
A machining business I know hit a familiar wall. Orders were there, demand was there, but margins kept leaking out through downtime, scrap, long setup cycles, and too many decisions made with yesterday's data.
That's where advanced manufacturing technology stops being a plant issue and becomes a CEO issue.
Table of Contents
- The Manufacturing Crossroads Strategic Imperative or Stagnation
- Decoding the Advanced Manufacturing Technology Stack
- The Business Case Translating Tech into Tangible ROI
- An Implementation Roadmap for Scaling Manufacturers
- Investment Strategy and M&A Opportunities
- Measuring Success with Executive-Level KPIs
- Your Next Move Charting Your Company's Future
The Manufacturing Crossroads Strategic Imperative or Stagnation
Most manufacturers don't fail because demand disappears. They fail because the operating model stops scaling before the commercial engine does.
You've seen it. Sales wins new programs. Customers ask for tighter tolerances, faster lead times, more traceability, and shorter product cycles. The legacy plant responds by adding labor, adding overtime, and pushing older equipment harder. That works for a while, then it breaks. Quality slips. Lead times stretch. Cash gets trapped in inventory and rework. At that point, management has a choice. Keep defending an old model, or build a better one.
The strategic case is already visible at the market level. The advanced manufacturing sector in the UK alone is valued at approximately £425.5 billion and is projected to reach £487.3 billion by 2027, reflecting stronger adoption of automation, AI, and additive manufacturing as part of industrial competitiveness and resilience, according to The Data City's advanced manufacturing market report.
That matters because buyers, lenders, and investors aren't only evaluating your current revenue. They're evaluating whether your operation can scale without destroying margin.
The real strategic question
Advanced manufacturing technology isn't a gadget stack. It's a system for improving throughput, precision, repeatability, and decision quality. It lets management replace heroic firefighting with controllable execution.
Practical rule: If growth requires proportional increases in labor, inventory, and management attention, your business isn't scaling. It's swelling.
A strong operator treats technology as a value-creation lever in four directions:
- Margin expansion: Better process control reduces scrap, rework, and avoidable downtime.
- Commercial advantage: Faster quoting, better consistency, and stronger traceability win better customers.
- Capacity creation: Smart automation adds effective output before you add square footage.
- Exit readiness: A disciplined digital operating model is easier to diligence and easier to underwrite.
Why this is now a board issue
