

A few years ago, an aerospace component that used to move through long lead times, multiple suppliers, and repeated inspection gates was redesigned into a single printed part. The manufacturing conversation changed instantly. It was no longer about whether 3D printing looked cutting-edge. It was about margin, throughput, and who would own the new economics.
Table of Contents
- Introduction The Shift from Making Things to Designing Value
- Beyond Prototypes How AM Redefines Manufacturing
- Key Industries Transformed by Additive Manufacturing
- Calculating the Real ROI of Additive Manufacturing
- Matching the Process to the Business Need
- Overcoming the Real Barriers Supply Chain and Certification
- Your First Steps in Evaluating Additive Manufacturing
Introduction The Shift from Making Things to Designing Value
The strategic importance of additive manufacturing isn't hard to see anymore. Markets have moved beyond curiosity. According to Grand View Research's additive manufacturing market outlook, the global additive manufacturing market was valued at USD 30.6 billion in 2025 and is projected to reach USD 168.9 billion by 2033, growing at a 23.9% CAGR from 2026 to 2033.
That kind of growth only happens when a technology stops being experimental and starts becoming operational. Executives don't fund this category because a printer can make an interesting prototype. They fund it because additive manufacturing applications can compress lead times, simplify assemblies, localize production, and create parts that standard machining or molding can't deliver economically.
In boardrooms, the wrong question is still common. Leaders ask, “Can this machine print our part?” The better question is, “Can this manufacturing model improve enterprise value?” Those are two very different conversations.
What changes when AM becomes strategic
Traditional manufacturing starts with process constraints. Additive manufacturing starts with design intent, then builds the part around performance, material use, and production logic. That shift affects product development, supply chain structure, service models, and capital allocation.
For executives in aerospace, advanced manufacturing, and industrial businesses, that is the turning point. You stop treating AM as an isolated engineering capability and start treating it as a lever for redesigning operations. That perspective is consistent with the broader thinking behind advanced manufacturing technology insights from Hasit Vibhakar, where competitiveness comes from how manufacturing systems create value, not just how they make parts.
Practical rule: If your AM initiative begins with machine selection instead of business model selection, you're probably solving the wrong problem.
About Hasit Vibhakar: Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors. More information can be obtained at HasitVibhakar.com.
Beyond Prototypes How AM Redefines Manufacturing
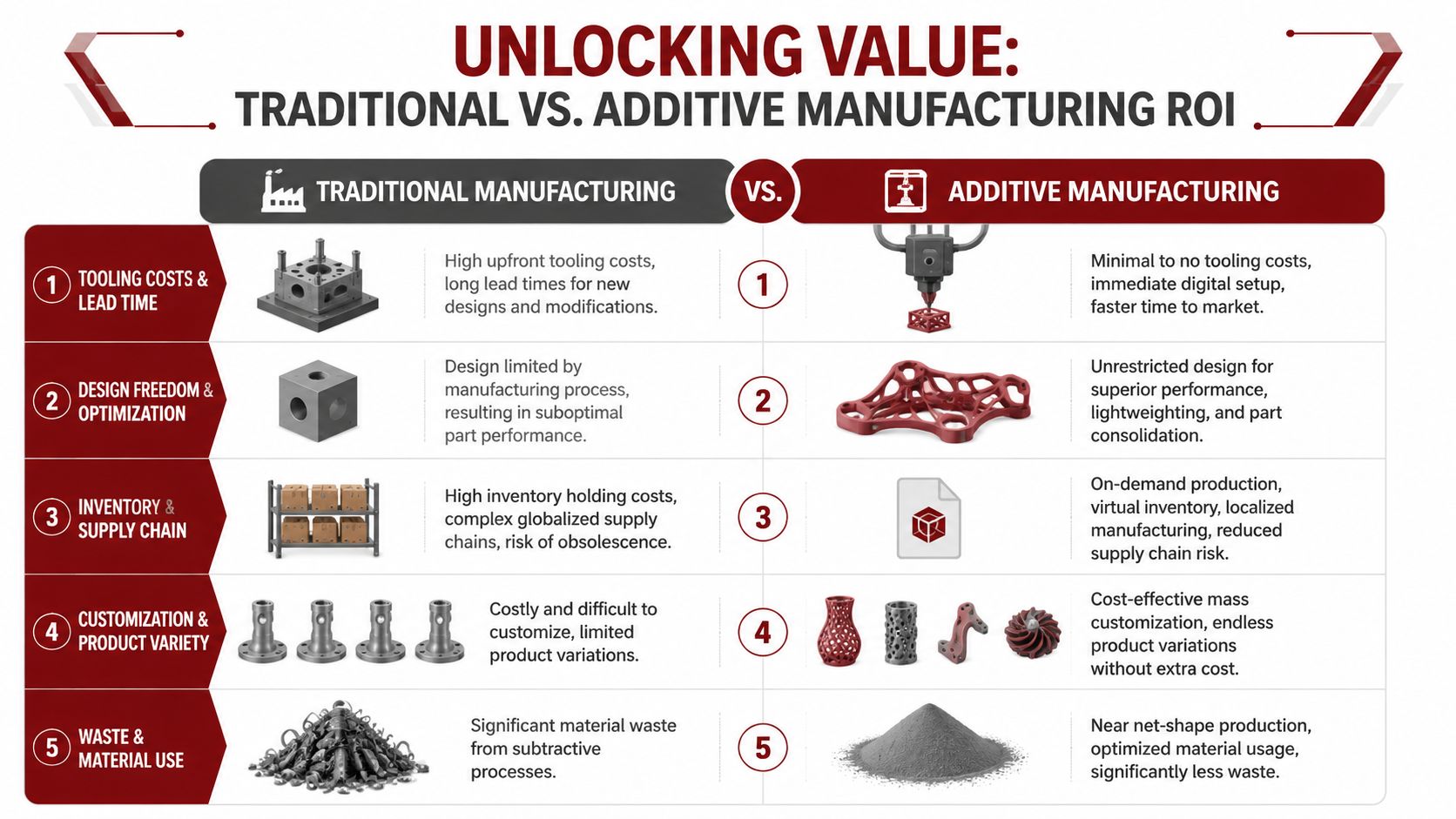
