
A lot of leadership teams reach the same point at roughly the same stage of growth. Sales are finally working. Engineering is releasing better products. Customers want tighter tolerances, shorter lead times, and more configuration options. Then operations starts to strain.
Parts arrive late. Quality varies by supplier. Engineering designs features that look clean in CAD but become expensive on the shop floor. Margin erosion starts showing up in places that don't look dramatic on a dashboard, but everyone in the business can feel it.
That's where CNC milling machining stops being a technical detail and becomes a strategic decision. It's not just about removing metal. It's about building a production system that can deliver repeatable quality, support more complex product design, and reduce your dependence on fragile manufacturing pathways.
For an executive, the right question isn't “Should we buy a machine?” It's “What machining capability do we need to scale profitably, protect quality, and strengthen enterprise value?” That shift matters. It changes the conversation from equipment specs to throughput, control, customer confidence, and long-term resilience.
Table of Contents
- Introduction From Production Bottleneck to Strategic Asset
- What Is CNC Milling A Strategic Overview for Leaders
- The CNC Milling Ecosystem From Centers to Tooling
- Design for Manufacturability A Blueprint for Profitability
- From Parameters to Inspection Driving Quality and Throughput
- The Build vs Buy Decision Structuring Your CNC Strategy
- Conclusion Your Next Steps in Precision Manufacturing
Introduction From Production Bottleneck to Strategic Asset
When a company starts to outgrow its original manufacturing model, the symptoms rarely show up as one obvious failure. They show up as late engineering changes, increasing supplier management overhead, quality escapes, and longer quoting cycles because no one is fully confident in how a part will run.
That's why strong operators treat CNC milling machining as a business system, not a shop-floor commodity. A capable milling operation gives you repeatability, design freedom, and a more disciplined path from concept to production. It also gives leadership better control over cost drivers that often stay hidden until scale exposes them.
The strategic appeal is straightforward:
- Repeatable output: Digital toolpaths reduce operator-to-operator variation.
- Complex part support: Multi-axis capability opens the door to geometries that manual methods struggle to hold consistently.
- Supply chain resilience: Internal capability or a better outsourcing strategy reduces dependence on a narrow supplier base.
