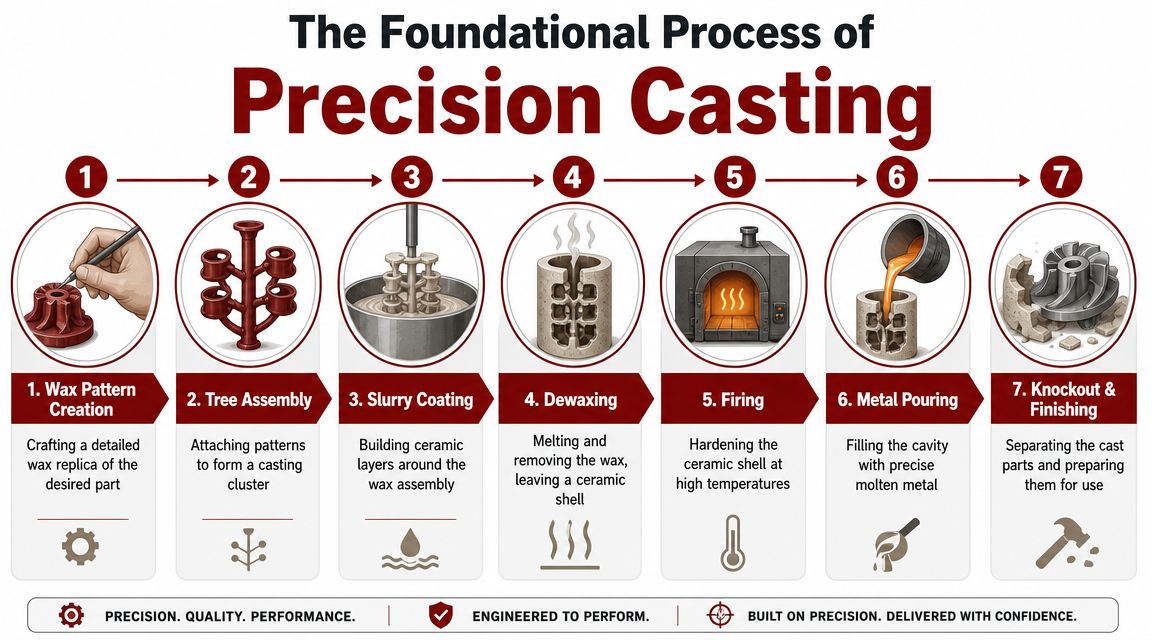
The process begins with a wax pattern that replicates the final part geometry. Those individual patterns are often assembled onto a central sprue to create a cluster, or “tree,” that supports multiple parts in one pour. The tree is repeatedly coated with ceramic slurry and refractory material until a strong shell forms around the wax.
Next comes dewaxing. The wax is removed, leaving a cavity inside the ceramic shell. The shell is then fired to harden it and prepare it for molten metal. Once the metal is poured and solidified, the shell is broken away, parts are cut from the tree, and finishing operations handle gates, surface cleanup, and any final machining that remains necessary.
Why the early steps matter most
The biggest misconception I see in business reviews is the belief that quality is mainly a final inspection issue. It isn't. In precision casting, the quality outcome is largely established before the pour.
As explained in OE Cast's review of the precision casting process, tooling quality, shell thickness, drying uniformity, and pouring practices directly drive dimensional stability, and if those upstream variables aren't tightly controlled, castings can miss tolerance or require expensive secondary machining. That point matters commercially. A part can look acceptable and still destroy margin because the process window was unstable from the start.
Practical rule: If a supplier talks more about final inspection than wax replication, shell build, and drying control, you're probably hearing about symptom management, not process mastery.
A useful way to think about the workflow is as a chain of fidelity. The tool must reproduce the wax correctly. The shell must preserve that geometry without distortion. The thermal cycle must support predictable metal behavior. Break fidelity at any stage and the “precision” in precision casting becomes a marketing term.
For leaders in aerospace and other demanding sectors, the manufacturing implications tie directly into broader production strategy. That's one reason the conversation around aerospace manufacturing and operational complexity belongs next to any serious review of cast component supply chains.
A short process walkthrough helps make the sequence concrete:
- Pattern creation: The team establishes part geometry in wax, a step where tooling precision starts paying for itself.
