
Your factory may already be profitable, busy, and growing, yet still run on a fragile operating model. The machines are producing. Sales is quoting aggressively. Finance is closing the month. But production status sits in one system, quality data lives in another, and the actual condition of the plant exists in spreadsheets, tribal knowledge, and hallway conversations. That setup works longer than it should, then breaks all at once when complexity rises.
Founders and CEOs usually feel the problem before they can name it. Inventory numbers look right until a hot order slips. A customer asks for traceability and the team scrambles. A senior operator knows exactly how to recover a line, but that knowledge isn't documented anywhere the business owns. At that point, manufacturing systems integration stops being an IT upgrade and becomes a value creation priority.
The broader market is moving in the same direction. The National Science Foundation Manufacturing Systems Integration program launched in May 2023 and remains active through 2026 to fund research into the digital integration of design and manufacturing, reflecting a strategic national effort to develop next-generation production capabilities. For executives, the message is clear. Integrated operations are becoming part of the competitive baseline.
For leaders thinking about scale, operational resilience, and eventual exit readiness, the question isn't whether systems should talk. It's whether the company can afford to keep making decisions without a reliable digital thread from the front office to the shop floor. A strong MES strategy in manufacturing often becomes the first practical bridge.
Table of Contents
- The High Cost of a Disconnected Factory Floor
- What Is Manufacturing Systems Integration Really
- The Digital Architecture of a Modern Factory
- Quantifying the Business Case and ROI
- A Strategic Roadmap for Implementation
- Navigating the Human Element of Integration
- Building a Future-Proof and Valuable Operation
The High Cost of a Disconnected Factory Floor
A disconnected plant rarely looks broken from the parking lot. Inside, it runs on workarounds. Supervisors call for machine status because the ERP can't see the line. Quality teams inspect after the fact because process data isn't tied to the lot. Purchasing reacts late because inventory accuracy depends on manual updates that happen after production, not during it.
That operating model gets expensive in subtle ways first. Scheduling buffers grow. Expedites become normal. Managers spend time reconciling reports instead of improving throughput. Over time, the business develops a dangerous habit of depending on key individuals rather than controlled systems.
The executive problem behind the technical problem
This is why manufacturing systems integration deserves board-level attention. The issue isn't only that one application doesn't connect to another. The issue is that the company can't demonstrate control, repeatability, and visibility at the level that growth, customers, lenders, and acquirers expect.
In practical terms, disconnected systems create three risks:
- Execution risk: Production decisions rely on delayed or incomplete information.
- Knowledge risk: Critical process understanding lives with a few people instead of in the company.
- Valuation risk: Buyers discount businesses that can't prove their processes are transferable and scalable.
A factory can hit revenue targets and still carry hidden operational debt if its systems don't share data cleanly.
For founders, this matters earlier than most think. The same fragmentation that limits throughput also weakens diligence readiness. If a buyer asks how process control, traceability, quality, maintenance, and inventory tie together, "our team knows how it works" is not a strong answer. A connected operating environment is more than an efficiency play. It's evidence that the business can scale without depending on founder intuition alone.
What Is Manufacturing Systems Integration Really
Manufacturing systems integration is the disciplined work of connecting machines, controls, operational software, and enterprise systems so the business runs as one coordinated operation instead of a patchwork of isolated tools.
The best analogy is a central nervous system. Without it, the limbs can move, but they don't coordinate well. A factory can operate the same way. The CNCs may cut parts, the PLCs may run sequences, SCADA may display machine conditions, and the ERP may issue work orders, yet none of those systems accurately understands what the others are doing at the moment it matters.