- Faster commercialization: Engineering can move from CAD to production with fewer translation errors.
Practical rule: If part complexity is rising faster than your manufacturing discipline, the bottleneck isn't demand. It's process capability.
Leaders who frame milling this way make better decisions. They don't chase machines because competitors have them. They evaluate machining capability the same way they evaluate any strategic asset. They ask whether it improves margin quality, increases operating flexibility, and makes the company more scalable.
What Is CNC Milling A Strategic Overview for Leaders
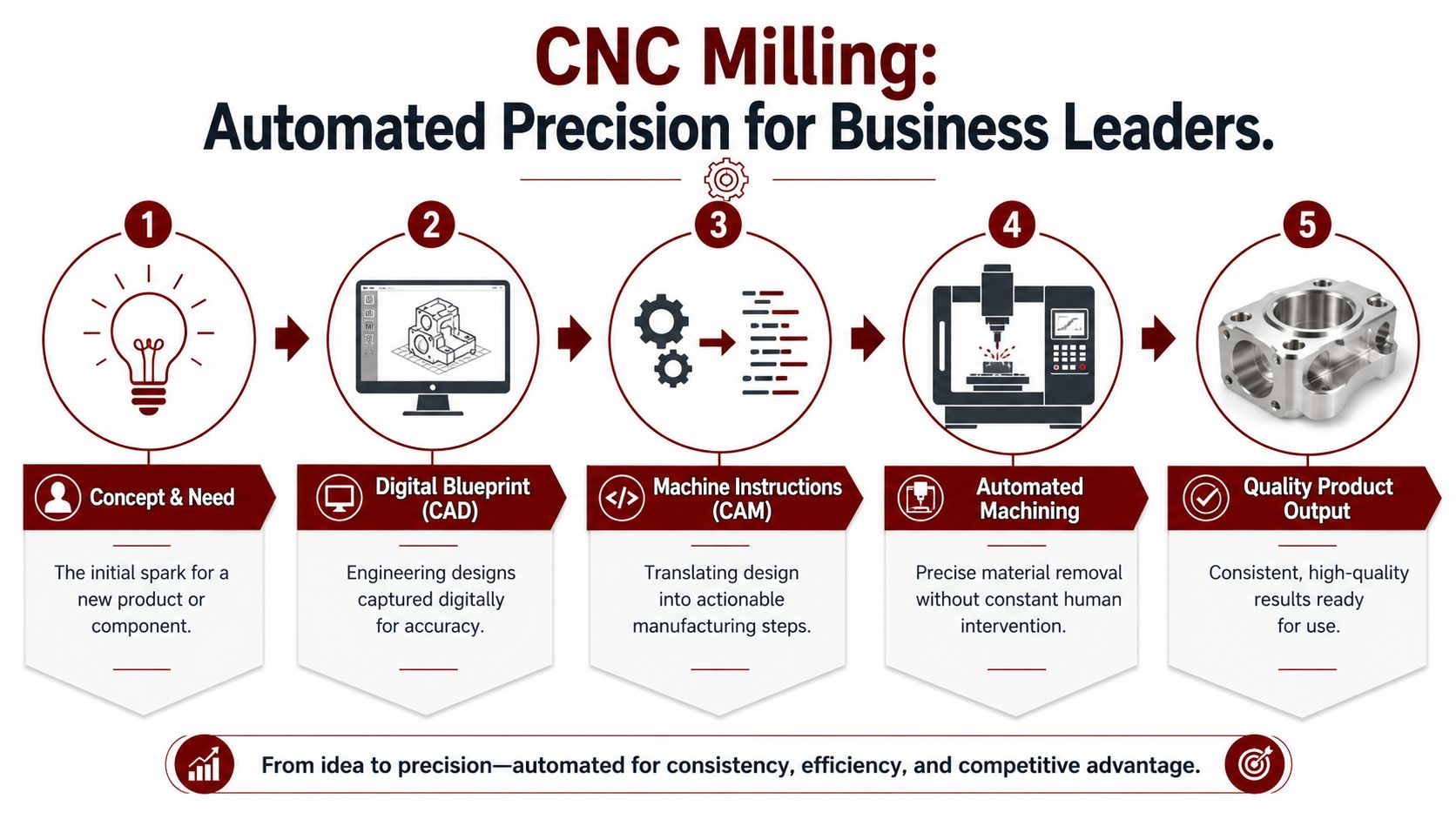
CNC milling is easiest to understand as a digitally directed subtractive process. You begin with a solid block of material. A rotating cutting tool removes material according to programmed instructions until the part matches the intended design.
For a non-technical leader, the best analogy is a robotic sculptor that never improvises. It follows a digital plan. If the setup, programming, and tooling are right, it produces the same geometry again and again with far less variation than a manual process.
A visual summary helps anchor the workflow.
Why milling became a core industrial capability
CNC milling didn't appear overnight. The foundational milestone is widely traced to 1952, when Richard Kegg of MIT and the Cincinnati Milling Machine Company developed what is often described as the first true CNC milling machine, the Cincinnati Hydro-Tel, according to this history of milling machines. That shift mattered because it moved metalworking from manually guided movement toward computer-directed motion.
What turned the technology into a mainstream industrial tool was the next wave of digital infrastructure. By 1976, CAD systems were available for generating machine G-code, and by 1989 CNC machining had become the standard for large-volume manufacturing and production, with affordable microcomputers in the early 1980s helping drive broader adoption, as outlined in this CNC machine history.
That timeline matters for one reason. CNC milling became a backbone technology because it connected design, programming, and production into one digital chain.
A short demonstration is useful if you want to see that chain in motion.
How the process creates business value
At a high level, CNC milling follows a simple sequence:
- Design starts in CAD. Engineering defines the geometry digitally.
- CAM converts intent into motion. Software turns the model into toolpaths and G-code.
- The machine executes consistently. The mill follows programmed moves rather than relying on manual interpretation.
- Inspection closes the loop. The part is checked against the design requirement.
