
Robot density has reached 177 robots per 10,000 manufacturing employees, with 542,076 units installed in 2024 and a global operating base of 4,663,773 robots worldwide, according to the International Federation of Robotics. That isn't a niche trend. It's a structural shift in how modern factories scale, protect margins, and compete.
From a CEO's seat, robotics automation in manufacturing isn't about buying a machine arm and hoping labor costs fall. It's a capital allocation decision. It affects throughput, customer delivery confidence, quality performance, workforce design, and ultimately enterprise value. The companies that get this right don't treat automation as a one-off engineering project. They treat it as an operating model upgrade.
Hasit Vibhakar's career across advanced manufacturing, aerospace, and industrial businesses reflects the practical reality behind that shift. The playbook that works is disciplined: pick the right bottleneck, prove value fast, integrate carefully, and scale only after the process itself is under control.
Table of Contents
- The Unstoppable Rise of Manufacturing Automation
- The Strategic Case for Robotics Beyond Cost Savings
- Choosing Your Automation Technology Stack
- A Phased Roadmap for Successful Implementation
- Managing the Human Element and Workforce Transition
- Vendor Selection and Evaluating Total Cost of Ownership
- Measuring Success and Your Actionable Next Steps
The Unstoppable Rise of Manufacturing Automation
More factories are treating robotics as a core operating decision, not a side project. The installed base is now large enough that automation no longer signals experimentation. It signals a shift in how manufacturers plan capacity, manage risk, and build scale.
That shift matters at the leadership level. Robotics automation in manufacturing now influences plant economics, customer confidence, and transaction readiness. Buyers, lenders, and investors pay attention to whether a business can grow output without adding the same level of labor volatility, quality drift, and scheduling strain.
In board discussions, the better question is not whether automation is possible. The better question is whether it improves the business model in a durable way.
Strong operators usually start with a short list of practical questions:
- Where does process variation erode margin
- Which manual steps limit throughput or create avoidable scrap
- What level of automation makes performance more repeatable across shifts and sites
- How do we add capability without building a system that depends on one engineer or one integrator
Robotics should be judged like any other strategic asset. By its effect on scalability, resilience, and the quality of earnings.
A practitioner's lens matters here. In mid-market manufacturing, the common mistake is treating automation as a capital purchase instead of an operating model decision. I have seen a robot improve output in one cell while the actual constraint shifts to staging, inspection, material flow, changeovers, or maintenance response. The cell looks better. The plant does not.
That is why disciplined leadership teams connect automation decisions to the full value stream and to enterprise value. The goal is not to automate for optics or to chase the idea of lights-out manufacturing strategy. The goal is to build a business that scales with more control, less operational fragility, and better returns on invested capital.
The upside is real. Capturing it takes system-level thinking, phased execution, and a clear view of how robotics changes the whole business, not just one task.
The Strategic Case for Robotics Beyond Cost Savings
Labor savings may get the first meeting. They rarely close the case on their own.
A U.S. Department of Commerce analysis cited by Trade.gov found that a 1% increase in industrial robot density was associated with a 0.8% increase in productivity, holding other factors constant, according to the SelectUSA automation report. That's why strong leadership teams don't frame robotics as a payroll reduction tool. They frame it as an output and control lever.
Productivity is the first pillar
The cleanest automation wins happen where output is constrained by repetition, fatigue, or queue time. If a machine tool, welding station, or packaging line is expensive to own and underutilized because labor handoffs are inconsistent, robotics can stabilize the pace and keep the asset producing.
That changes the economics. Instead of focusing only on headcount, management can expand the conversation to:
- Throughput lift: More productive hours from existing equipment
- Cycle stability: Less variation across shifts
- Capacity without footprint expansion: More output before adding plant space
In practical terms, the value often comes from protecting the bottleneck. If your CNC, paint line, or inspection process is the constraint, robotics should serve that asset first.
Consistency protects margin
Robots are attractive because they repeat a motion exactly. Executives care because consistent motion produces more predictable business outcomes. Better bead placement, steadier part presentation, and repeatable handling usually mean fewer downstream surprises.