- Cluster assembly: Multiple patterns connect to a sprue system designed to support efficient filling and later separation.
- Shell building: Repeated ceramic coats create the mold structure, and consistency here affects both integrity and dimensional outcome.
- Dewax and firing: The wax exits, the shell hardens, and the mold becomes ready for metal.
- Pour and solidification: Metal fills the cavity, cools, and locks in the result of all prior process discipline.
- Knockout and finishing: The shell is removed, gates are cut, and finishing closes the gap between as-cast and delivered part.
Later in the process, a production video often helps non-engineers grasp the rhythm and complexity of the operation.
Where leaders should focus attention
The operational questions worth asking aren't exotic. They're direct.
- How stable is pattern replication? If wax variation is inconsistent, every later step inherits that problem.
- What controls shell uniformity? Uneven shell build and drying usually show up later as distortion, scrap, or extra machining.
- How is process drift caught? Good teams don't wait for final inspection to discover a preventable upstream miss.
- Where does rework accumulate? Rework often points to design choices or process controls that never got solved at the source.
The business lesson is simple. In precision casting, upstream discipline is what protects downstream economics.
A Leader's Guide to Core Casting Techniques
Leaders often ask for “the best” casting process. That's the wrong question. The right question is which process best matches the part, the market, and the economic model you're trying to build.
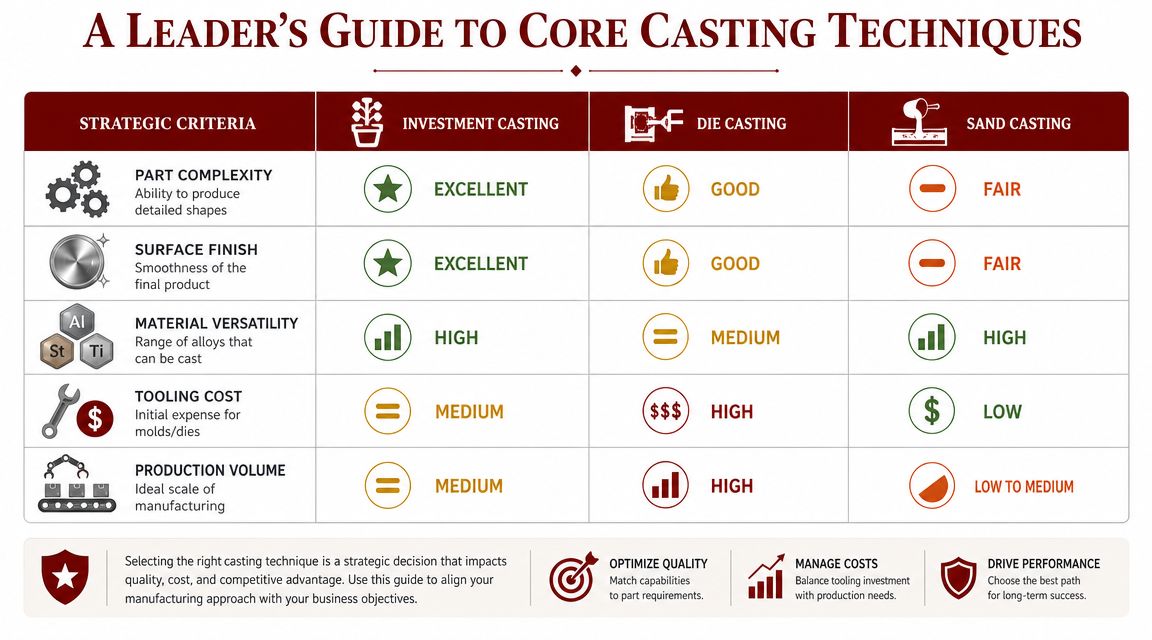
One reason investment casting gets so much attention is performance. A current industry summary reports that tolerances can be as tight as ±0.05 mm, repeatability can reach 0.025 mm, and surface roughness can be as low as Ra 1.6 μm directly from the mold. The same source states that, compared with sand casting, it can deliver 5 to 10 times better dimensional accuracy. Those figures come from Fastpreci's overview of precision casting. The implication for business leaders is direct. If geometry is difficult and post-machining is expensive, process capability has a cash value.