A subtractive process behaves like a sculptor carving marble. You start with more material than you need and remove it until the part appears. Additive manufacturing behaves more like a builder laying bricks. You place material only where the design requires it, layer by layer.
That difference sounds simple. In practice, it changes the economics of manufacturing.

Complexity stops being a penalty
In conventional manufacturing, complexity usually raises cost. More tooling, more setups, more machining passes, more assembly steps. In additive manufacturing, geometry often becomes a design problem rather than a tooling problem.
That's why additive manufacturing applications matter most where internal channels, lattice structures, lightweight forms, or one-off geometries create real value. Teams can pursue better thermal performance, weight reduction, or ergonomic fit without immediately triggering a cascade of manufacturing penalties.
This doesn't mean complexity is free in every situation. Build orientation, support strategy, post-processing, and inspection still matter. But the old assumption that better design always means harder manufacturing is no longer reliable.
Part consolidation changes more than the bill of materials
The most underrated AM benefit in executive discussions is part consolidation. When several components become one printed part, the company doesn't just save on assembly labor.
It may also reduce:
- Supplier exposure: Fewer vendors and fewer points of delay.
- Quality risk: Fewer interfaces, welds, fasteners, and tolerance stacks.
- Inventory burden: Fewer SKUs to forecast, stock, and manage.
- Maintenance complexity: Simpler replacement logic and documentation.
A part that looks slightly more expensive on a narrow piece-price basis can still be far better for the business once those surrounding costs are included.
The strongest additive programs don't win because they print faster. They win because they remove operational friction that nobody had fully priced before.
Customization becomes operationally feasible
Mass customization has been a slogan for years. AM gives it practical footing in the right use cases. Medical devices, dental products, service parts, premium industrial components, and specialized tooling all benefit when each unit can vary without requiring a new mold or a retooled production line.
That matters because many businesses don't need millions of identical parts. They need smaller runs, faster updates, and products tuned to customer requirements. Additive manufacturing applications fit that environment well.
A simple executive filter helps:
| Question | Traditional answer | Additive answer |
|---|---|---|
| Does variation increase cost? | Usually yes | Often less severely |
| Does design change trigger tooling work? | Usually yes | Often no tooling change |
| Is low-volume production penalized? | Frequently | Often more viable |
| Can design and production stay digitally linked? | Indirectly | More directly |
AM doesn't replace every factory logic. It replaces the logic where tooling rigidity, part count, or low-volume complexity have been holding the business back.
