
A buyer once walked a factory with me and spent less time looking at machines than at handoffs. That's where enterprise value is won or lost, because margin leaks through waiting, rework, excess inventory, and labor that never should've been required in the first place.
Table of Contents
- The Blueprint for Enterprise Value Growth
- Diagnosing Your Operations for Latent Value
- Choosing Your Improvement Engine Lean, Six Sigma, or Automation
- De-Risking Change Through Strategic Pilots
- Measuring What Matters and Scaling Success
- Sustaining Momentum People, Governance, and Pitfalls
The Blueprint for Enterprise Value Growth
Manufacturing Process Improvement by Hasit Vibhakar starts with a simple premise. Process work isn't a plant exercise. It's a capital allocation decision.
That distinction matters to founders and private equity partners because the same operational change can look very different depending on how it affects throughput, margin quality, working capital discipline, customer confidence, and exit readiness. A plant can be busy and still destroy value. A plant can also look modest on the surface and compound value because it converts engineering discipline into repeatable gross margin.
Hasit Vibhakar built this view in the field, not in a classroom. His operating history includes the founding of a Semiconductor Manufacturing company in 2002 that reached a peak market capitalization of $250 million USD after going public on the US Stock Exchange, an Aerospace supplier that achieved a majority sale at a valuation exceeding $18 million USD, and more than $74 million USD in successful exits through growth and acquisition strategies, as summarized in this profile of how high-value companies are built across aerospace and manufacturing.
Value creation starts before the sale process
Operators often talk about scrap, cycle time, setup, or labor utilization as isolated shop-floor issues. Buyers don't see them that way. They read those signals as evidence of management quality, process control, and the credibility of future forecasts.
A company that can quote accurately, deliver consistently, and absorb growth without chaos usually earns better strategic options. The company that relies on tribal knowledge, inflated inventory buffers, and overtime to hit ship dates usually gets discounted, even if current revenue looks acceptable.
Practical rule: If a process improvement can't be tied to margin quality, working capital, or capacity for profitable growth, it's probably not your first priority.
What works and what doesn't
What works is disciplined sequencing. Fix flow before buying complexity. Standardize the process before layering in software. Validate operator adoption before declaring the initiative complete.
What doesn't work is chasing cosmetic modernization. New equipment won't rescue a broken routing logic. Dashboards won't solve weak ownership. A company can spend heavily and still preserve all the reasons the process underperformed in the first place.
For Hasit Vibhakar, the operating lens has always been broader than efficiency alone. The goal is to create a manufacturing business that investors can trust, managers can scale, and buyers can underwrite with confidence.
Diagnosing Your Operations for Latent Value
Most plants don't have an effort problem. They have a visibility problem. Teams are working hard, but leadership can't always see where cash gets trapped between order entry and shipment.

Hasit Vibhakar approaches diagnosis by forcing operations into a financial frame. Every bottleneck, every queue, every repeated inspection, and every manual workaround has to be translated into P&L impact. That's how you decide what gets fixed first.
A useful companion to this kind of review is a set of actionable tips for workflow streamlining from Pratt Solutions. The value isn't in abstract efficiency language. It's in using workflow design to expose where approvals, movement, and handoffs are slowing the system down.
Start with the cash conversion path
Don't begin with the machine. Begin with the path from booked order to collected cash.
Map the operation in the order a dollar experiences it:
- Order release: Who approves it, when it enters planning, and what information is usually missing.
- Material readiness: Whether inventory is available, staged, and matched to the job.
- Production flow: Where jobs wait, where they split, and where rework sends them backward.
- Inspection and release: Which checks protect quality and which checks only compensate for upstream inconsistency.
- Shipping and invoicing: Whether shipment is delayed by documentation, packaging, customer approvals, or internal confusion.
That exercise usually reveals that the formal process chart is not the actual process. It includes chasing signatures, expediting shortages, searching for fixtures, and calling supervisors to interpret inconsistent work instructions.
Audit the three hidden drains
Hasit Vibhakar's diagnostic lens is straightforward. Find the three silent killers first.
| Hidden drain | What it looks like on the floor | What it does to the business |
|---|---|---|
| Bottlenecks | Work piles up around one operation, skill set, or machine | Delays throughput and distorts delivery promises |
| Hidden waste | Extra movement, duplicate data entry, repeated inspections, excess queue time | Raises labor content without increasing customer value |
| Underused capacity | Assets or people sit idle while another area runs hot | Forces avoidable overtime, outsourcing, or capital spending |
Capacity planning transforms into a strategic, rather than administrative, function. If your team needs a stronger framework for matching demand to labor, assets, and production sequencing, this perspective on manufacturing capacity planning is directly relevant.
Walk the process in real time. Don't accept a conference room version of the workflow if the floor tells a different story.