Each step has a business implication.
| Stage | Operational role | Executive implication |
|---|---|---|
| CAD | Defines geometry clearly | Reduces ambiguity between engineering and production |
| CAM | Determines how the part will be cut | Influences cycle time, tool wear, and setup logic |
| Machine execution | Removes material repeatably | Supports consistency across batches |
| Inspection | Confirms the result | Protects customer trust and cost of quality |
The strength of CNC milling machining is that it turns physical production into a managed digital workflow. That's why it supports more than part making. It supports quoting discipline, engineering change control, and better predictability when a business is trying to scale.
The CNC Milling Ecosystem From Centers to Tooling
Executives often evaluate CNC capability by looking at the machine first. That's understandable, but incomplete. The machine matters. So do the cutting tools, the fixtures, the software, and the people deciding how the whole system runs.
Choosing machine capability based on product reality
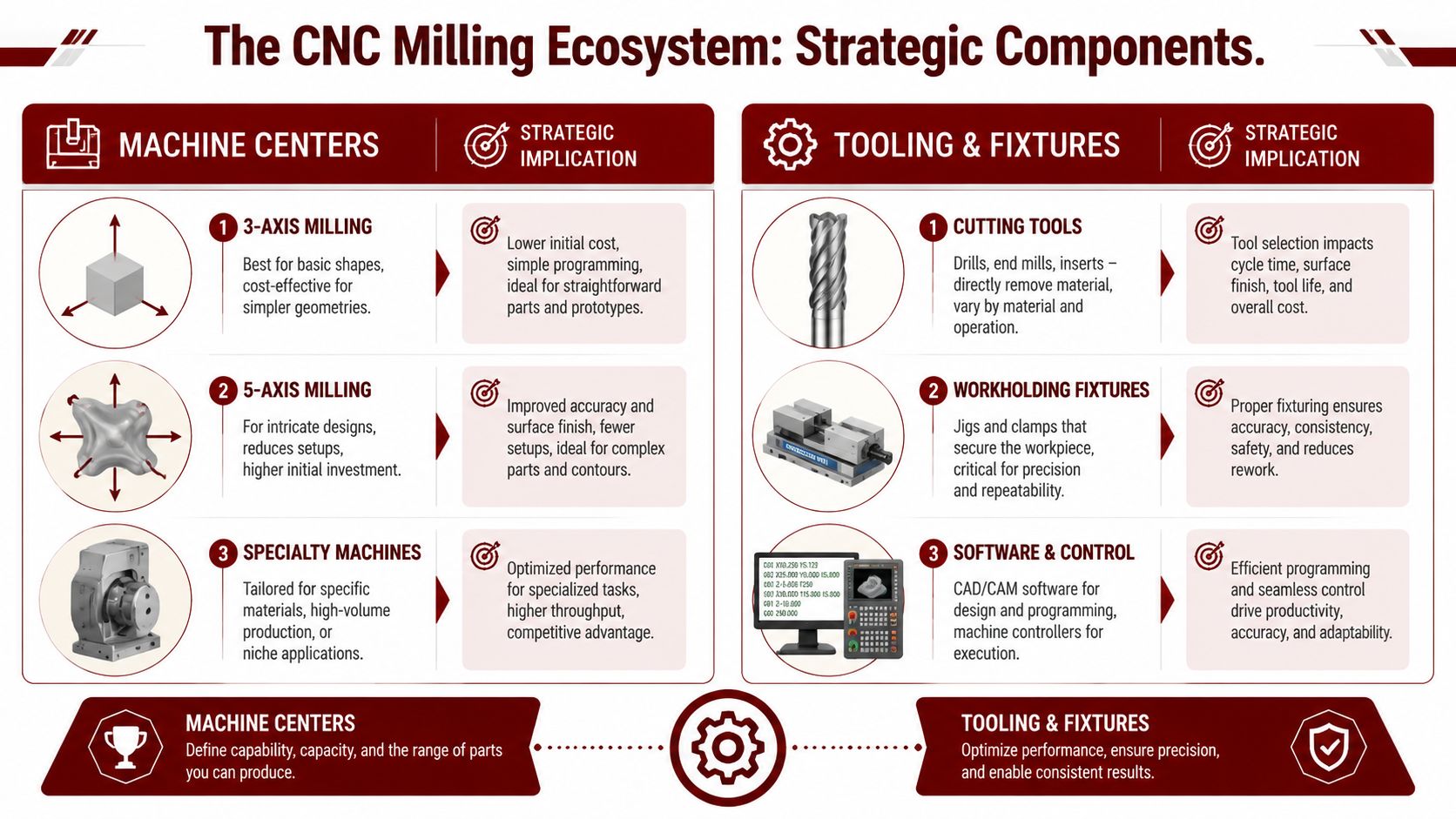
The first strategic split is usually between 3-axis and 5-axis capability. Neutral industry guidance notes that modern CNC milling centers can hold micron-level tolerances, that 3-axis machines are best suited to 2D and 2.5D geometry, and that 5-axis systems add two rotational axes so complex parts can be machined from multiple sides without fixture changes, reducing setup count and cumulative stack-up error, as described in this overview of CNC milling.