The old view was simple. Engineering picked equipment, operations ran it, and finance approved the capex. That model is obsolete. Today, advanced manufacturing technology affects pricing power, resilience, customer retention, and acquisition attractiveness.
About Hasit Vibhakar. Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors. More information can be obtained at Hasit Vibhakar.
Decoding the Advanced Manufacturing Technology Stack
A CEO doesn't need to become a controls engineer. But you do need to know what each layer of the stack does to cost, speed, and enterprise value.
Start with a visual map of the stack executives should understand.
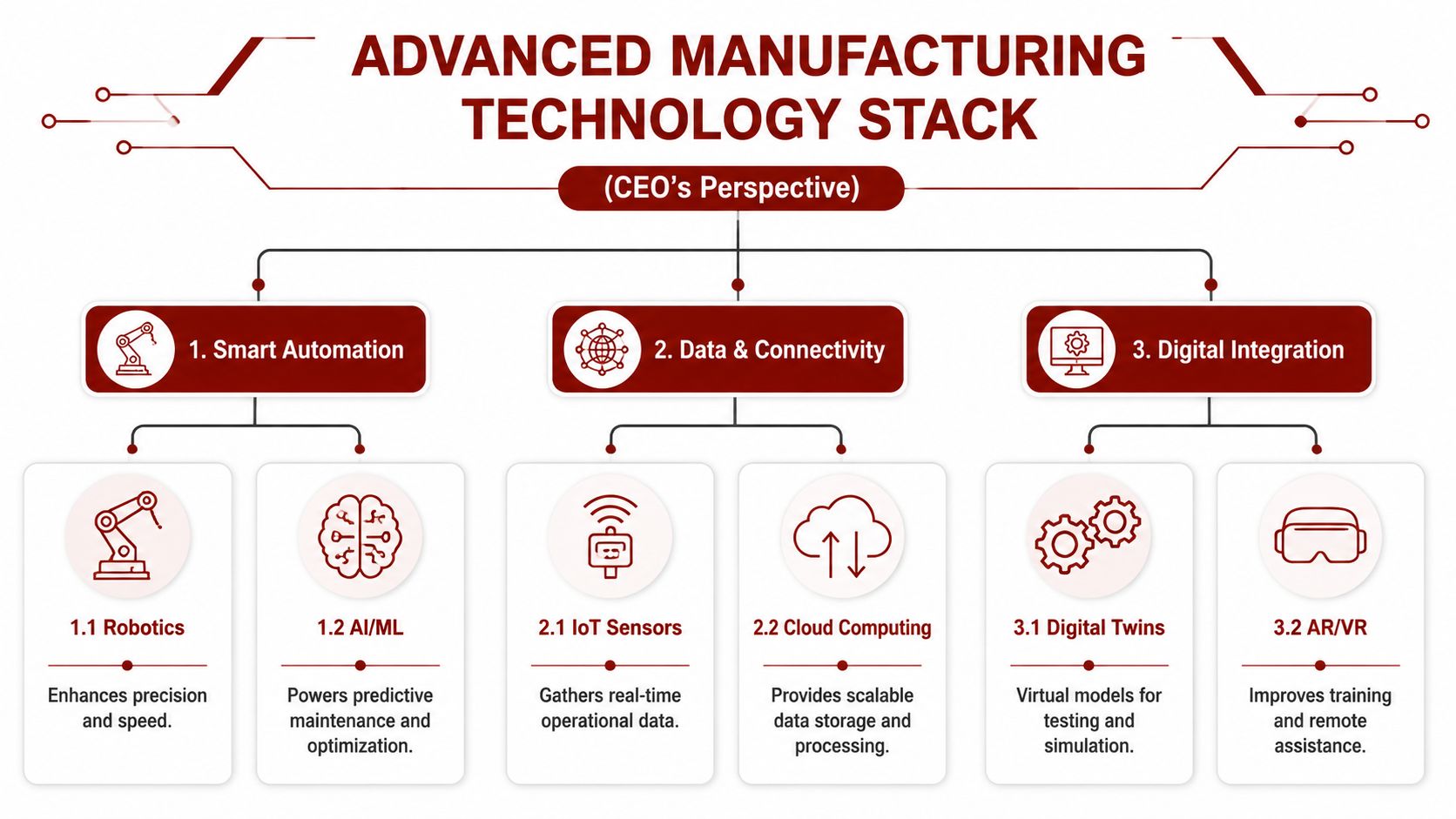
What the term actually means in business terms
The U.S. government defines advanced manufacturing as production using information, automation, computation, software, sensing, and networking. That matters because it shifts the factory from isolated machines to connected systems. In sectors like aerospace, that integration of IIoT and machine-to-machine communication can increase productivity by 25% and reduce waste by 30%, as outlined by Manufacturing.gov's definition of advanced manufacturing.
That's the definition. Here's the operating translation. Advanced manufacturing technology connects machines, data, and workflows so management can make better decisions faster, and eventually automate the decisions that should never have required human delay in the first place.
For executives who want a plain-English overview of connected equipment and plant data flows, this Industrial IoT guide is a useful primer.
A practical way to think about the stack is this:
| Technology | Core Function | Primary Business Application |
|---|---|---|
| Additive manufacturing | Builds parts layer by layer | Rapid prototyping, complex geometry, low-volume high-value production |
| Advanced CNC machining | Removes material with high precision | Tight-tolerance parts, repeatable production, finishing critical components |
| Robotics and automation | Executes repetitive physical tasks | Throughput, consistency, labor redeployment |
| Digital twins | Simulates assets and processes virtually | Process testing, line changes, risk reduction |
| IoT and IIoT | Captures real-time machine and process data | Monitoring, maintenance, traceability |
| AI and ML | Finds patterns and recommends or automates action | Forecasting, anomaly detection, process optimization |
| AR and VR | Guides operators and supports remote training | Faster onboarding, support, maintenance assistance |
The stack that changes enterprise value
Additive manufacturing is your shortcut when tooling lead times or geometry complexity choke growth. It's especially valuable when product mix changes fast or when engineering needs to validate iterations without waiting on conventional setup cycles.