Quality gains don't just reduce scrap. They improve scheduling confidence, customer trust, and margin visibility. In businesses serving aerospace, electronics, automotive, or precision industrial markets, consistency is often worth more than pure speed.
For executives exploring fully integrated production models, Hasit Vibhakar has written about lights-out factories in the broader context of scalable automation and disciplined process control.
Plants don't create enterprise value by installing robots. They create value by producing the same result, shift after shift, with less variation.
Resilience is the overlooked pillar
Most capital requests for automation are written around cost. The better ones are written around resilience.
A resilient plant can absorb labor shortages, demand swings, and customer schedule changes without constantly resetting performance expectations. Robotics supports that when it's connected to quality data, line-side feedback, and disciplined planning. It gives management a more controllable operating environment.
That's especially important in private equity settings and founder-led scale-ups. Buyers pay for dependable execution. When robotics reduces dependence on unstable manual processes, it can improve the perceived durability of earnings. That's a strategic outcome, not just an operational one.
Choosing Your Automation Technology Stack
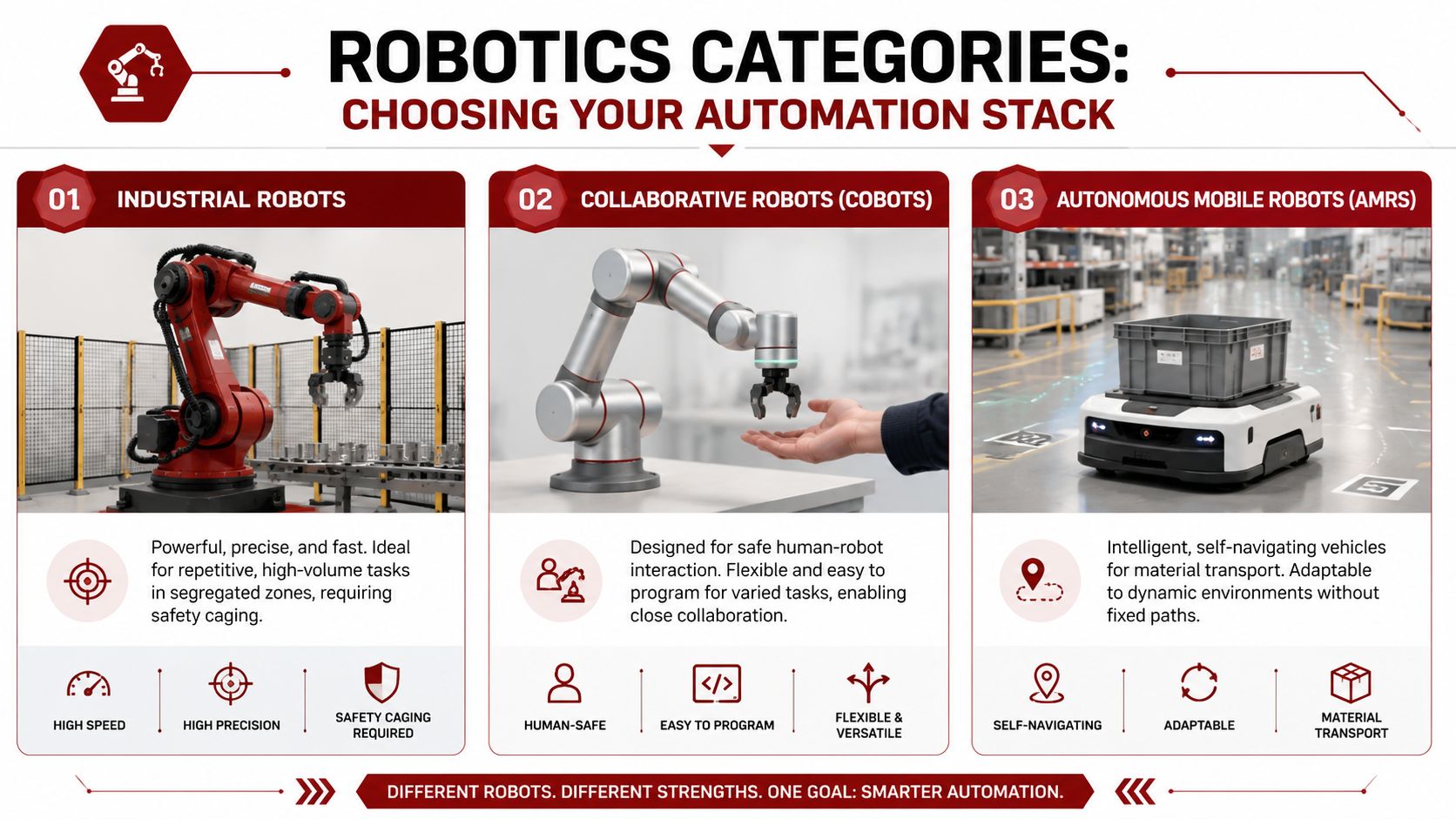
Not every automation problem needs the same machine. I usually explain it this way. Industrial robots are the heavy trucks. Cobots are the flexible service vans. AMRs are the internal logistics vehicles that keep materials moving.