Key Industries Transformed by Additive Manufacturing
Industrial adoption becomes real when it survives pressure from safety, margin, and operational scrutiny. That's why the most useful proof points come from sectors that can't afford gimmicks.
The broad trend is already visible at the patent level. The European Patent Office additive manufacturing study states that adoption is highest in health, medical, and transportation. The health and medical sector became the largest application domain, with nearly 10,000 indexed patent families published between 2001 and 2020, while the transportation sector recorded over 7,000. Medical equipment alone accounted for more than 4,100 IPFs, growing from less than 25 IPFs in 2013 to over 650 by 2020.
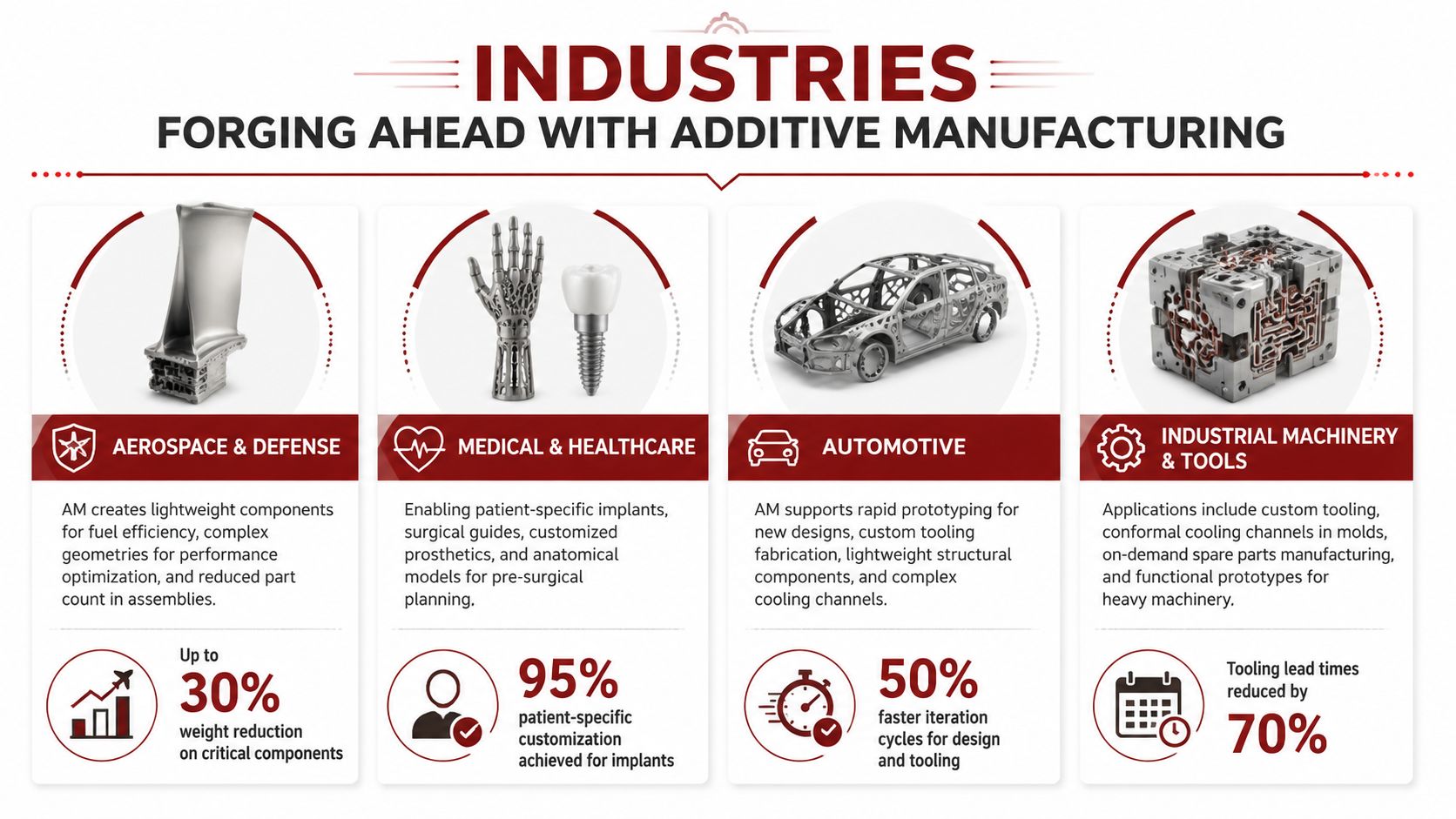
Aerospace turns design freedom into operating leverage
Aerospace remains one of the clearest examples of AM creating business value under harsh technical constraints. The reason is straightforward. Weight, reliability, and assembly complexity all have direct financial consequences.