That sounds technical, but the business implication is simple. The more often a part needs to be removed and re-fixtured, the more opportunities you create for variation, delay, and scrap.
Here's the practical comparison:
| Machine type | Best fit | Strategic upside | Strategic caution |
|---|---|---|---|
| 3-axis | Simpler prismatic parts, faces, slots, pockets | Lower complexity, strong workhorse for repeat jobs | More setups for multi-sided or angled features |
| 5-axis | Complex geometry, multi-sided parts, precision components | Fewer fixtures, better access, stronger positional consistency | Higher process discipline required |
| Specialty platforms | Niche applications or dedicated production | Can align tightly to part family needs | Less flexible if product mix changes |
A 5-axis machine doesn't fix a weak process. It amplifies the strengths or weaknesses of your programming, fixturing, and inspection discipline.
For leadership teams, the right decision starts with the product roadmap. If the business mostly sells brackets, housings, plates, and straightforward machined components, 3-axis capacity may be enough. If future growth depends on complex aerospace, medical, or high-precision industrial parts, 5-axis capability can become strategically important.
Digital file discipline matters too. If your commercial and engineering teams still struggle with geometry transfer, version control, or customer-supplied drawings, it helps to tighten your understanding of DXF file format workflows before you expand machine capability.
Tooling fixtures and digital control
A machine without the right surrounding ecosystem becomes an expensive bottleneck.
The highest-performing shops usually align three supporting layers:
- Cutting tools: End mills, drills, inserts, and specialty cutters determine how efficiently material can be removed and how well surfaces finish.
- Workholding fixtures: Vises, custom fixtures, clamps, and datum strategy hold the part in a repeatable position.
- Software and control: CAD, CAM, post-processing, and machine control determine whether the programmed path is practical on the floor.
What works in practice is alignment. Tooling should match material and geometry. Fixtures should support repeatable access. Software should generate toolpaths that the machine can run without heroic operator intervention.
What doesn't work is buying advanced equipment while leaving the rest of the stack underdeveloped. That's how businesses end up with impressive machine capacity on paper and disappointing throughput in reality.
Design for Manufacturability A Blueprint for Profitability
The largest cost reduction in CNC milling machining usually doesn't happen at the machine. It happens when engineering chooses geometry that can be machined cleanly, inspected reliably, and repeated without unnecessary setup burden.
That's why Design for Manufacturability, or DfM, is a financial discipline as much as an engineering one.

Where margin is won before machining starts
A part can be fully functional in CAD and still be unnecessarily expensive to machine. Leadership teams see the result later as longer cycle times, more tool wear, more setups, and avoidable quoting friction.
The most common DfM issue is not dramatic complexity. It's casual complexity. A corner radius that forces a smaller tool. A deep cavity that creates tool deflection risk. A feature orientation that requires another setup. None of these choices looks serious in isolation. Together, they shape the economic profile of the part.
One useful published benchmark is this: cavities deeper than 6 times the tool diameter are generally considered deep, and practical DfM guidance suggests limiting cavity depth to about 4 times the cavity width, while also using generous internal corner fillets to improve machinability and reduce cost, according to this CNC machining design guide.
That's not a minor drafting preference. It affects chip evacuation, tool deflection, chatter risk, and the likelihood that a part runs predictably at scale.
DfM rules that protect both cost and schedule
A strong executive review of a machined part should pressure test the design with manufacturing questions, not just performance questions.
Some of the most useful DfM habits are simple:
- Simplify geometry where function allows. Extra contours, pockets, or inaccessible details extend toolpaths and setup logic.