The most common mistake is trying to diagnose from reports alone. Reports rarely show the minutes lost between stations, the confusion over revisions, or the dependence on one veteran operator who keeps the line moving through personal memory rather than documented process.
When Hasit Vibhakar evaluates latent value, the question isn't whether the plant is active. The question is whether the operation can produce more profitable output with the same footprint, the same labor base, and less friction.
Choosing Your Improvement Engine Lean, Six Sigma, or Automation
Executives waste time when they treat Lean, Six Sigma, and Automation like competing religions. They're tools. The right choice depends on what is broken, what return is needed, and how much organizational discipline already exists.
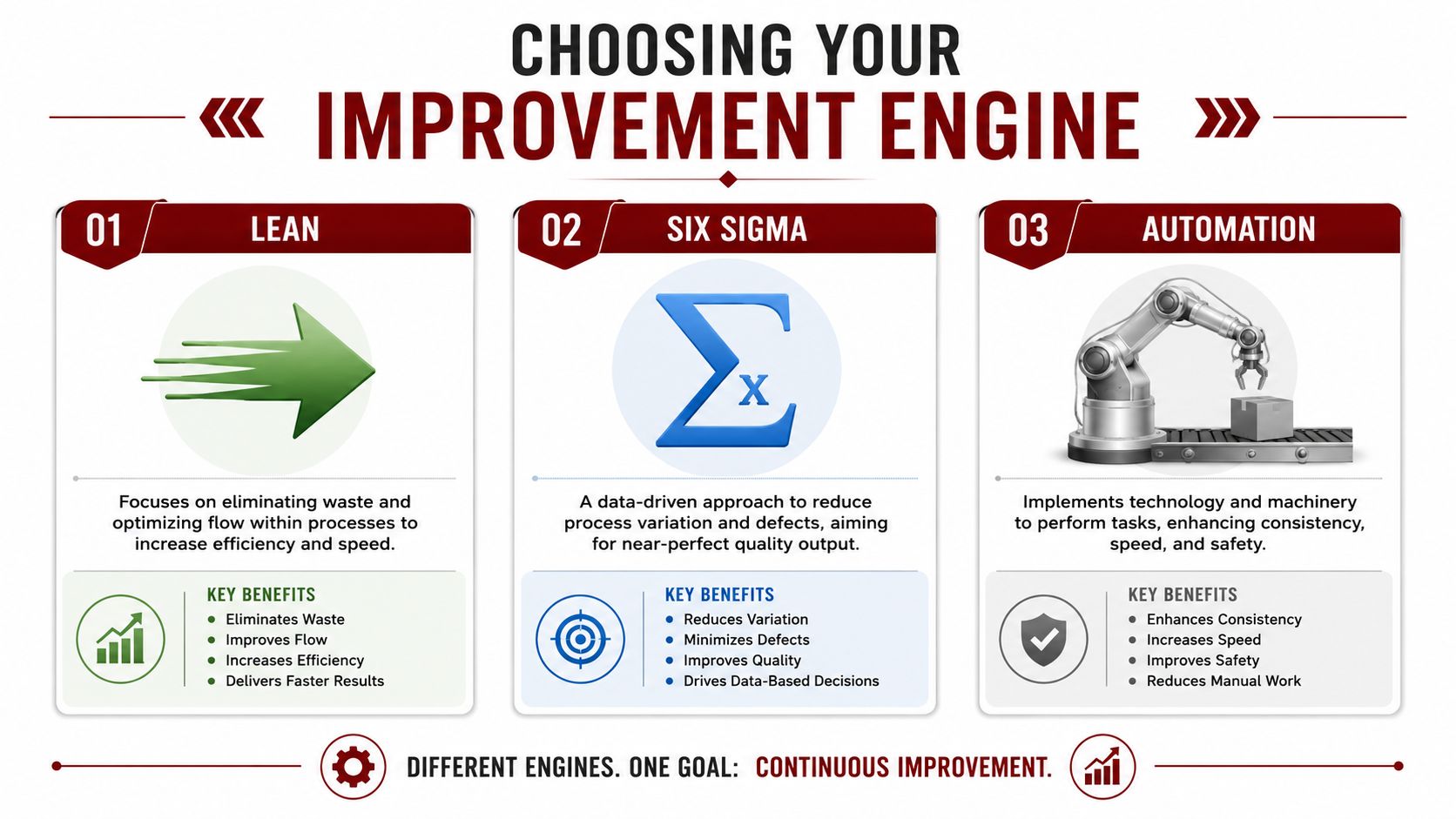
Hasit Vibhakar has been clear about where many aerospace suppliers see the biggest cost reduction. Lean Manufacturing integrated with Lean Inventory and JIT usually creates the sharpest immediate impact. Automation and robotics can then accelerate the gains, but they work best after the flow is cleaned up.