Advanced CNC machining remains the backbone in precision manufacturing. It's not old school. It becomes far more valuable when paired with better scheduling, toolpath data, in-process measurement, and automated loading.
A robotics layer should be evaluated through the lens of bottlenecks, not novelty. Don't automate a non-constraint. Automate the repetitive, hazardous, or quality-sensitive step that limits shipment velocity.
Later in the stack, digital twins act like a flight simulator for your production line. You can model layout changes, process changes, and capacity decisions before you disrupt the actual plant.
Software starts to matter more than many industrial leaders admit. Systems that connect planning, machine status, work instructions, and quality data tighten execution. A practical reference point is this discussion of manufacturing execution systems by Hasit Vibhakar, especially if you're trying to close the gap between ERP planning and what transpires on the floor.
Before you spend on anything, understand how the pieces interact in practice.
Smart plants don't win because they own more software. They win because they close the delay between signal, decision, and action.
The Business Case Translating Tech into Tangible ROI
The business case has to survive scrutiny from finance, operations, and investors. If it only sounds good in a demo, it's useless.
Where the return shows up first
The cleanest ROI usually appears in maintenance, uptime, and throughput. IIoT connected to real-time analytics can improve predictive maintenance accuracy by 30–40%, reduce unplanned downtime by up to 50%, and lift overall equipment effectiveness from an average of 65% to over 85%, according to NIST's overview of IIoT in manufacturing.
That's not a technical footnote. It changes the economics of the plant.
When downtime drops, three things happen fast. Output becomes more reliable. Expediting pressure eases. Working capital planning gets cleaner because schedules stop collapsing around preventable failures.
Why investors care about the same metrics operations teams track
Private equity doesn't buy machine specs. Strategic acquirers don't pay for buzzwords. They pay for predictable output, margin durability, and evidence that management can scale.
The strongest ROI case usually comes from combining several operational effects into one financial narrative:
- Less interruption: Better uptime improves shipment consistency and customer confidence.
- Lower waste burden: Process visibility cuts scrap, rework, and the hidden overhead tied to bad runs.
- Faster throughput: Stable lines improve schedule attainment and reduce firefighting.
- More usable capacity: You often create effective capacity before buying another machine.
If your capex model doesn't show impact on margin, capacity, and cash conversion, it isn't an investment thesis. It's an equipment request.
The mistake I see most often is a narrow payback model. Management teams justify advanced manufacturing technology with labor savings alone. That misses the larger value. The bigger payoff usually comes from a tighter operating system that supports pricing discipline, stronger on-time delivery, and cleaner scale.
A board should ask one blunt question before approving any project. Does this technology solve a constraint that matters to customers and economics, or does it just make the plant look more modern?
An Implementation Roadmap for Scaling Manufacturers
Most small and mid-sized manufacturers don't need a grand transformation program. They need sequence, discipline, and a hard stop on endless pilots.
Small- and medium-sized manufacturers represent 98% of all U.S. manufacturers, yet many still lag in technology adoption. Closing that gap requires practical financing tools, including options like the SBA's 7(a) Loan program and investment tax credits on capital expenditures, as discussed in the SCSP advanced manufacturing policy memo.
Use a staged roadmap. It's faster, less political, and easier to finance.