In aerospace, AM enables part consolidation of up to 85% and weight reductions of 20–40%. GE Aviation's LEAP engine fuel nozzle is the classic reference point. It was consolidated from 20 parts into one, achieved a 25% weight reduction, and delivered a 5x increase in production throughput, with manufacturing time cut from 8 months to 2 weeks.
Those results matter because they affect multiple layers of economics at once:
- Engineering efficiency: fewer interfaces and joining operations
- Production throughput: less time tied up in multi-step fabrication
- Lifecycle performance: lighter components support downstream efficiency
- Supply chain simplification: fewer parts to source, inspect, and inventory
Many executives often misread additive manufacturing applications. They focus on whether a printed bracket costs less than a machined bracket. Aerospace teams often win by redesigning the assembly, not by swapping the process on an unchanged drawing.
Medical applications reward precision and customization
Healthcare is the strongest long-term proof that AM isn't just about shape complexity. It's about patient specificity and clinical utility.
Within the European Patent Office data, implants and prostheses grew four-fold from 2012 to 574 IPFs in 2020, and medical applications expanded because additive processes support patient-specific implants, anatomical models, and dental products used in personalized care.
One of the most commercially important dynamics in healthcare is that customization isn't a premium feature. It's often the product itself. Patient-specific implant geometry, surgical planning models, and customized tools all fit the strengths of AM.
A verified medical benchmark reinforces the point. Patient-specific titanium implants with biologically optimized lattice structures have achieved 92% patient satisfaction, 40% faster bone ingrowth, and 25% lower revision surgery rates than machined counterparts. For executives, that translates into a stronger value proposition in markets where outcomes and fit drive purchasing decisions.
In medical manufacturing, customization isn't an exception path. It's frequently the standard by which value is judged.
Automotive and industrial teams use AM where speed matters most
Automotive doesn't always get the same attention in executive AM conversations because many high-volume production parts still favor established methods. But that misses where the technology already earns its keep.
The most practical additive manufacturing applications in automotive and industrial settings usually sit in four categories:
- Custom tooling and fixtures: useful when production teams need quick design changes.
- Prototype and validation parts: valuable when engineering wants to compress iteration cycles.
- Low-volume or specialty components: relevant where tooling economics don't justify conventional methods.
- Spare parts and service support: attractive when digital inventory can replace physical stock.
In heavy industry and structural applications, metallic AM also has strategic significance. A review of metallic additive manufacturing in structural applications notes that manufacturing time can be reduced by 40–60% compared with conventional processes such as machining. It also identifies LPBF and DED as key methods, while WAAM stands out for scalability in larger metal structures, with deposition rates of 1 kg/h for aluminum and 4 kg/h for steel.
For executives, the takeaway is practical. Automotive and industrial AM programs often create the fastest payback when they target internal tools, fixtures, service parts, and difficult low-volume components before chasing broad production replacement.
Calculating the Real ROI of Additive Manufacturing
A CEO usually gets interested in additive manufacturing after a miss. A delayed spare part keeps a customer waiting. A tooling change pushes out a launch. A low-volume program carries margins that never recover because the conventional process was built for volume that never arrived.
That is where AM earns serious attention. The business case rarely starts with a printer. It starts with a cost structure, a service problem, or a supply chain exposure that conventional manufacturing handles poorly.
Why cost per part is the wrong first question
For low-volume, high-complexity, or frequently revised products, part price alone is too narrow to guide an investment decision. The better question is broader: what does this manufacturing choice do to tooling spend, working capital, lead times, supplier risk, and revenue timing?
A printed component may eliminate tooling, but that does not guarantee a strong margin. Machine depreciation, post-processing labor, inspection requirements, material handling, scrap, and engineering time can erase a promising headline number. That is why many AM programs look attractive in pilot runs and struggle in production reviews.
The NIST review on how smaller manufacturers can take advantage of additive notes that many smaller manufacturers fail to scale AM from prototyping to production because their cost models miss major inputs such as machine depreciation and skilled labor.