Investment casting
This is usually the first option to evaluate when the part has intricate geometry, demanding surface requirements, or a strong near-net-shape business case. It's especially attractive when machining from solid stock would remove a painful amount of expensive material or force multiple setups.
The trade-off is tooling and process discipline. Investment casting isn't the cheapest route to get started, and it doesn't forgive sloppy control. But when the design is complex and volume is meaningful enough to amortize tooling, it can become the most rational path.
Shell molding
Shell molding occupies useful middle ground. It can offer a good finish and tighter control than traditional sand casting, while supporting parts that don't justify the full investment-casting route.
From a strategic standpoint, shell molding often makes sense when you need decent precision and higher throughput, but the geometry or business case doesn't demand the finest surface and detail fidelity available from investment casting. It's a process worth considering for industrial components where consistency matters more than extreme intricacy.
Centrifugal casting
Centrifugal casting serves a more specialized role. It works well for rotationally symmetric parts where the process physics support the desired structure and shape.
This is not the method for every geometry, but for the right family of parts it can be efficient and reliable. The executive takeaway is that symmetry can simplify process choice. If the product architecture lends itself to centrifugal production, the process can be highly practical.
Good manufacturing strategy starts by narrowing the process field quickly. Don't compare every method to every part.
Vacuum casting
Vacuum casting becomes relevant when purity, thin sections, or difficult fill conditions raise the stakes. The vacuum environment can help with intricate parts where air entrapment or contamination risk would otherwise make the process harder to stabilize.
The limitation is cost and specialization. Vacuum casting usually earns its place when the component value, application demands, or design complexity justify tighter process conditions. In high-spec sectors, that can be entirely reasonable. In simpler industrial programs, it may be unnecessary.
Precision die casting
Precision die casting is a different economic animal. It shines when volume is high, the material family fits the process, and per-part efficiency matters more than broad material flexibility.
For non-ferrous components produced at scale, this can be compelling. The tooling burden is heavier up front, but the production model can be very strong once volume is established. If you're building a program around repetition, throughput, and cycle efficiency, die casting often deserves a serious look.
The comparison below keeps the strategic view simple.
| Technique | Best For (Complexity) | Typical Volume | Relative Tooling Cost | Key Industries |
|---|---|---|---|---|
| Investment Casting | High complexity and fine geometry | Low to high, depending on program maturity | Medium to high | Aerospace, medical, defense, industrial equipment |
| Shell Molding | Moderate complexity with good finish needs | Medium to high | Medium | Industrial components, pumps, valves, machinery |
| Centrifugal Casting | Symmetrical parts | Medium to high | Medium | Industrial, fluid systems, specialty metal products |
| Vacuum Casting | Intricate parts needing controlled fill and purity | Low to medium | High | Aerospace, high-spec industrial applications |
| Precision Die Casting | Complex non-ferrous parts at scale | High | High | Automotive, electronics, consumer and industrial hardware |
A practical selection lens looks like this:
- Choose investment casting when geometry is the core problem and machining waste is starting to hurt margins.
- Choose shell molding when you need a cleaner finish than basic sand routes but don't need the full precision-casting premium.
- Choose centrifugal casting when the part family is naturally aligned with rotational symmetry.
- Choose vacuum casting when metallurgical cleanliness or thin-wall fill reliability is central to performance.
- Choose precision die casting when the commercial model is built around sustained high-volume output.
Matching Materials to Performance and Cost
Material choice changes everything. It changes how the part performs in the field, how expensive it is to process, how much finishing it needs, and how credible your value proposition looks to the customer.

Choose materials by failure mode
A lot of bad decisions start with the wrong question. Teams ask, “What metal is cheapest?” The better question is, “How will this part fail if we choose poorly?”
Stainless steels often enter the conversation when corrosion resistance and general durability matter. Aluminum alloys are attractive when weight matters and the application can live within their performance envelope. Superalloys come into play when heat and stress are the primary governing conditions. Titanium earns attention where strength-to-weight ratio or biocompatibility matters.
Those aren't just engineering categories. They're commercial positions. If a product fails in a corrosive environment, the warranty cost and reputational damage can swamp any savings from selecting a cheaper alloy. If a high-temperature part degrades early, you haven't saved money. You've shifted cost from procurement to the customer, and the customer usually notices.
Think beyond purchase price
Material price is visible. Lifecycle cost is usually less visible, which is why it gets mishandled.
