

A lot of manufacturing leaders are sitting in the same chair right now. Sales has found a new opportunity. Operations is overloaded. A customer wants tighter lead times, more complex parts, or both. Then the capital request lands on your desk and the question looks simple: do we buy a mill or a lathe?
That's the wrong first question.
The primary question is which investment improves throughput, labor efficiency, and future optionality without trapping you in the wrong work mix. I've seen companies buy a machine based on a part print, then discover six months later that the actual bottleneck wasn't spindle time. It was setup time, talent availability, changeovers, inspection flow, and the number of times the part had to move across the shop.
If you're thinking about a mill and lathe decision only as a machining choice, you're underestimating the stakes. This is a portfolio decision for your factory.
Table of Contents
- The Strategic Crossroads in Manufacturing
- Milling and Turning Fundamentals
- A Head-to-Head Technical Comparison
- Typical Parts and Industry Applications
- Production Volume and Cost Analysis
- Strategic Integration and Automation
- The Executive Decision Framework
The Strategic Crossroads in Manufacturing
A founder wins a new contract for precision shafts. Another CEO is chasing aerospace prototypes with multiple faces, pockets, and angled features. Both need more machining capacity. Both think they're shopping for equipment. In reality, they're choosing the shape of their operating model.
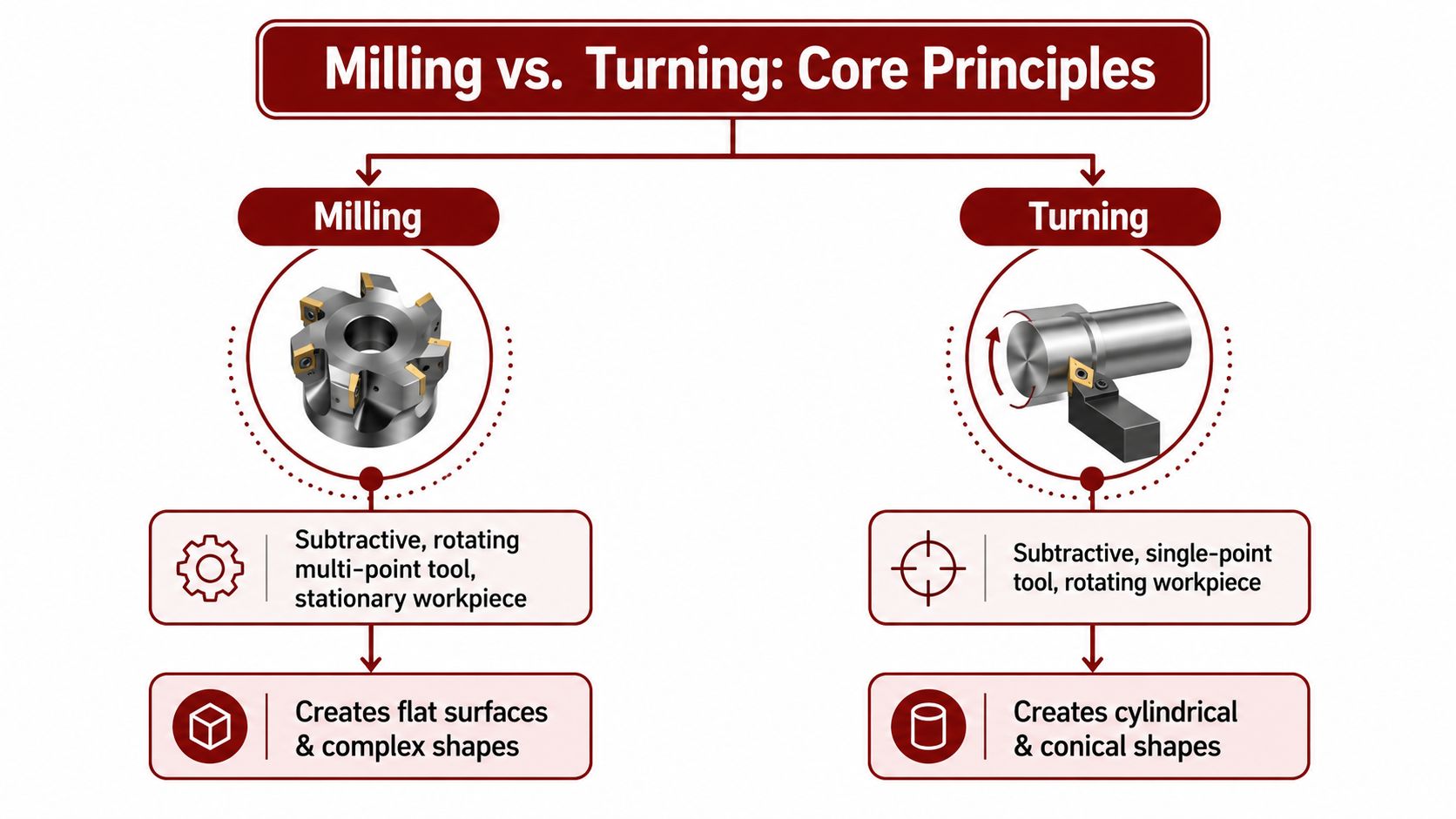
A lathe and a mill remove material in different ways. In turning, the workpiece rotates and the cutting tool engages it. In milling, the cutting tool rotates and the workpiece stays fixed. That sounds like textbook material, but the business consequences are huge. One machine architecture naturally favors round, rotationally symmetric work. The other opens the door to flat faces, pockets, slots, and more complex geometry.
The mistake I see most often is buying for the job you have in front of you instead of the part family you want to own over the next several years. A machine shouldn't just make today's order possible. It should make tomorrow's quoting strategy stronger.
Practical rule: Buy the machine that fits the revenue stream you want to repeat, not the one that only solves this quarter's pain.
There's also a harder truth. Many shops don't lose margin because their machine is too slow. They lose margin because too many labor hours disappear into setup, re-clamping, indicating, first-article validation, and queue time between operations.