Executives should treat that as a capital allocation issue, not a technical footnote.
A useful way to reset the discussion is to separate three economic models. Prototype economics reward speed. Production economics reward repeatability and utilization. Scale economics reward the ability to reduce inventory, avoid tooling, shorten response time, or make a part that conventional methods handle badly.
Here's a useful executive explainer before the financial review:
A More Effective ROI Model for Executives
A sound AM ROI model should cover five categories, because finance teams need a full business picture, not a machine quote.
| ROI factor | What to measure |
|---|---|
| Tooling avoidance | Upfront tooling spend eliminated or deferred |
| Inventory reduction | Lower stock, warehousing, and obsolescence exposure |
| Lead time compression | Faster launch, change response, and service turnaround |
| Supply chain resilience | Less dependence on distant or fragile suppliers |
| Product value uplift | Better performance, customization, or service differentiation |
Product value uplift deserves more attention in board discussions. If AM improves performance, shortens qualification cycles, or helps a company win programs that require complex geometry or rapid customization, the return shows up in revenue quality as much as cost reduction. In metal applications, material choice matters here. Teams evaluating high-temperature parts should understand the trade-offs in Inconel 3D printing for demanding industrial components, because material performance can justify the process even when unit cost is higher.
One practical test works well in the boardroom. If the spreadsheet includes printer cost and powder price but leaves out inventory carrying cost, delay risk, requalification cost, and launch timing, the investment case is incomplete.
The strongest AM business cases usually come from three situations. A part changes often enough that tooling becomes a tax on innovation. A low-volume component carries too much overhead in conventional production. Or a service part sits in inventory for years to protect uptime in the field. Those are operating and balance-sheet problems. AM can solve them, but only if the implementation plan also fits production scheduling, supplier planning, and quality control. Companies that need to tighten scheduling around mixed manufacturing environments can find advanced planning solutions on Toolradar.
Matching the Process to the Business Need
Executives don't need a glossary of every additive acronym. They need a way to match the process to the job.
The simplest approach is to organize additive manufacturing applications by business objective. What are you trying to make, how critical is the part, and what happens if the process underperforms?
For prototypes visual models and fast iteration
When the goal is speed, visual validation, ergonomic review, or fit checking, polymer-based systems usually make the most sense. These processes help teams test ideas before spending money on tooling or production-grade methods.
They're useful when:
- Designs are changing weekly: engineering needs physical feedback quickly.
- Stakeholders need tangible review parts: sales, operations, and customers can evaluate form and fit.
- Tooling isn't justified yet: the product is still evolving.
These systems are rarely the final answer for demanding structural use. But they're often the fastest way to kill weak ideas early, which is a very good use of capital.
For detailed polymer parts and custom medical workflows
Some applications require fine detail, smooth surfaces, or highly customized geometry rather than brute strength. That includes anatomical models, dental products, custom guides, and certain mold-related workflows.
In healthcare, process selection matters because the part's purpose drives the technology choice. Patient-specific titanium implants produced through electron beam melting with optimized lattice structures have delivered strong clinical results, including 92% patient satisfaction, faster bone ingrowth, and fewer revisions. That tells you something important. The process isn't chosen because it's fashionable. It's chosen because geometry, porosity, and biological performance are tied together.
Planning matters just as much as process choice. Once multiple machines, post-processing steps, and delivery commitments enter the picture, production scheduling can become the bottleneck. Operations teams that need a clearer framework can find advanced planning solutions on Toolradar, especially when AM workflows start interacting with CNC, inspection, and downstream finishing.
For production grade metal components
When the requirement is structural performance, heat resistance, or lightweight metal design, leaders usually narrow the field to metal AM methods such as powder bed fusion, directed energy deposition, or electron beam technologies.
The selection logic should be blunt:
- A lightweight aerospace bracket has very different requirements than a fixture.
- A medical implant has different validation demands than an internal tool.
- A replacement industrial part may justify AM because sourcing is difficult, even if build cost is higher.
For teams evaluating nickel-based alloys and high-performance applications, Inconel 3D printing guidance from Hasit Vibhakar is one practical resource among many when the discussion turns from generic AM interest to material-specific execution.
The mistake to avoid is choosing a process because the machine is available. Choose it because the business need, material behavior, inspection burden, and post-processing path all line up.