- Use generous internal fillets. Sharp inside corners often force smaller tools, slower cuts, or added operations.
- Limit deep narrow cavities. Deep features create deflection and chip evacuation problems before they create value.
- Align features to likely machining directions. If a feature orientation fights machine access, setup count usually rises.
- Apply tight tolerances selectively. The business should pay for precision where the product needs it, not where habit inserted it.
Boardroom lens: Every unnecessary geometric complication shows up later as longer cycle time, higher risk, or a harder quote to win.
This is where cross-functional operating discipline matters. The best manufacturing organizations review design intent, machine access, tooling strategy, and inspection requirements together. They don't let engineering optimize in isolation and ask production to absorb the consequences later.
If you're building that discipline internally, a broader view of manufacturing process improvement can help connect engineering choices to operational economics.
A useful way to evaluate a new part is with a short DfM screen:
| Design question | If the answer is weak | Likely business consequence |
|---|---|---|
| Can standard tooling reach the feature? | Special access required | Higher setup complexity |
| Are internal corners realistic for milling? | Small tool forced | Slower machining and more tool risk |
| Are cavities overly deep? | Deflection and chip issues | Lower predictability |
| Can the part be held securely? | Weak workholding | Quality variation |
| Are tolerances concentrated only where needed? | Precision spread everywhere | Cost inflation |
The CEO-level takeaway is direct. If your business wants margin expansion, shorter lead times, and more reliable quoting, DfM isn't optional. It's one of the few levers that improves cost, quality, and schedule at the same time.
From Parameters to Inspection Driving Quality and Throughput
A milling cell becomes a strategic asset when it produces predictable parts at a predictable cost. That sounds obvious, but many operations still treat quality and throughput as opposing goals. In practice, the better-run shops improve both by controlling variation before it reaches the spindle.
Cycle time is set by more than machine horsepower. Margin is set by more than quoted run rate. The actual drivers are process choices that hold up over a full production run, across shifts, tools, and operators.
Production teams control that outcome through a small set of variables working together:
- Toolpath strategy: Entry, exit, cutter engagement, and direction of cut shape both cycle time and surface quality.
- Feed and speed selection: Higher parameters can raise output, but only when the machine, holder, tool, and fixture can carry the load consistently.
- Depth of cut and step-over: These settings influence cutting forces, heat, finish, and tool life at the same time.
- Coolant and chip evacuation: A stable cut can fail fast when chips recut, heat builds, or coolant delivery misses the zone that matters.
The business point is straightforward. A fast cycle that produces scrap is expensive. A conservative cycle that protects quality but leaves capacity idle is also expensive. The winning process window sits between those extremes, and finding it takes discipline, not guesswork.
Quality is built into the process
Inspection protects the customer. It does not rescue an unstable process.
That distinction matters more as part geometry gets harder. Angled features, thin walls, deep pockets, and long-reach tools all expose weaknesses in setup, workholding, and machine condition. A feature that misses tolerance may look like a tooling issue, but the root cause is often fixture movement, poor datum control, thermal drift, or axis calibration.
I have seen shops buy better cutters when the problem was that the part was never held repeatably in the first place. That decision raises consumable cost without fixing capability.
A practical quality system usually has three operating layers:
- Prevent variation before the cut. Validate fixturing, tool assemblies, offsets, and program revisions before material is committed.
- Watch the process while parts are running. Use in-process checks, tool life controls, and operator response rules to catch drift early.
- Match inspection to feature risk. Check critical dimensions with the method that fits the tolerance, geometry, and failure cost.
That last point deserves management attention. Over-inspection slows flow and ties up skilled people. Under-inspection pushes defects downstream, where the cost is much higher. Strong operations decide in advance which features need first-article scrutiny, which need periodic verification, and which can be managed through proven process control.
A connected operating layer helps keep that discipline in place. Teams that tie setup records, routing control, nonconformance history, and inspection data together usually get better visibility into where throughput is being lost. For leaders assessing that capability, manufacturing execution systems for production control and traceability offer a practical framework.
The payoff is measurable in operational terms. Scrap falls because problems are caught closer to the source. Rework becomes easier to predict because causes are documented instead of debated. Throughput improves because the process stops fighting recurring setup and quality failures.