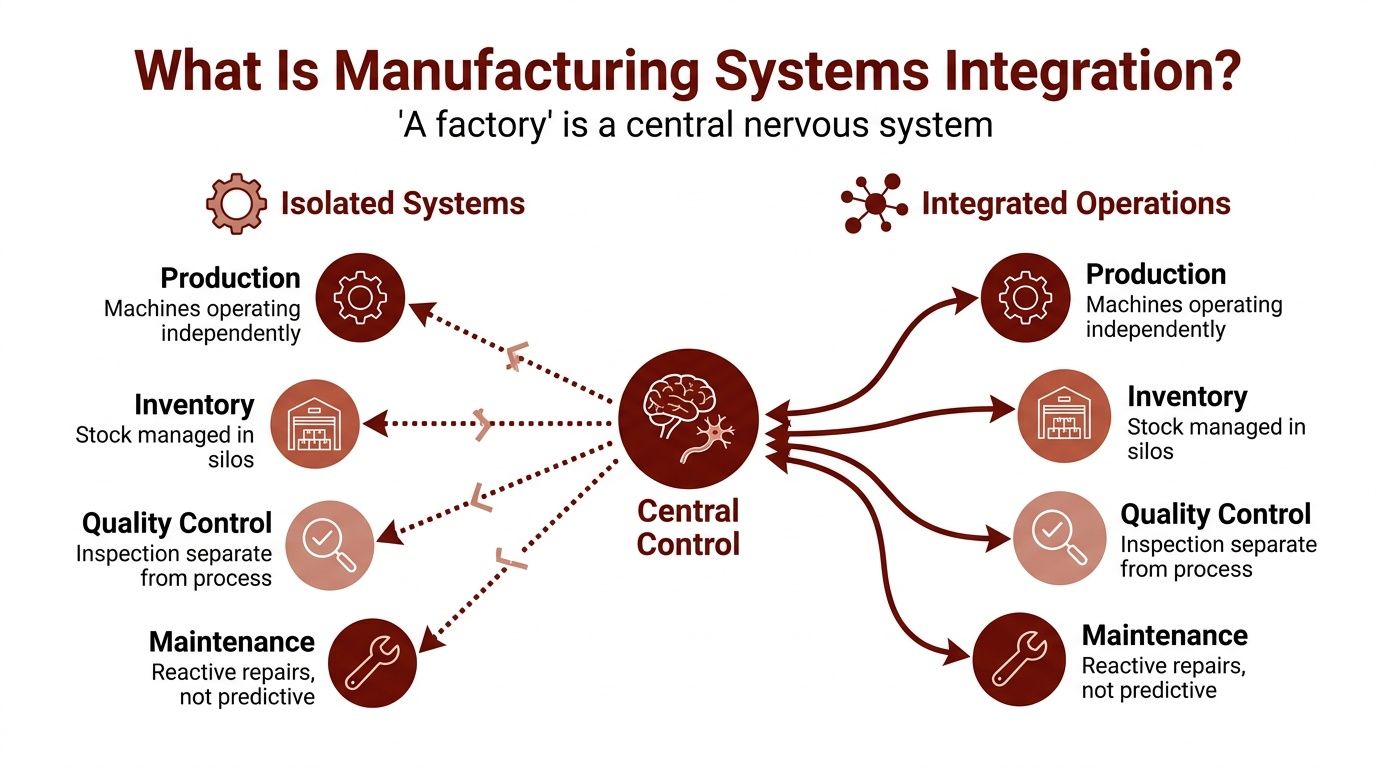
One operation, not five separate systems
In a healthy architecture, ERP provides commercial logic. MES translates that logic into executable production activity. SCADA and PLC layers manage equipment behavior. Sensors and IIoT devices report conditions from the line. Quality and maintenance systems add the control loops that protect output and uptime.
Integration creates the pathways between those layers. It tells the business:
- What is happening now on the floor
- What should happen next based on plan and constraints
- What happened before for traceability, quality, and root cause analysis
Without that, companies end up with duplicate entries, mismatched timestamps, and competing versions of the truth.
What integration changes day to day
A fully integrated environment doesn't just "connect software." It changes operating behavior.
Instead of printing a work order and hoping the latest revision reached the line, the plant works from controlled digital instructions. Instead of maintenance reacting to failures based on operator memory, the maintenance team sees conditions and patterns in context. Instead of finance closing the month with manual reconciliations from production logs, the business pulls structured operational data from connected systems.
The practical foundation is data standardization and centralization. According to SNIC Solutions on integrating manufacturing software, integration built on unified information architectures can reduce manual entry errors by up to 90%, reduce downtime by 30-40%, and improve resource utilization rates by 25% when real-time data analytics guide execution. Those outcomes don't come from buying another dashboard. They come from designing a common data model and making systems exchange information cleanly.