A useful executive framework is to evaluate four questions:
- Service conditions: Will the part face heat, corrosion, cyclic loading, wear, or sterilization requirements?
- Process fit: Can the chosen alloy be cast consistently for the geometry you need, or will it create avoidable yield problems?
- Finishing burden: Does the material choice increase machining, polishing, coating, or inspection complexity?
- Market position: Does the material support a premium product claim, or is it overengineering for the actual application?
In practice, the best material is rarely the one with the lowest line-item cost. It's the one that supports the product promise without creating a hidden penalty in production or field performance.
The smart material choice is the one that protects margin twice. First in manufacturing, then again in service.
This is also where leadership discipline matters. Engineering teams sometimes optimize for peak performance. Finance teams sometimes optimize for unit cost. Good operators force both groups to evaluate the same full-cost picture.
Strategic Design for Optimal Casting Outcomes
Casting performance is heavily shaped by design choices made long before production starts. If the design fights the process, the factory pays for it every day. So does the customer.
Good casting design lowers total cost
Uniform wall thickness is one of the simplest examples of design discipline paying off financially. When walls vary too aggressively, metal flow and solidification become harder to control. That can invite distortion, shrink-related problems, and extra corrective machining.
Fillets and radii matter for similar reasons. Sharp transitions may look neat on a CAD screen, but they tend to create manufacturing and stress concerns in real parts. Smooth geometry is often easier to cast consistently and more forgiving in service.
Leaders don't need to calculate every radius. They do need to recognize that design elegance in manufacturing usually looks boring in a drawing review. The part that “should be fine” often becomes the part that repeatedly misses schedule because someone ignored manufacturability basics.
A sound operating habit is to force design review around business consequences, not just geometry.
- Ask where yield risk sits: Difficult transitions and uneven sections usually show up as recurring production headaches.
- Ask what requires secondary machining: Every “small cleanup” operation can multiply across volume.
- Ask which features are customer-critical: Not every dimension deserves the same cost structure.
- Ask whether the design scales: A prototype that can be coaxed through production isn't the same as a production-ready part.
The broader discipline of manufacturing process improvement matters here because design and process capability should be managed together, not as separate conversations.
Draft angles are a design decision, not a slogan
One of the most oversimplified talking points in precision casting is the claim that investment casting removes draft-angle concerns. There's some truth there. Investment casting can often work with very low draft because wax patterns shrink away from the mold more favorably than some other processes. But “no draft required” is not a serious design philosophy.
Public guidance on investment casting draft angles recognizes that exceptions matter, particularly where release risk, tooling durability, cores, or downstream machining can justify extra draft, as discussed in Impro's note on draft angles in investment casting. That's a key executive lesson. Design freedom isn't free if it increases scrap risk or complicates tooling life.
A useful internal question is this: are we avoiding draft because it improves the economics of the part, or because nobody wants to revisit the model? Those are not the same thing.
Don't let “design freedom” turn into a hidden tax on production stability.
Rapid pattern iteration changes the economics
Another shift worth watching is the growing use of rapid-prototyped patterns and related digital workflows. Even without forcing hard numbers where public data is thin, the strategic impact is easy to see. Faster pattern iteration lets teams test geometry, gating assumptions, and manufacturability earlier, before committing too much money or organizational momentum to the wrong version.
That changes decision-making in two ways. First, it compresses learning. Second, it can reduce the political resistance to revising a flawed design, because the cost of iteration feels more manageable than traditional tooling-first thinking.
For business leaders, this matters because design lock shouldn't be driven by ego or inertia. It should be driven by evidence that the part will run cleanly at production scale.
Ensuring Quality and Consistency in Production
Quality assurance in precision casting isn't about generating impressive paperwork. It's about reducing the chance that a defective or unstable process makes its way into customer shipments, field failures, or regulatory trouble.
Inspection should answer business questions
Different inspection methods answer different risks. Fluorescent Penetrant Inspection is useful when the concern is surface-breaking discontinuities. Radiographic testing helps reveal internal conditions that you can't verify from the outside. Coordinate Measuring Machines, or CMMs, support dimensional verification where geometry and tolerance stack-up need objective confirmation.