That's why the mill and lathe conversation belongs in the executive office. It touches ROI, labor risk, scheduling stability, and scalability. If you get it right, you increase quote confidence and shorten internal lead time. If you get it wrong, you buy expensive complexity that your team can't fully use.
Milling and Turning Fundamentals
The best way to think about milling and turning is to see them as two old technologies that solved two different manufacturing problems.
The lathe came first. It's one of the oldest machine tools in manufacturing history, with evidence of lathe-like devices dating to 4th century BCE Egypt, and the line of development includes Henry Maudslay's 1804 precision lathe, often cited as the oldest surviving precision machine tool in the world according to the history of the lathe. That matters because turning became the foundation for making repeatable round components long before digital controls existed.
The milling machine arrived later as industry pushed toward more interchangeable and complex parts. A practical milestone is commonly traced to 1818, when Eli Whitney is credited with building an early milling machine for interchangeable musket parts, then 1867, when Joseph R. Brown introduced a universal milling machine at the Paris Exhibition. The CNC era took a major step in 1952 with the Cincinnati Hydro-Tel, developed by Richard Kegg of MIT and the Cincinnati Milling Machine Company, as described in this history of the milling machine.
How turning works
Turning is straightforward in concept. The part spins. A single-point cutting tool removes material from the outside diameter, inside diameter, or face of that rotating workpiece. That makes the lathe naturally suited to shafts, bushings, pins, sleeves, and tapered or threaded round parts.
Its power comes from alignment between the machine's motion and the geometry of the part. If your revenue comes from rotationally symmetric parts, a lathe is often the cleanest path to repeatability and speed.
How milling works
Milling flips the logic. The workpiece is fixed, and a rotating multi-point cutter removes material by moving across multiple directions. That's why milling handles flat surfaces, pockets, slots, faces, and multi-side features so well.
For a concise overview of modern CNC milling in production environments, Hasit Vibhakar's page on CNC milling machining is useful because it frames milling as a programmable material-removal process rather than just a manual shop operation.
Why this distinction still matters
A lot of executives assume CNC has blurred the difference so much that the old distinction barely matters. That's wrong. CNC expanded both technologies, but it didn't erase their economic personalities.