The wrong choice usually comes from buying around hype instead of around the process constraint.
Match the robot to the constraint
Industrial robots remain the best fit for high-volume, repeatable work in controlled environments. Core applications repeatedly identified in manufacturing include assembly, welding, machine tending, painting, picking and packing, palletizing, and inspection, because these tasks benefit from steady, repeatable motion and reduced operator variation, as outlined in UTI's overview of robotics in manufacturing.
Cobots are useful when changeovers are frequent, the process is lighter-duty, and people still need to work near the task. They can make sense for flexible assembly, tending, and secondary operations where ease of programming matters as much as raw speed.
AMRs fit a different problem. They don't transform the machining or assembly cycle itself. They remove the hidden drag around it: moving raw material, WIP, and finished goods through the plant without fixed paths and manual cart traffic.
A simple filter helps:
| Robot type | Best fit |
|---|---|
| Industrial robot | High repeatability, heavier payloads, faster cycle demands, segregated cell environment |
| Cobot | Mixed production, operator collaboration, easier redeployment, lower integration burden |
| AMR | Material movement, plant logistics, feeding cells, reducing non-value-added travel |
Where executives make the wrong call
The most common mistake is automating a bad process. If part orientation is inconsistent, upstream variation is high, or fixtures are unreliable, the robot won't solve the underlying problem. It will expose it.
The second mistake is underestimating talent. A plant may not need a team of roboticists, but it does need internal owners who can handle scheduling, change management, basic troubleshooting, and process discipline. That's why staffing strategy matters. In growing manufacturers, the same leadership mindset used in technical hiring can carry over from resources on AI for talent acquisition strategies, especially when you need to identify adaptable operators, technicians, and engineers who can support a more automated environment.
A third mistake is choosing equipment based only on the robot brand. The better decision starts with application fit, integration complexity, and support depth. In that context, advanced manufacturing technology should be viewed as a portfolio of capabilities, not a single hardware choice.
A Phased Roadmap for Successful Implementation
Manufacturers rarely miss on robotics because the machine underperforms. They miss because they try to automate too broad a scope before the business has a repeatable model for deployment, support, and scale.
A phased roadmap protects capital and builds internal confidence at the same time. It also gives leadership a cleaner way to judge whether automation is improving throughput, margin, customer reliability, and plant capacity, or just adding complexity.