Practical rule: If each department defines the same production event differently, your factory isn't integrated. It's digitized confusion.
That distinction matters for CEOs. A disconnected factory can own good machines and expensive software and still operate like a collection of departments. Manufacturing systems integration turns those separate assets into one operating system for the enterprise.
The Digital Architecture of a Modern Factory
Most executive teams hear the acronyms long before they get a useful explanation. ERP, MES, SCADA, PLM, PLC, IIoT. Treated separately, they sound like vendor categories. Treated properly, they form a hierarchy of control and information.
The simplest way to think about the stack is this. Some systems decide. Some systems execute. Some systems sense. Trouble begins when leaders buy them in isolation and assume data will sort itself out later.
How the stack should work
ERP sits at the business layer. It handles planning, purchasing, inventory accounting, customer orders, and financial control. ERP answers, "What should we make, when, and with what resources?"
PLM manages the product definition. It owns revisions, engineering intent, specifications, and lifecycle change. PLM answers, "What exactly are we building?"
MES sits in the middle and turns plan into controlled production. It manages work execution, routing, labor reporting, traceability, WIP visibility, and production status. MES answers, "What is happening on the plant floor right now?"
SCADA supervises equipment and process states. It gives operators and engineers visibility into machine conditions, alarms, and runtime data. SCADA answers, "How is the process behaving?"
PLCs and machine controllers run the physical process. They start, stop, sequence, interlock, and protect equipment.
IIoT devices and sensors expand visibility. They capture vibration, temperature, energy, pressure, location, and other signals that traditional control systems may not aggregate well across the facility.
If those layers are connected cleanly, a revision released in PLM can flow into executable instructions, production results can return to ERP, and machine conditions can inform maintenance and quality in context.
Core Manufacturing Systems and Their Functions
| System | Primary Function | Scope |
|---|---|---|
| ERP | Business planning, order management, purchasing, finance, inventory control | Enterprise-wide |
| PLM | Product data, revision control, engineering changes, lifecycle management | Engineering to production handoff |
| MES | Production execution, traceability, WIP control, labor and process visibility | Plant and line operations |
| SCADA | Process monitoring, alarms, supervisory control, equipment visibility | Machine clusters and process areas |
| PLC | Real-time machine control and automation logic | Individual equipment and cells |
| IIoT | Sensor data capture, condition monitoring, edge connectivity | Assets, utilities, and environmental data |
| QMS | Nonconformance, CAPA, inspection workflows, quality records | Quality across operations |
| CMMS or maintenance system | Preventive and corrective maintenance management | Asset reliability and service history |
This architecture has a governance implication that many leaders miss. Every new machine, software tool, or connected device adds lifecycle obligations. It must be secured, maintained, documented, and eventually retired. That's one reason manufacturers should treat decommissioning and data-bearing hardware disposal as part of integration planning. For companies updating plant systems in the Midwest, ITAD services for Detroit businesses can be a useful operational reference when legacy IT and OT assets need controlled disposition.
A sound architecture also avoids the common trap of connecting everything point to point. That may work for one line. It becomes brittle across a plant network. The better approach is a governed integration layer, clean interfaces, and disciplined ownership of master data. Executives evaluating plant modernization should view this as a business architecture problem as much as a technical one. A strong understanding of advanced manufacturing technology strategy helps frame those decisions at the enterprise level.