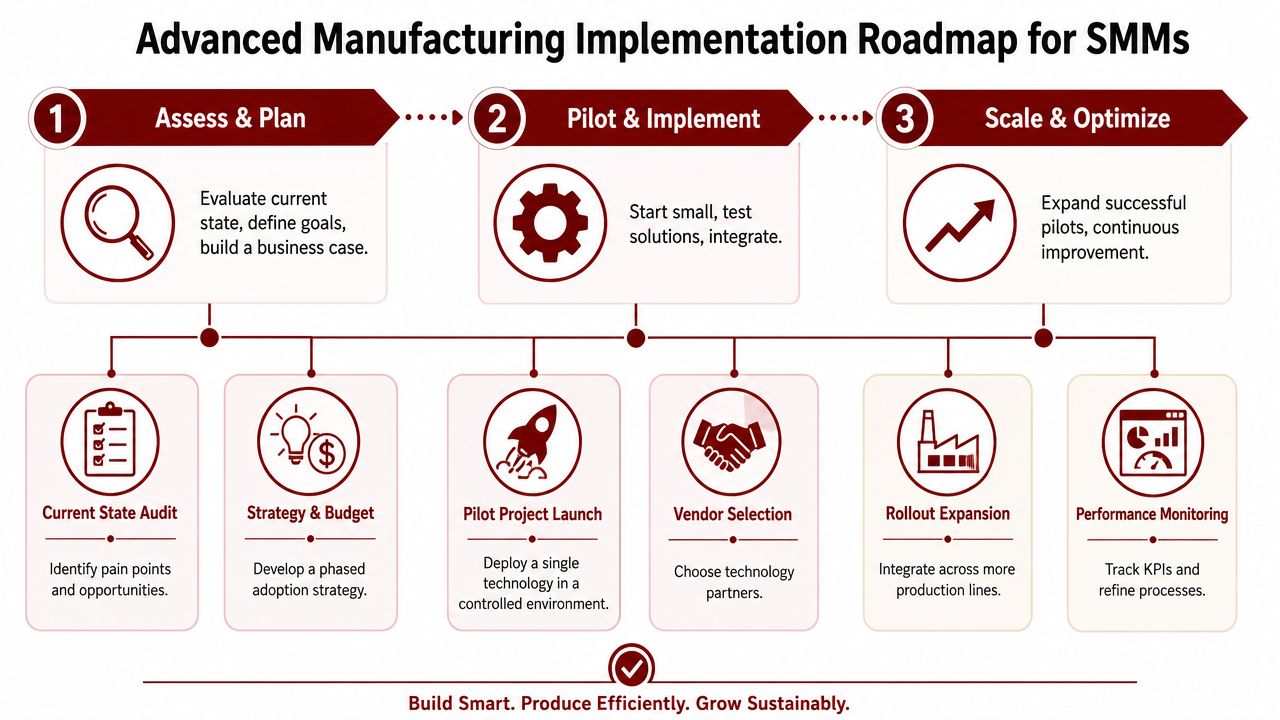
Phase 1 assess and plan
Start with a current-state audit. Don't begin with vendor demos. Begin with bottlenecks, scrap points, recurring maintenance failures, changeover delays, and missed customer requirements.
A useful first-pass review should identify:
- Constraint step: Which operation limits shipment volume or schedule reliability.
- Data blind spots: Where managers rely on manual logs, tribal knowledge, or delayed reports.
- Quality leakage: Where defects, rework, or traceability gaps hit margin and reputation.
- Capital priority: Which investment would improve economics fastest with manageable execution risk.
At this stage, define one business case, not five. One pilot. One line. One measurable operational problem.
Phase 2 pilot and implement
A pilot should be commercial, not academic. Choose the area where failure is survivable and success is visible.
Good pilot candidates usually share three traits. They touch a real bottleneck, they have available baseline data, and they can be implemented without disrupting the whole plant.
Your implementation team also needs a process backbone. If the shop runs on tribal workarounds and inconsistent handoffs, the technology won't save you. This is why process discipline matters. A practical reference for that side of execution is this discussion on manufacturing process improvement by Hasit Vibhakar.
Operating advice: Don't ask a pilot to prove everything. Ask it to prove one economic outcome that matters.
Vendor selection should be boring. That's a compliment. Favor integrators and software partners who can connect with your current systems, train your people, and support expansion without custom chaos.
Phase 3 scale and optimize
Once the pilot works, move quickly. Many manufacturers often get stuck at this point. They celebrate proof of concept, then never build the operating cadence to replicate it.
Use a scale plan with three controls:
- Standardize the playbook. Document setup, training, governance, and data ownership.
- Expand to similar use cases. Apply the same model to lines or plants with comparable bottlenecks.
- Review monthly at the executive level. Treat rollout as a growth initiative, not a side project.
The companies that win don't digitize everything at once. They stack wins. One bottleneck solved becomes the template for the next.
Investment Strategy and M&A Opportunities
Advanced manufacturing technology changes how buyers underwrite risk. That's why it belongs in your investment strategy, not just your operations budget.

What buyers actually pay for
Acquirers want a business they can scale without discovering operational fragility in diligence. A plant with connected processes, repeatable quality systems, and defensible technical capability is easier to buy and easier to integrate.