That is the CEO-level view of CNC performance. Better parameters matter, but repeatable output comes from process control, inspection discipline, and a system built to protect margin as volume grows.
The Build vs Buy Decision Structuring Your CNC Strategy
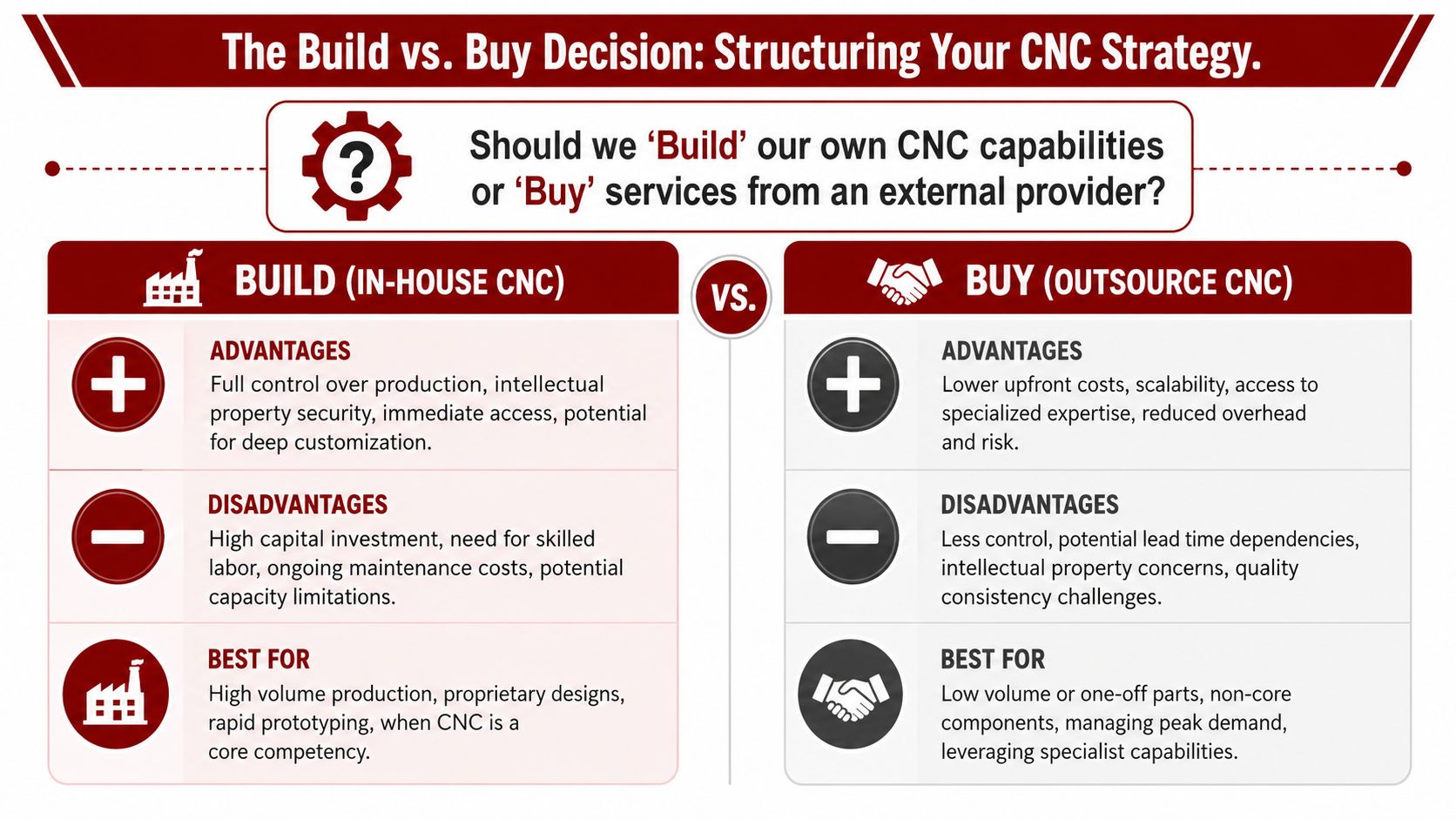
For most leadership teams, the central strategic question isn't whether CNC milling matters. It's whether to build capability in house or buy it from a specialized supplier.