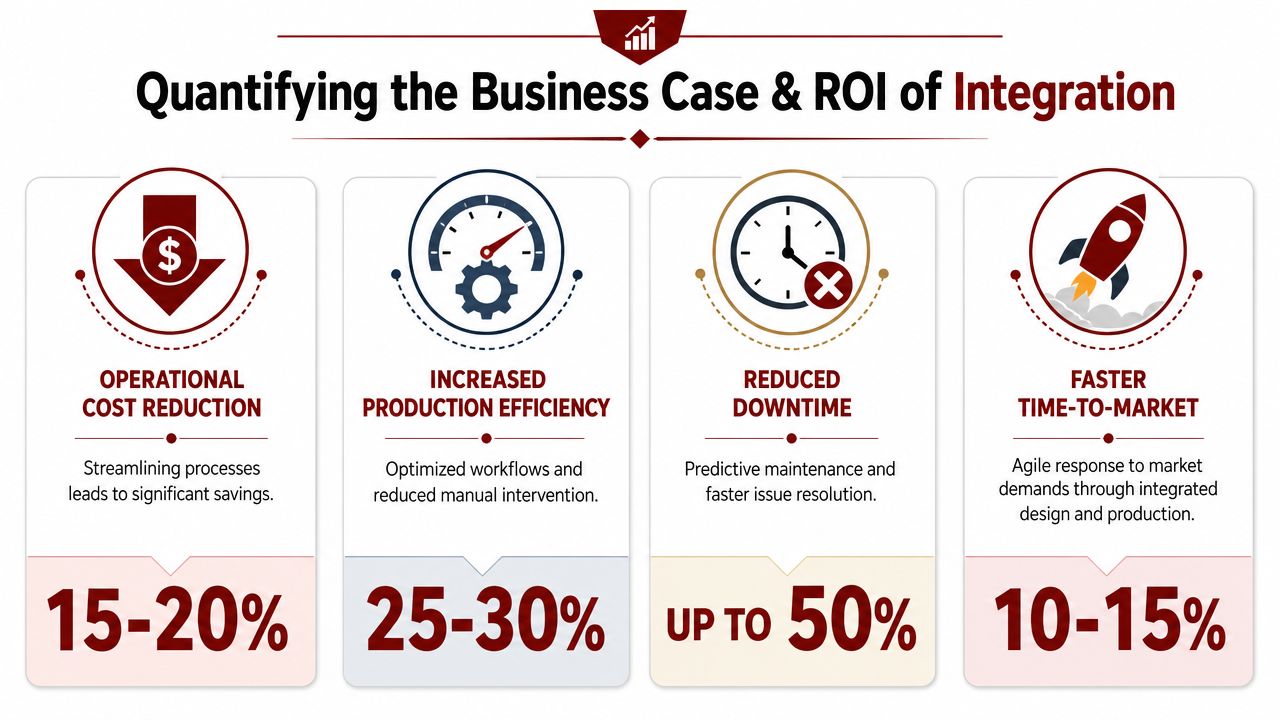
Quantifying the Business Case and ROI
A CEO usually sees the integration problem when the plant looks busy but cash conversion, schedule performance, and margin still disappoint. Orders are in the system. Machines are running. Supervisors are chasing updates across whiteboards, spreadsheets, machine HMIs, and ERP screens. The plant is producing, but management is still operating with partial visibility. That gap is where ROI gets won or lost.
Manufacturing systems integration earns its return when it is treated as an operating discipline with financial consequences. The gains show up in labor efficiency, asset use, downtime reduction, data accuracy, and tighter control of quality and flow. For owners planning to scale or exit, there is another payoff. An integrated operation is easier to diligence, easier to underwrite, and easier to transfer.
Where the return comes from
Operations leaders often explain integration in technical terms. Boards, lenders, and buyers care about economic terms.
A sound integration program improves results through a few repeatable mechanisms:
- Less manual reconciliation: Teams stop re-entering production, inventory, quality, and maintenance data across disconnected tools.
- Faster response to disruptions: Supervisors and planners see constraints earlier and make decisions with current plant context.
- Better throughput control: Scheduling, material availability, labor assignment, and machine status stay aligned more consistently.
- Stronger quality execution: Process data ties back to lots, routings, inspections, and outcomes, which shortens root cause analysis and reduces repeat defects.
Analysts at Wootz on system integration in manufacturing found that well-executed integration can reduce changeover times by 45% and improve overall equipment effectiveness by 20-30%. Those gains matter because they convert directly into usable capacity, better labor productivity, and more reliable delivery performance.
The finance case gets stronger when leadership tracks a short list of measures tied to enterprise value. Start with schedule adherence, changeover loss, manual transaction volume, scrap by cause, maintenance interruption patterns, and OEE on constrained assets. Then connect those numbers to gross margin, working capital, and customer retention. Teams that need sharper discipline on measurement should define a clear set of manufacturing KPI measurements before they approve major integration spend.