That's one reason additive manufacturing matters strategically. It enables on-demand production and complex geometries while reducing material waste by up to 40%, according to QAD's overview of additive manufacturing. In sectors where Hasit Vibhakar founded companies, integrating these capabilities was part of building businesses that reached a $250 million market cap and an $18 million+ valuation.
That's not about chasing a trend. It's about creating a moat around speed, geometry, responsiveness, and engineering capability.
How to use technology in a roll-up strategy
If you're building through acquisition, buy businesses with decent customer positions but weak operating systems. Then install a common playbook across quoting, planning, scheduling, quality, and machine data. The gains don't come from financial engineering alone. They come from operational convergence.
A disciplined investor should screen targets for these characteristics:
- Fragmented reporting: The company has demand and capability, but no reliable live operating view.
- Underused equipment: Assets exist, yet output is constrained by scheduling, maintenance, or setup discipline.
- Customer stickiness potential: The target serves demanding customers who reward quality and traceability.
- Technical adjacency: The target can benefit from shared automation, digital workflows, or additive capability.
Private equity leaders thinking through this lens should also look at private equity industrials by Hasit Vibhakar, particularly around platform building in lower middle market industrial businesses.
The best acquisition targets aren't perfect operators. They're businesses where better systems can unlock value quickly without changing the core market position.
Measuring Success with Executive-Level KPIs
Plant dashboards are often full of activity and empty of insight. Executives need a smaller set of metrics tied directly to value creation.
This is the right mental model.
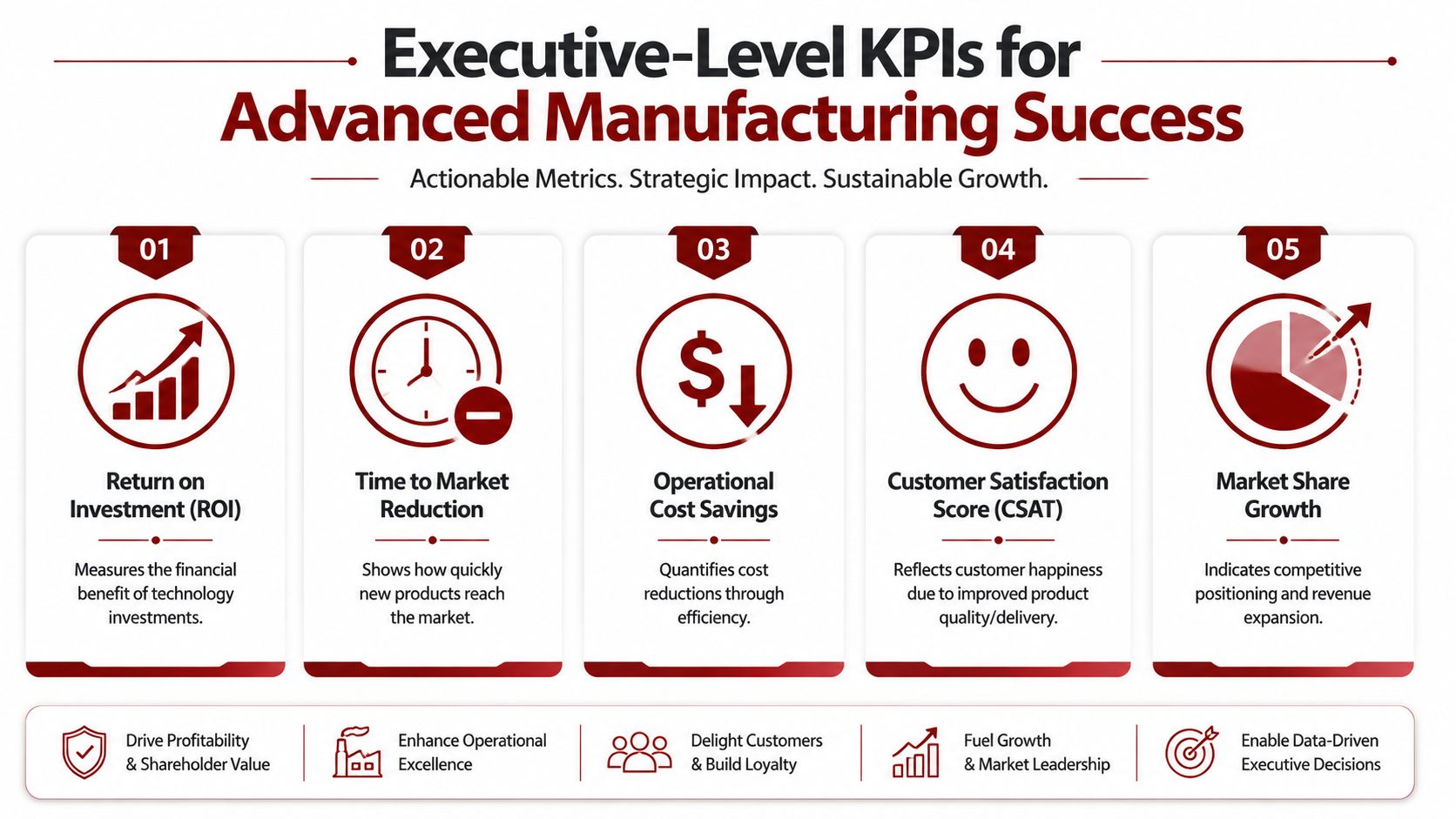
Build a board-level dashboard
Your board doesn't need a flood of machine alarms. It needs evidence that advanced manufacturing technology is improving the business economically.
Track KPIs in two layers.
Operational proof
- OEE trend: Use it as a health signal for asset productivity and execution discipline.
- Downtime by cause: Separate maintenance, setup, material, and scheduling losses.
- Scrap and rework trend: Connect defects to specific lines, products, or process changes.
- Lead time reliability: Focus on promise-versus-ship performance, not average cycle time alone.
Financial proof
- EBITDA quality: Margin should improve because execution is better, not because spending was deferred.
- Working capital intensity: Inventory, WIP, and expediting should become more disciplined.
- Return on invested capital: Capex should produce durable operating advantage.
- Cash conversion cycle: Better planning and output stability should free cash, not absorb more of it.