Turning is still the specialist for round parts. Milling is still the generalist for geometric variety.
If your team understands that at a foundational level, better investment decisions follow. You stop asking which machine is more advanced and start asking which process aligns with your margin model.
A Head-to-Head Technical Comparison
A capital equipment mistake usually starts with the wrong comparison. Teams compare spindle speed, axis count, and spec-sheet extras, then miss the numbers that drive return. The better test is simpler. Which machine gets the part out faster with fewer setups, less operator dependence, and a cleaner path to scale?
Milling vs. Turning At a Glance
| Criterion | Milling (Mill) | Turning (Lathe) |
|---|---|---|
| Basic motion | Rotating multi-point cutter, stationary workpiece | Rotating workpiece, single-point cutting tool |
| Best-fit geometry | Flat surfaces, pockets, slots, angled features, multi-face parts | Cylindrical, conical, and rotationally symmetric parts |
| Standard CNC axes | Standard CNC mills typically use 3 axes (X, Y, Z), with advanced systems extending to 4- or 5-axis simultaneous machining according to Unionfab's comparison of mills and lathes | Standard CNC lathes usually run on 2 axes (X and Z), with advanced turn-mill systems adding live tooling, as outlined in MachineMFG's guide to milling machines and lathes |
| Relative speed on similar cylindrical work | Usually a poor economic fit for pure round work | Lathes can remove material faster on comparable cylindrical parts, reducing cycle time and labor per part, based on Phillips' comparison of CNC lathe and CNC milling |
| Setup logic | Better for multi-face and non-round parts | Better when geometry stays rotationally symmetric |
| Hybrid capability | Advanced multi-axis platforms expand part access in one cycle | Live tooling can add drilling, slotting, and keyway cutting |
Part Geometry
Start with the shape, then follow the money.
If the part is primarily round, a lathe should be the default. Shafts, pins, collars, sleeves, and bushings fit the process naturally, which usually means shorter cycle times, simpler fixturing, and less variation between operators. That combination improves throughput and protects margin.
If the part has multiple faces, pockets, hole patterns, or angular features, put it on a mill. The gain is not just capability, but setup consolidation. Every avoided transfer cuts labor, queue time, and the chance that one bad re-clamp turns a profitable job into scrap.
Achievable Tolerances and Surface Finish
Both machines can produce precise parts. The business question is which one reaches tolerance with less effort from your team.
A lathe has a built-in advantage on concentric features because the workpiece rotates on a controlled centerline. For turned diameters, shoulders, and coaxial features, that usually means a shorter and more repeatable path to spec. Shops with a thin bench of veteran machinists should pay attention to that. Processes that are easier to repeat are easier to staff.
A mill earns its keep when tolerances must relate across several planes or faces. In that case, axis control and fewer setups matter more than the inherent simplicity of a turning operation.
CEO lens: The winning machine is the one that holds tolerance with the least operator intervention and the fewest handoffs.
Tooling and Fixturing Complexity
Investment decisions often fail in such situations. Leaders buy for cutting capability and underestimate setup burden.
Mills usually demand more fixture planning because the cutter approaches the part from multiple directions. That raises front-end engineering time, but it can also collapse several operations into one machine cycle. For high-mix work, that trade can be attractive because it reduces part movement and scheduling friction across the shop.
Lathes are usually easier to set up for round work. The problem starts when a simple turned part turns into a turned part plus cross-holes, flats, slots, and off-center features. At that point, you need to decide whether live tooling is enough or whether you are forcing the wrong machine to do a mill's job. If that part family is growing, a mill-turn center often makes more financial sense than adding labor and transfers around separate machines.
Material Limitations
Material is rarely the deciding factor at the executive level. Process stability is.
Both mills and lathes can handle common production materials. The smarter comparison is run time versus setup time, and labor content versus machine rate. A machine that cuts slightly slower can still win if it removes a setup, reduces inspection points, or lets one operator run more spindles.
That is the strategic comparison that matters. Buy the platform that fits the part family today and the labor model you expect to live with for the next five years.