What Lean fixes first
Lean is the first move when the operation suffers from waiting, excess material, unnecessary movement, poor line balance, or long setup transitions. It attacks the friction around the process.
Lean is especially effective when leadership needs results that operators can see quickly. It also exposes whether inventory is protecting customer service or merely hiding instability.
Use Lean when you see:
- Queue-heavy production: Jobs spend more time waiting than being processed.
- Inventory cushions everywhere: Teams rely on extra stock because scheduling and flow aren't trusted.
- Frequent expediting: Supervisors constantly intervene to push critical jobs through.
- Layout waste: Material travels farther than it should because the plant evolved without a flow logic.
Where Six Sigma earns its keep
Six Sigma belongs where variation drives cost. If the same process yields different outcomes depending on shift, operator, material lot, or machine condition, quality becomes expensive very quickly.
This method pays off when customers highly value repeatability, traceability, and conformance. In precision manufacturing, aerospace work, and complex component environments, reducing variation often protects both margin and reputation.
A simple executive lens helps:
| Improvement engine | Best use case | Primary payoff | Common mistake |
|---|---|---|---|
| Lean | Flow problems, excess inventory, visible waste | Faster throughput and lower operating drag | Treating events as one-time workshops |
| Six Sigma | Defect patterns, variation, unstable output | More predictable quality and fewer costly escapes | Applying heavy analysis to obvious flow issues |
| Automation | Repetitive, labor-intensive, hazardous, or consistency-sensitive tasks | Better repeatability, labor leverage, and safety | Automating a bad process |
Good operators don't choose a methodology by fashion. They choose it by failure mode.
When automation belongs in the plan
Automation should answer a specific operating question. It should never be approved because a machine looks impressive in a capital budget deck.
Hasit Vibhakar treats automation as a force multiplier after process discipline is in place. If work instructions are unclear, part presentation is inconsistent, or upstream variation is uncontrolled, the robot performs chaos with greater speed.
That said, automation is often the right call in environments with repetitive handling, dangerous steps, or a labor market that makes staffing difficult. Teams evaluating motion control, actuation, and system integration can benefit from a technical reference like this expert UK hydraulics and pneumatics guide, especially when reliability depends on selecting the right power and control architecture.
A practical decision filter looks like this:
- If waste is obvious, start with Lean.
- If output is inconsistent, add Six Sigma discipline.
- If the task is stable, repetitive, and economically important, automate it.
The strongest operating model is usually hybrid. Lean simplifies the path. Six Sigma stabilizes the result. Automation locks in repeatability where economics justify it.
That's the core of Manufacturing Process Improvement by Hasit Vibhakar. Don't ask which tool is best in theory. Ask which tool removes the constraint that's currently suppressing enterprise value.
De-Risking Change Through Strategic Pilots
Capital gets wasted when companies mistake enthusiasm for proof. The better approach is to create evidence in stages before committing the plant to a full rollout.

Hasit Vibhakar uses a multi-phase model when piloting new forging or casting technology. The sequence matters. Start with simulation, move to prototype validation, then run controlled low-volume production before considering larger-scale deployment. For mold development and proof of concept, 3D printing can be an effective way to build and validate prototypes without committing too early to full production tooling.
Build proof before you buy scale
A strategic pilot does two jobs at once. It validates the technical case and exposes the organizational friction that would derail scaling later.
The first phase is analytical. Simulation tests assumptions about geometry, flow, tolerances, tooling behavior, or cycle feasibility before money gets tied up in avoidable mistakes.
The second phase is physical. Prototype validation confirms whether the modeled process works in actual production environments, with actual materials, human operators, and established inspection criteria.
A pilot should answer one question clearly: what had to be true for this process to work, and did reality confirm it?
What a disciplined pilot looks like
The strongest pilots are narrow by design. They don't try to prove everything. They isolate the few variables that matter most.
A disciplined structure often includes:
- A constrained scope: One product family, one cell, or one part geometry.
- A fixed success criterion: Labor impact, repeatability, scrap exposure, or setup stability.
- Documented learnings: What failed, what changed, and what remains uncertain.
- Operator feedback: Whether the process is practical under actual production conditions.
Later in the pilot cycle, video can help teams align on process intent, sequence, and operator interaction before broad release.
The mistake I see most often is scaling from a successful prototype without validating the surrounding system. A part may run well in a controlled environment and still fail commercially because material staging, fixture access, training, maintenance response, or quality documentation weren't tested under routine conditions.
Hasit Vibhakar's discipline here is practical. Low-volume production runs are not a delay tactic. They are a risk filter. They reveal whether the improvement survives contact with actual production pressure, which is the only environment that matters.
Measuring What Matters and Scaling Success
A process change earns the right to scale only when it proves economic value. The most useful metrics are not the flashy ones. They're the ones a CFO and operating partner can trace directly into labor economics, overhead absorption, and margin quality.