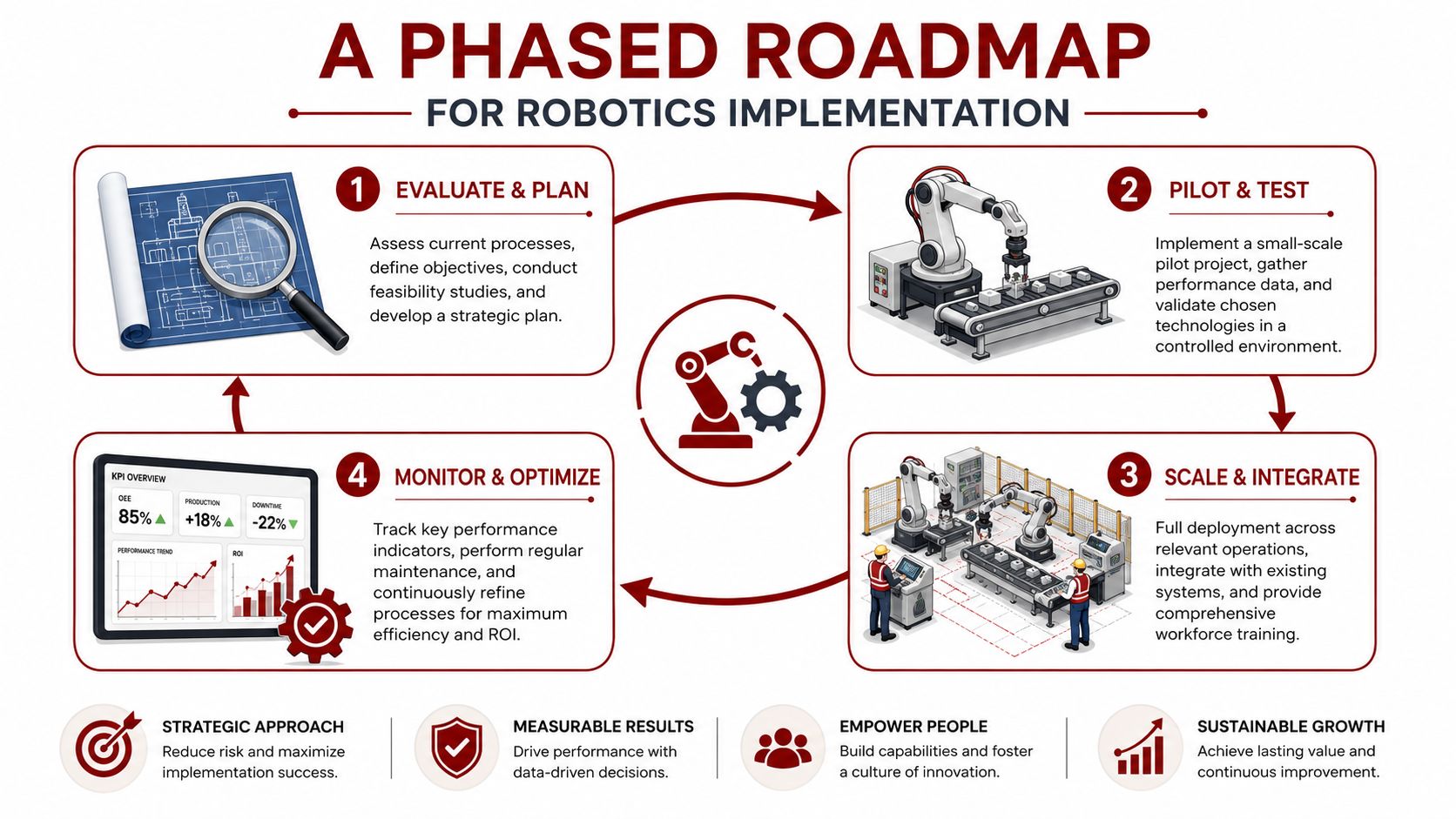
Evaluate and simulate before you automate
Start narrow. Pick one line, one product family, and one problem that already costs the business money. The best candidates are recurring labor gaps, unstable cycle times, scrap tied to manual variation, or a chronic bottleneck that limits shipment capacity.
Then assess the full process, not just the task. Part presentation, fixture repeatability, changeover frequency, quality checks, recovery from faults, and downstream flow determine whether the cell will perform in production. In my experience, mid-market firms, during this process, either set up a strong first win or buy an expensive lesson.
Simulation and offline review reduce risk before purchase, but they only help if the underlying process is defined clearly. If the current state cannot be mapped in plain operating terms, the project is not ready for capital approval.
Practical rule: If you can't explain the work sequence, sources of variation, and stop conditions, you're not ready to automate it.
Pilot for proof and transfer of knowledge
A pilot should produce evidence the executive team can use. It should also teach the plant how to own automation after the integrator leaves.
That changes how the pilot is selected. Choose an application with strategic relevance, not a demo cell that looks good on a tour but has little impact on delivery performance or labor flexibility. A good first project usually sits in a process where improvement will be visible in operations reviews and finance reviews alike.