Integration pays back fastest where repetitive decisions still depend on manual workarounds.
Why buyers pay more for integrated operations
Founders often underprice this point. Integration improves current performance, but it also reduces transaction risk.
Buyers pay for transferability. They want evidence that process knowledge lives in systems, controls, and data, not in the head of a founder, plant manager, or tenured supervisor. When production history, quality records, maintenance discipline, routing logic, and exception handling are documented across connected systems, the company looks more repeatable and less fragile.
I have seen this play out in sale processes. Buyers assign higher confidence to businesses that can demonstrate traceability, controlled execution, stable reporting, and lower dependence on heroic oversight. That confidence affects how aggressively they underwrite growth, how much operational risk they price into the deal, and how hard they push on diligence findings.
The practical test is simple. If the integration plan cannot be tied to margin improvement, risk reduction, and exit readiness, the business case is still incomplete.
A Strategic Roadmap for Implementation
A founder approves a major integration budget, six months pass, and the plant still runs on spreadsheets, tribal knowledge, and daily workarounds. I have seen that pattern more than once. The problem usually starts before a single connector is built. Leadership treats integration as a software purchase instead of an operating model decision.
The companies that get value from integration make three choices early. They set a narrow business objective, assign cross-functional ownership, and force the project to earn the right to scale. That discipline matters for more than project control. It protects cash, shortens time to proof, and builds a cleaner story for lenders, buyers, and investors who want evidence that growth does not depend on heroics.

Phase one starts with governance, not software
Start with the current-state map. Document which systems run production, quality, maintenance, planning, and finance. Then identify who owns each system, which data fields matter, where data is re-entered by hand, and where reports are patched together outside the system.
This exercise exposes the actual plant architecture, not the version shown on an org chart.
It also surfaces a trade-off executives need to face early. Broad scope creates political momentum, but it slows decisions and expands failure points. Narrow scope limits disruption, but it can understate the upside if the pilot is too isolated from real production pressure. Choose a scope that is meaningful enough to affect plant performance and contained enough to manage tightly.
Three decisions should be made before vendor selection:
- Set one primary business objective. Target throughput, traceability, schedule adherence, inventory accuracy, quality response, or acquisition readiness. One priority is enough for a first phase.
- Define a short scorecard. A pilot should prove a few outcomes that matter financially and operationally.
- Name the decision owners. Operations, IT, engineering, and finance each own part of the result. If one function runs the project alone, gaps show up at go-live.
Governance is the first architecture decision. The software stack comes after that.
Pilot first, then scale with standards
A pilot should answer one question: does the new data flow improve decisions on the floor and in the front office? If the answer is unclear, the project is not ready for plant-wide deployment.
Choose a pilot area with enough complexity to expose real issues. One line, one cell, or one machine family usually works. The area should have clear handoffs between machines, operators, supervisors, and business systems. That makes it easier to test data timing, exception handling, usability, and accountability under normal production conditions.
A sound pilot has four traits:
- Contained scope: limited assets and interfaces, with real operational relevance
- Clear system boundaries: defined links between controls, MES, ERP, quality, and reporting
- Named process owners: supervisors, planners, engineers, and finance leads, not only project managers
- Acceptance tests: data accuracy, response time, operator adoption, and measurable business impact
Avoid the common trap of picking the easiest line in the plant. Easy pilots produce clean presentations and weak learning. A better pilot sits in a value stream that matters to customers and margin, but is stable enough that the team can diagnose problems without constant firefighting.
Scale by reducing variation, not by copying faster
Once the pilot works, the next job is standardization. That is where many programs lose economic value. Teams rush to replicate interfaces across the plant, then discover that every line uses different naming, different alarm logic, different user permissions, and different exception paths. The result is a larger system with more maintenance burden and less trust.
Scale works best when the company defines a repeatable template. Standard tag structures, event definitions, master data rules, escalation paths, and training methods should be set before the second and third deployments. That lowers engineering effort, improves supportability, and gives leadership cleaner reporting across sites or product families.