Typical Parts and Industry Applications
Walk through a shop and the difference between a mill and lathe becomes obvious fast. The lathe side tends to produce parts you can recognize by their centerline. The mill side produces parts you recognize by faces, cavities, bolt patterns, and surfaces that relate to each other in more than one plane.
Where the Lathe Wins
Think about components like these:
- Axles and shafts that need turned diameters, shoulders, and threads
- Bushings and sleeves with concentric internal and external features
- Hydraulic pistons and pins where roundness and coaxial control matter
- Spacers and collars that are simple geometrically but often high in recurring demand
These parts fit the machine's natural behavior. Shops that specialize in this category can build highly repeatable workflows because the geometry is consistent from job to job.
Where the Mill Wins
Now look at a different family of work:
- Machine plates with hole patterns, faces, and pockets
- Gearbox housings that require multiple machined faces
- Electronic enclosures with cutouts and cavity features
- Medical or industrial brackets with varied surfaces and mounting points
These are classic mill parts because the machine can approach the work from several directions and create features that aren't tied to a single rotational axis.
Where One Part Needs Both
The conversation gets commercially interesting at this point.
A driveshaft may be turned on a lathe for its diameters, then need a milled keyway. A flanged housing may require turned bores and then milled bolt holes or flats. A round component may start life as a turning job and become a multi-operation routing problem after that first pass.
That's why many executive teams eventually stop debating mill versus lathe as if they are isolated choices. Real production often lives in the overlap.
The part print may belong to one machine first, but the margin often belongs to the shop that manages the full routing with the fewest handoffs.
If your quoting team regularly sees mixed-feature parts, that's not a technical footnote. It's a strategic signal.
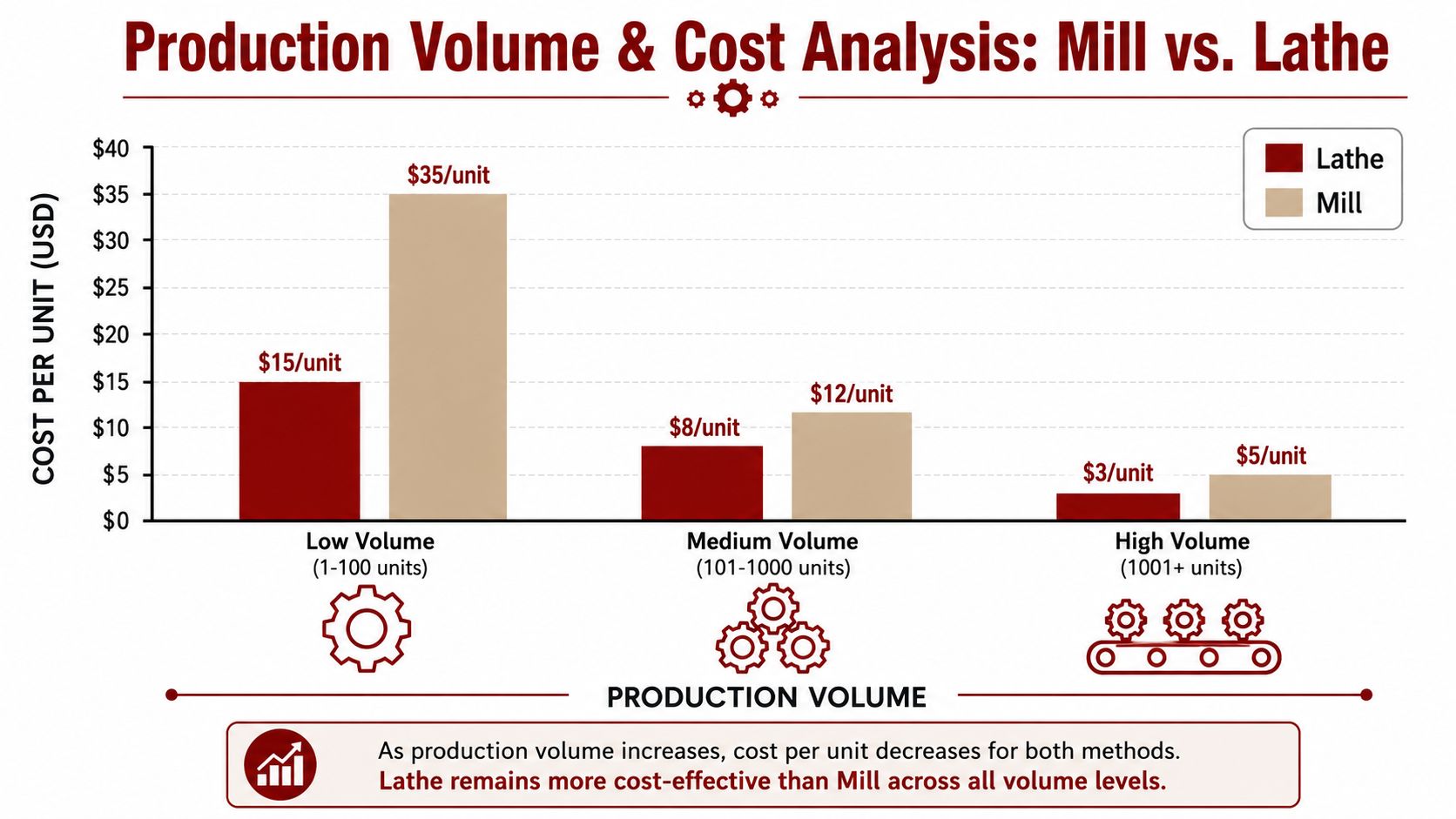
Production Volume and Cost Analysis
Most machine purchase mistakes happen in the spreadsheet, not on the shop floor. Leaders compare acquisition cost, maybe estimate utilization, and move on. That's too shallow. A deeper analysis has to separate setup time, run time, labor burden, queue time, and flexibility under changing demand.
The Wrong Way to Calculate ROI
A machine is not profitable because it can produce a part. It's profitable when it reduces total cost per good part while supporting reliable delivery.
For low-volume work, especially precision work, setup often controls the economics. Fixturing, indicating, repositioning, and first-article work can outweigh the time the cutter spends in material. That means a machine with a theoretically slower cycle can still be the smarter buy if it simplifies setup and inspection flow.