Separate signal from vanity
A lot of teams drown in metrics because nobody decides what matters. That's a governance problem, not a data problem.
Use three filters before any KPI makes it onto the executive dashboard:
| Filter | Question to ask | Why it matters |
|---|---|---|
| Materiality | Does this metric affect margin, cash, or customer retention? | It keeps attention on business outcomes |
| Actionability | Can a leader intervene when the metric moves? | It prevents passive reporting |
| Repeatability | Is the measure defined the same way every month? | It protects credibility with investors |
For leaders building KPI discipline across teams, this practical guide for leaders on OKR metrics is a helpful companion because it pushes measurement toward accountability instead of dashboard theater.
A useful dashboard should create decisions. If it only creates meetings, cut it down.
The strongest executive reviews tie shop-floor movement to P&L movement. When uptime improves, did gross margin respond? When quality stabilized, did customer claims fall? When scheduling got tighter, did inventory turns improve? That's the chain of evidence investors trust.
Your Next Move Charting Your Company's Future
Advanced manufacturing technology isn't a side initiative for engineering. It's a capital allocation decision, a growth strategy, and in many cases the difference between becoming a platform business or remaining a commodity operator.
The companies that create outsized value usually do three things well. They identify the operational constraint that is holding growth back. They deploy technology against that constraint with financial discipline. Then they turn the resulting operating model into a repeatable advantage.
If you're running a manufacturing business today, your next move should be immediate and practical:
- Run a technology audit tied to economics. Find the bottleneck hurting margin, lead time, or quality.
- Choose one pilot with executive sponsorship. Keep scope tight and define success in financial terms.
- Build the KPI chain to enterprise value. Make sure plant data flows into decisions about cash, returns, and scale.
That is the playbook. Not flashy transformation language. Not disconnected software purchases. Just disciplined operating improvement tied directly to shareholder value.
Leaders who move now will build more resilient, more efficient, and more attractive businesses. Leaders who wait will keep paying for the inefficiencies they already know they have.
If you're evaluating how advanced manufacturing technology fits your growth plan, acquisition strategy, or exit timeline, connect with Hasit Vibhakar. His background across aerospace, advanced manufacturing, industrial operations, and investor-led value creation makes him a practical resource for executives who need a sharper operating and capital strategy.


Leave a Reply