A mature supply chain uses these tools with purpose. If the part is safety-critical, inspection should align directly with the failure modes that matter. If the part's commercial risk is mostly dimensional fit inside a larger assembly, metrology discipline becomes central.
That sounds obvious, but many organizations still over-inspect the wrong characteristics and under-control the actual sources of variation.
Consistency comes from control, not sorting
The weakest quality systems try to inspect quality into the product. The better ones build it into the process and then use inspection to confirm that the controls are working.
A practical supplier review should include questions like these:
| Quality Question | Why It Matters |
|---|---|
| What defects are most likely for this geometry? | It shows whether the supplier understands the real process risks. |
| Which characteristics are controlled in-process? | It reveals whether quality is proactive or mostly reactive. |
| What triggers corrective action? | It tells you how quickly drift is recognized and addressed. |
| How is dimensional consistency verified across runs? | It tests whether repeatability is treated as a production issue, not just a lab exercise. |
The strategic payoff is straightforward. Consistency protects brand reputation, certification standing, and delivery credibility. In high-consequence markets, those aren't soft benefits. They are part of enterprise value.
A rejected lot hurts this month's margin. A quality escape can hurt the next customer renewal, the next audit, and the next acquisition conversation.
The Business Case When to Choose Precision Casting
The commercial decision usually comes down to one comparison. Should you cast the part near net shape, or should you machine it from solid stock and accept the material removal, cycle time, and process burden that come with it?
The most useful current framing comes from RLM Castings' discussion of precision engineering with casting. Their core point is the right one. The decision hinges on total cost and throughput, and the business case for precision casting strengthens when design complexity is high, batch sizes are moderate to large, and the material is expensive, because near-net-shape production reduces the waste associated with subtractive machining.
Where casting wins
Casting usually gets stronger as part geometry becomes harder to machine efficiently. Internal passages, flowing contours, thin features, and multi-surface complexity all increase the burden on CNC setups, tool access, programming, and scrap exposure.
It also gets stronger when the material itself is costly enough that waste matters. If you're cutting away a large share of purchased material just to arrive at the final shape, you should at least force a serious casting review. The same applies when production volume moves beyond pure prototype logic and into repeatable manufacturing where tooling investment can be amortized over a broader run.
There's also a strategic supply-chain angle. Near-net-shape production can reduce dependence on extended machining time and preserve machining capacity for features that need it. That can matter more than widely recognized when lead times tighten.
For industrial manufacturers trying to communicate these kinds of technical advantages clearly to the market, strong positioning matters too. A thoughtful look at industrial online marketing strategies can help companies explain complex manufacturing value in a way buyers can understand.
Where machining still makes more sense
Casting is not automatically the right answer. If the part is simple, the volume is low, and the geometry doesn't punish subtractive manufacturing, CNC may remain the cleaner option. The same goes for situations where design changes are still frequent enough that tooling commitment would create friction rather than savings.
Machining can also make sense when a part requires extremely localized tolerances or features that would need secondary operations anyway. In those cases, trying to force a casting-first strategy can add complexity without reducing total cost.
The mistake is ideological thinking. “We're a machining company” and “we're a casting company” are both weak positions if they keep you from choosing the most economic route for the part.
A practical executive checklist
When I evaluate whether precision casting belongs in the manufacturing strategy, I look for a pattern of business signals:
- The shape is complex: The part geometry creates obvious machining difficulty or material waste.
- The material is expensive: Scrap and buy-to-finish economics are too painful to ignore.
- Volume is repeatable: The program has enough continuity to justify process development and tooling.
- Quality expectations are high: Surface finish, consistency, and dimensional stability have real commercial value.
- Scale matters: The business needs a production path that can support growth without turning every new order into a machining bottleneck.
If most of those conditions are present, precision casting deserves serious consideration. If only one is present, machining may still be the better answer.
Scaling the right manufacturing model is part of the broader leadership challenge in industrial businesses. That's why the discipline behind business scaling strategy matters as much as the process choice itself. The process has to fit the company you're trying to build, not just the part you're trying to make.
If you're evaluating manufacturing strategy, supplier capability, or the next operational move for an industrial business, Hasit Vibhakar brings a CEO's perspective shaped by decades in aerospace, advanced manufacturing, and scalable value creation. His work connects engineering decisions to enterprise outcomes, which is where the key advantage lies.


Leave a Reply