How Volume Changes the Answer
When volume is stable and the part family is predictable, specialization usually wins. A lathe dedicated to repeat round parts can become a margin engine because the process is well-suited to the geometry.
When the mix is messy, a mill often provides broader quoting power. It may not be the fastest answer for every individual feature, but it can absorb more variation without forcing awkward process plans.
I'd structure the decision around three questions:
- What repeats? If your order book is heavy with recurring cylindrical parts, buy toward that strength.
- What changes every week? If your shop wins by handling variability, flexibility matters more.
- Where does labor disappear? Watch setup, in-process checks, and machine idle time between operations.
A lot of owners also underestimate planning discipline. Before buying capacity, map expected machine loading and bottlenecks. A practical resource on that side is Hasit Vibhakar's article on manufacturing capacity planning, which is useful for thinking through demand, workflow, and expansion logic before you lock in CapEx.
How to Finance Without Strangling Cash Flow
Even the right machine can become the wrong decision if the financing structure starves the business. If you're preserving working capital for tooling, material, and hiring, equipment financing can be a rational lever. For owners evaluating debt options, this guide to SBA loans for business equipment is a practical reference because it frames how equipment purchases can be funded without treating every machine as an all-cash event.
Boardroom test: Don't ask whether you can afford the machine. Ask whether you can afford the machine, the tooling, the metrology, the programming burden, and the working capital drag that comes with it.
That's the only ROI model worth trusting.
Strategic Integration and Automation
A shop owner hires another machinist at a premium, buys one more standalone machine, and still misses ship dates because parts keep bouncing between operations. That is the wrong fix. If labor is scarce and routing is fragmented, the smarter investment is often the one that cuts handoffs, compresses setup, and lets one operator control more output.

The strategic question is no longer limited to mill versus lathe. It is whether your next dollar should go into a standalone asset, a live-tool lathe, a mill-turn platform, or an automated cell that removes waiting, re-clamping, and operator dependence. That is where ROI gets decided in a labor-constrained shop. The winner is the platform that keeps metal cutting while reducing setup hours and machine-to-machine transfers, as discussed in this shop automation and machine architecture discussion.