At this stage, I advise CEOs to watch three operating disciplines closely:
- Data stewardship: ownership of item masters, routings, revisions, downtime codes, and quality events
- Reliability integration: machine and process signals feeding maintenance workflows that technicians will use
- Continuous improvement: production, quality, and planning teams using the new visibility to tighten setup discipline, scheduling, labor deployment, and response times
The end goal is a business that converts operating data into repeatable execution. That improves margins today. It also raises enterprise value because buyers pay more for companies whose performance is built into systems, controls, and process discipline rather than individual memory.
Navigating the Human Element of Integration
Most companies say their integration project is about technology. In practice, the hard part is behavior. Systems can be connected and still fail if supervisors don't trust the screens, operators aren't trained on the new workflow, and engineers design around people instead of with them.

The data on barriers makes that point clearly. According to a 2024 Software Advice report on manufacturing system integration barriers, the top barriers are data migration problems at 45% and integration issues at 44%, while 28% of respondents cite inadequate user training as a primary cause of failure. That mix is telling. The project doesn't break only because systems are hard to connect. It breaks because the organization isn't prepared to operate differently.
Training failure is usually leadership failure
Companies often treat training as a go-live event. That's too late. Operators need context before they need clicks. Supervisors need to understand what decisions will shift. Planners need to know which old workarounds are being retired. Maintenance needs to know what new signals matter and which alarms can be ignored.
A practical training approach has three parts:
- Role-based instruction: Teach each group the decisions they must make, not the entire system map.
- Workflow rehearsal: Run real production scenarios, including exceptions, before launch.
- Floor support after go-live: Put knowledgeable people where confusion appears, not in a conference room.
If the team still depends on side spreadsheets after launch, the implementation isn't adopted. It's merely installed.
One of the most overlooked problems is language. Engineers talk in interfaces, tags, and protocols. Operators talk in part numbers, setups, downtime causes, and shift realities. Good leaders force those worlds to meet before configuration starts. Otherwise the system mirrors the logic of the implementation team rather than the reality of the factory.
Shop floor adoption has to be designed
Process redesign matters just as much as software design. Integration changes who enters data, when events are recorded, how exceptions are escalated, and what evidence the company keeps. If those shifts aren't explicit, people default to old habits.
This short overview captures the issue well:
The best plants handle change management with discipline:
- They involve line leaders early. Operators and supervisors help shape screen logic, transaction timing, and escalation rules.
- They remove duplicate work. If people must enter the same event in two places, resistance is rational.
- They make success visible. Show how better data improves scheduling, quality response, and less firefighting.
- They protect dignity. New systems should make experienced people more effective, not make them feel replaced.
There is also a broader workforce issue that executives should not ignore. Integration initiatives often assume the labor model will adapt on its own. It won't. Teams need upskilling, simple interfaces, and operating discipline that respects mixed technical abilities across shifts. In many plants, ROI depends as much on human-system design as on middleware.
That is why the strongest integration programs are run like operating transformations. They address trust, incentives, workflows, and management cadence at the same time as APIs, data models, and machine connectivity.
Building a Future-Proof and Valuable Operation
The companies that create lasting value in manufacturing don't rely on heroic management or tribal knowledge. They build operations that can sense problems early, execute consistently, and prove control to customers, lenders, and buyers. Manufacturing systems integration is one of the clearest ways to get there.
For CEOs and founders, the strategic logic is straightforward. A connected plant responds faster because information moves without waiting for manual translation. It scales better because process knowledge is embedded in systems and workflows, not trapped in a few experienced heads. It becomes more resilient because quality, maintenance, production, and finance operate from a shared version of reality.
That matters whether you're holding the business for years or preparing for an eventual transaction. Integrated operations help management run tighter. They also help outsiders underwrite the business with more confidence. In a market that rewards repeatability and transferability, that combination is powerful.
The mistake is to frame integration as a standalone technology initiative. It isn't. It's a shareholder value initiative with technical components. Done poorly, it creates cost and disruption. Done well, it strengthens margin, governance, institutional knowledge, and enterprise value at the same time.
The manufacturers that will command the strongest positions in the next cycle won't solely own better equipment. They'll run better systems. Above all, they'll own the process discipline and digital visibility that make those systems matter.
Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors. More information can be obtained at Hasit Vibhakar.


Leave a Reply