Overcoming the Real Barriers Supply Chain and Certification
A pilot often looks successful right up to the moment a customer asks for 500 repeatable parts, full documentation, and delivery dates the operations team can meet.
That is the point where additive manufacturing stops being a design discussion and becomes an operating model decision.
Supply chain integration breaks weak AM programs
An AM part is only as dependable as the system behind it. Feedstock consistency, machine calibration, software controls, post-processing capacity, inspection methods, documentation, and logistics all affect whether a printed part can move from engineering success to commercial delivery.
Executives need to make one decision early. Will AM sit inside the company, run through qualified external partners, or operate as a hybrid model? Each option changes capital requirements, lead-time control, margin structure, and risk exposure. Internal capacity gives tighter control but ties up capital and demands operating discipline. External partners reduce fixed cost but can create bottlenecks, data security concerns, and qualification complexity.
A workable rollout usually includes:
- Qualified material sources: supply continuity matters as much as material availability.
- Repeatable post-processing: heat treatment, finishing, and inspection need documented controls.
- Digital traceability: revision control and production history must hold up under customer and regulatory scrutiny.
- Planning integration: AM has to connect to scheduling, quality, procurement, and delivery, not sit off to the side as an engineering experiment.
Software discipline also becomes part of manufacturing discipline. Teams building distributed validation, documentation, or workflow support around AM should treat system reliability seriously. One useful reference on that front is optimizing software quality with remote teams, especially when digital systems start carrying production and compliance data.
Certification has to start with the business case
In regulated industries, a good test result is not enough. The company has to prove that the part, process, post-processing route, and inspection method stay within a controlled window every time production runs.
That changes the economics. Certification is rarely a final checkpoint. It drives design choices, supplier qualification, documentation burden, and time to revenue. If leadership treats it as an afterthought, engineering rework and delayed approvals can erase the margin case that justified AM in the first place.
A disciplined governance model includes four steps:
- Define the qualification route at the start. Engineering, quality, and commercial teams need the same target.
- Control the process window. A capable design still fails commercially if machine settings, material lots, or finishing steps drift.
- Document every downstream step. Heat treatment, machining, surface finishing, and inspection often determine whether a part is certifiable.
- Build traceability into the digital thread. Audits reward documented control and expose improvised workflows quickly.
Leaders should also evaluate AM as part of a broader risk and continuity strategy. Companies that connect additive adoption to supply chain resilience strategies from Hasit Vibhakar usually make better decisions about where AM belongs, which parts justify qualification effort, and how much redundancy the business should build into its production model.
Your First Steps in Evaluating Additive Manufacturing
Most companies don't need an enterprise-wide AM strategy on day one. They need a disciplined starting point. The fastest way to waste money is to buy equipment before you know which business problem deserves it.
Conduct a part audit
Start with your existing portfolio, not with a printer demo.
Review parts that share at least one of these traits:
- High assembly count
- Frequent engineering changes
- Low-volume demand with expensive tooling
- Long lead times or fragile sourcing
- Need for customization or lightweighting
The goal isn't to find the most impressive geometry. It's to identify where additive manufacturing applications could improve economics, resilience, or product value.
Launch a pilot with financial discipline
A pilot should prove one business case clearly. Don't test ten variables at once.
Good pilots usually focus on one of three outcomes:
- a redesigned assembly with fewer parts
- a custom tool or fixture that removes delay
- a hard-to-source part where digital inventory has clear value
Define success before the build starts. Include engineering effort, post-processing, quality checks, and scheduling impact. If the pilot wins technically but fails operationally, it isn't ready.
Bring in the right outside expertise
AM punishes vague ownership. Someone needs to connect design, operations, quality, and finance. In many companies, that capability doesn't fully exist in-house yet.
That's where outside advisors, specialist bureaus, material experts, and experienced operators can shorten the learning curve. The right partner won't just recommend a machine. They'll help determine whether AM belongs inside your plant, inside your supplier network, or only in selected workflows.
For executives and investors, the important point is simple. Additive manufacturing is no longer a side conversation for R&D. It's a strategic option for redesigning how a business develops products, manages inventory, and competes in markets that punish delay and rigidity.
If you're evaluating where additive manufacturing fits in your business, Hasit Vibhakar offers perspective grounded in decades of leadership across aerospace, advanced manufacturing, and industrial operations. That kind of experience is useful when the decision isn't just what can be printed, but what can scale, qualify, and create real enterprise value.


Leave a Reply