When Hybrid Machines Make Sense
Buy hybrid capacity when the same part repeatedly needs turning plus milled features in one routing. Every transfer between machines adds queue time, another setup, another chance to miss location, and another labor touch you cannot bill well.
A live-tool lathe is usually the right call when the core geometry is cylindrical and the secondary work is predictable. Cross holes, flats, slots, and light milling features fit this model well. You protect turning efficiency while stripping out a second operation.
A mill-turn center earns its keep when the part family keeps moving back and forth between rotational and prismatic features. In that environment, the machine is not just replacing two assets. It is collapsing lead time, reducing WIP, simplifying scheduling, and making quality more repeatable because the part stays in one work envelope.
That matters more than brochure cycle times.
When Separate Machines Are Smarter
Do not buy complexity to solve a management problem. If your part families are stable, your volumes are high enough to keep dedicated equipment loaded, and your team already runs milling and turning as distinct lanes, separate machines usually produce better returns.
Dedicated assets are easier to staff, easier to maintain, and easier to schedule at scale. They also let you add capacity in smaller steps. A second lathe or another VMC is often a cleaner growth move than one expensive hybrid machine that becomes a single point of failure.
Hybrid equipment should absorb recurring routing friction. It should not compensate for weak planning, bad fixturing, or inconsistent programming discipline.
Digital control matters here. If you want better visibility into setup loss, queue time, machine loading, and job status across a mixed environment, a manufacturing execution system for scheduling and production control helps tie machine investment to actual operating performance.
Here's a useful visual overview of where automation and machine integration are heading:
The Automation Layer That Matters
Automation should be judged by labor reduction and spindle uptime. Nothing else.
For turning, that often means bar feeders, parts catchers, or gantry and cobot loading where part flow justifies it. For milling, it usually means pallet systems, probing, repeatable workholding, and fixture strategy that cuts setup burden across short and medium runs. In both cases, the best automation removes non-cutting time first.
The strongest automation plan also fits your labor strategy. If one skilled operator can keep two or three machines producing because setups are standardized and material handling is controlled, you have created scale. If the automation requires a rare expert every shift, you have just moved the bottleneck.
My recommendation is simple. Buy automation that lowers touches per part, raises unattended run time, and keeps programming and maintenance complexity within the skill base you can hire and retain. That is how machine investment turns into durable margin.
The Executive Decision Framework
If I were advising a CEO or private equity operator on the mill and lathe decision, I'd keep the framework blunt.
Choose a Lathe If
- Your profitable core is rotationally symmetric parts. Shafts, sleeves, bushings, spacers, and similar work favor turning.
- You expect recurring volume. Repetition rewards specialization.
- You want the fastest route on comparable cylindrical work. That's where the lathe's process advantage matters most.
Choose a Mill If
- Your quoting strategy depends on part variety. Flats, pockets, slots, and angled features pull you toward milling.
- You handle one-off precision work. For low-volume, high-precision jobs, setup time often matters more than cutting time, and a mill can be the more economical choice for some “lathe-like” geometries when angular features complicate lathe setup, as noted in this discussion of setup-driven economics in machining.
- You need future flexibility more than narrow optimization.
Outsource Before You Buy If
- You're reacting to one contract, not a durable demand pattern
- Your team lacks the programming or process depth to absorb the machine well
- Your true bottleneck is planning, inspection, or fixturing rather than raw spindle availability
Two examples make this clear. An aerospace prototype shop should often favor a multi-axis mill because setup compression and feature access drive economics. An automotive supplier running families of shafts should usually favor a CNC lathe cell because repeatability and throughput matter more than geometric variety.
Buy for the bottleneck you can prove, not the machine you admire.
That discipline protects capital and keeps the factory scalable.
If you're evaluating a mill and lathe investment through the lens of throughput, labor strategy, and long-term enterprise value, Hasit Vibhakar offers practical perspective shaped by decades of experience building and scaling manufacturing businesses.

Leave a Reply