That decision shouldn't be made on quoted piece price alone.
When building in house makes sense
In-house investment is usually strongest when machined parts sit close to the company's core value proposition.
That often includes situations like these:
- Proprietary geometry matters. You want tighter control over process knowledge and intellectual property.
- Iteration speed matters. Engineering needs rapid response between design changes and physical parts.
- The part family is strategically central. Machining isn't a support activity. It's part of how the company wins.
- Scheduling control matters. Lead time reliability is becoming a commercial differentiator.
The upside of building is control. The downside is that many teams underestimate what “capability” includes. A machine tool is only one layer of the investment.
A nuanced production challenge makes that clear. Holding tight tolerance on angled features depends not just on the machine, but on workholding, rotary-axis calibration, and tool deflection, which means the build decision also requires supporting investment in metrology and process control expertise, as explained in this discussion of angle milling accuracy.
If leadership funds equipment but underfunds fixturing, programming, inspection, and process engineering, the business ends up owning cost without fully owning performance.
When buying is the stronger strategic move
Outsourcing is often the better move when flexibility matters more than direct control.
That is usually true when:
| Situation | Why buying can work better |
|---|---|
| Low-volume or irregular demand | You avoid carrying fixed capacity that sits idle |
| Specialized geometry or materials | A qualified supplier may already have the right process stack |
| Peak-load management | External capacity absorbs demand spikes |
| Non-core components | Leadership attention stays on the parts of the business that differentiate |
Buying also helps when the internal organization hasn't yet built the technical management layer required to run machining well. A weak in-house CNC function can be more damaging than a strong outsourced relationship because it creates hidden costs, false confidence, and slower problem resolution.
A CEO level decision screen
The strongest build-versus-buy decisions usually come from five questions.
Is machining central to enterprise value?
If machining capability directly shapes product performance, customer retention, or defensible IP, the case for building gets stronger.Do we have the operating discipline to support it?
This includes programming, maintenance, fixturing, calibration, quality systems, and talent development.What does our product roadmap demand?
Simpler parts may not justify internal expansion. More complex, multi-sided, or tightly controlled parts might.How much supply chain risk are we carrying today?
If current dependence on outside suppliers is hurting responsiveness or quality confidence, internal capability can be strategic.Where do we need flexibility most?
Some businesses benefit more from scalable partner capacity than from owned equipment.
Decision test: Build when machining is core, recurring, and strategically sensitive. Buy when flexibility, specialization, or capital discipline matters more.
There's no universal answer. The right choice depends on where machining sits in your business model. But the wrong way to decide is by treating CNC milling machining as a commodity purchase. It's an operating model choice, and it should be evaluated with the same rigor as any other growth investment.
Conclusion Your Next Steps in Precision Manufacturing
CNC milling machining is easy to underestimate because it sits close to the factory floor. In practice, it affects much more than part production. It influences quoting confidence, product design freedom, quality performance, lead time reliability, and how resilient your operation becomes as demand grows.
The executive takeaway is straightforward. If you want better results, start upstream. Push DfM harder. Match machine capability to the actual product roadmap, not to wishful future demand. Treat quality as a system built through programming, fixturing, execution, and inspection. Then make the build-versus-buy decision based on strategic fit, not on surface-level cost comparisons.
The companies that use CNC well don't think of it as isolated equipment. They treat it as a capability stack. Digital design, CAM discipline, machine access, workholding, tooling, metrology, and process control all have to work together.
That's also why the opportunity is larger than operational efficiency. A sound machining strategy can help build a business that is more scalable, more credible with demanding customers, and more valuable over time.
The next step is practical. Review your current part mix, supplier dependence, quality pain points, and engineering handoff process. Then decide what capability gap matters most. Better DfM. Better outsourcing discipline. Internal multi-axis capacity. Stronger inspection systems. Start there, and build from the bottleneck outward.
If you're evaluating where CNC capability fits into your growth plan, Hasit Vibhakar shares CEO-focused perspectives on advanced manufacturing, operational scale-up, and strategic decision-making across aerospace and industrial businesses.


Leave a Reply