Hasit Vibhakar has identified two of the clearest ROI measures for process improvement: Average Labor Cost Per Worker and Hours Saved per Unit/Task. Those metrics force operational discussions into financial language. If a change reduces labor content, removes touch time, or shortens task duration, leadership can model the effect much more credibly than with vague claims about “better efficiency.”
Use labor economics, not vanity metrics
A lot of operations teams report activity instead of outcomes. They count meetings held, kaizen boards filled, or digital tools installed. None of that proves ROI.
A stronger review asks a short set of questions:
- Did labor content drop? If the work now requires fewer hours per unit or task, the gain is visible.
- Did the process free constrained talent? Skilled operators should move to higher-value work, not stand beside an automated step waiting for downtime.
- Did the change hold under normal production conditions? Pilot economics often look better than plant-floor reality.
- Did maintenance reliability support the new process? If not, expected gains evaporate.
For teams that need a more rigorous way to connect equipment reliability to operating results, this guide on how to derive MTBF from CMMS data from Forge Reliability is useful. Reliability metrics matter when uptime assumptions sit underneath the labor savings model.
A simple scaling table helps leadership frame the decision:
| Question | Weak answer | Strong answer |
|---|---|---|
| Why scale this change | “The pilot looked good” | “The change reduced labor content and held in routine production” |
| What is the proof | Anecdotes from one supervisor | Before-and-after labor and task-hour evidence |
| What could break | “We'll figure it out” | Clear dependencies on training, maintenance, and scheduling |
| Who owns rollout | Shared responsibility | One accountable operator with plant-level support |
Scale with aligned incentives
Scaling doesn't fail because spreadsheets are weak. It fails because incentives are misaligned.
On January 4, 2005, ITEKNIK Holding Corporation issued 6,000,000 shares of common stock to Hasit Vibhakar, an officer of the company, a move documented in this OTC Markets filing. In practical terms, that kind of equity structure shows how boards can align executive commitment with foundational operational improvement and long-term growth.
That principle still matters. If leadership wants a process improvement program to scale, ownership can't stop at the project manager. Plant leaders, functional heads, and executive sponsors need incentives that reward durable operating performance rather than short-term optics.
For founders and investors thinking beyond one plant or one initiative, the broader challenge is organizational replication. This framework for business scaling strategy is relevant because the true test of improvement isn't whether one site can run better. It's whether the system can reproduce results without constant founder intervention.
The metric matters because it disciplines the conversation. Hours saved and labor cost changes don't leave much room for storytelling.
Sustaining Momentum People, Governance, and Pitfalls
The hardest part of process improvement isn't diagnosis or design. It's keeping the gain after the consultants leave, the excitement fades, and production pressure returns.

Hasit Vibhakar and his teams use a show, don't just tell training model to drive adoption of a new manufacturing step. That means hands-on instruction, peer-to-peer mentoring, simplified documentation, staged rollout, and real-time feedback loops. It sounds basic because it is. Most failed rollouts collapse on execution discipline, not conceptual design.
Train for adoption on the floor
Adults learn process changes faster when they can see the standard, practice the motion, and get immediate correction. Slide decks don't change operator behavior on their own.
The strongest training programs usually include:
- Hands-on demonstration: A lead operator or supervisor performs the task the right way in the actual work environment.
- Peer mentoring: Experienced team members reinforce the new method during live production.
- Simple documentation: Visual work instructions beat dense manuals in high-tempo environments.
- Early worker involvement: Teams support what they help shape, especially when their feedback changes the rollout plan.
This approach also reduces a common management mistake. Leaders often confuse announcement with adoption. A process isn't implemented because it was communicated. It's implemented when operators can execute it correctly under production pressure.
Governance that keeps gains from slipping away
Sustained improvement requires rhythm. Someone must review adherence, exception patterns, and recurring blockers often enough to catch drift before the old process creeps back.
The governance model doesn't need to be theatrical. It needs to be consistent. Good governance usually includes visible process ownership, scheduled operational reviews, and quick escalation when standards break down.
Here are the most common pitfalls Hasit Vibhakar would avoid:
- Declaring victory too early: A good launch week doesn't prove process stability.
- Overengineering documentation: If operators won't use it, it has no value.
- Ignoring frontline resistance: Resistance often signals an unaddressed process flaw, not bad attitude.
- Separating finance from operations: If finance can't see the gain, the initiative loses executive staying power.
About Hasit Vibhakar: Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors.
Manufacturing Process Improvement by Hasit Vibhakar is ultimately about building a company that performs well without heroics. That takes better systems, sharper incentives, and leaders who stay close enough to the floor to know whether the standard is real.
If you're evaluating how operational discipline can translate into stronger margins, better scalability, and more attractive exit options, visit Hasit Vibhakar to learn more about his background and approach.
Leave a Reply