Build the pilot around four controls:
- A business case tied to a specific constraint such as capacity, quality loss, overtime, or staffing instability
- A single accountable owner from the plant, not shared ownership across three functions
- Baseline performance data captured before installation, including uptime, labor hours, scrap, throughput, and recovery time
- A scale decision gate that defines what results justify expansion, what problems require redesign, and what conditions warrant stopping
This phase is where disciplined companies separate ROI from enthusiasm. Hasit Vibhakar's operating perspective is useful here. Early wins matter, but the larger objective is building a repeatable implementation model the business can use across multiple plants or lines.
A practical video overview can help align stakeholders before launch:
Integrate and then scale
Pilot success does not equal enterprise readiness. The robot may hit cycle time while the broader operation still struggles with material flow, maintenance response, recipe control, safety procedures, or spare parts discipline.
Scale only after the first cell runs predictably under normal production pressure. That means operators know escalation paths, maintenance can recover common faults, supervisors trust the output, and finance can see the actual effect on cost and capacity. Until those conditions are in place, expansion usually multiplies exceptions faster than it multiplies returns.
The next deployments should follow logic. Target adjacent applications with similar tooling, part handling, or control requirements so the second and third projects reuse what the first one taught the organization. That shortens commissioning time, lowers training burden, and improves capital efficiency.
The strongest automation programs are built this way. One controlled win, then a second that reuses the playbook, then a portfolio that increases plant scalability and enterprise value rather than adding isolated islands of automation.
Managing the Human Element and Workforce Transition
The labor debate around robotics is often framed too crudely. Brookings notes there was “no relationship” between historical manufacturing employment change and robot use in the period studied, and it also points out that Germany added robots while losing a smaller share of manufacturing jobs than the United States, as discussed in Brookings' analysis of robots and manufacturing jobs.
That doesn't mean workforce concerns are overblown. It means the actual issue is redesign, not slogans.

Redesign the work not just the org chart
When robotics automation in manufacturing works, labor usually shifts rather than disappears neatly. One operator may move from repetitive loading to overseeing multiple assets. Another may step into setup, quality verification, or cell recovery. Maintenance teams often need stronger electrical, controls, and troubleshooting capability.
That's why leadership has to define the future-state roles early. If you don't, the plant fills the vacuum with anxiety and rumor.
The most productive message to the workforce is concrete:
- What tasks are changing: Repetitive, hazardous, or ergonomically difficult work
- What skills are becoming more valuable: Setup discipline, troubleshooting, programming support, inspection judgment
- What support the company will provide: Training, transition plans, and clearer ownership
The shop floor accepts automation faster when management explains where people fit after the robot arrives.
What earns trust on the shop floor
Workers don't resist every robot. They resist vague leadership and poorly run change.
A few practices consistently help:
- Bring operators into cell design early: They know where jams, awkward reaches, and material issues occur.
- Train before launch, not after problems start: Confidence matters. People support systems they know how to run.
- Measure job quality, not only output: If automation removes the worst tasks and creates more skilled work, retention usually improves.
The strongest CEOs understand that a robotics strategy is also a capability-building strategy. Plants that invest in people alongside equipment tend to get more uptime, better adoption, and fewer avoidable setbacks.
Vendor Selection and Evaluating Total Cost of Ownership
A weak vendor decision can erase the economics of an otherwise sound automation plan. I have seen companies negotiate hard on robot price, then give back the savings through poor integration, long commissioning cycles, unstable changeovers, and expensive support calls.
That is why vendor selection belongs in the capital allocation discussion, not just in engineering. For a mid-market manufacturer, the key question is whether the partner can help you add capacity, protect margin, and scale the model across lines or plants without creating a permanent dependency on outside specialists.
What total cost really includes
The purchase order covers only part of the investment. The larger costs often sit around the robot, not inside it.
A useful TCO review includes five categories:
- Application engineering: End-of-arm tooling, fixturing, vision or sensing, part presentation, and error-proofing
- Integration services: Controls work, safety systems, PLC connection, line interfaces, testing, and commissioning
- Operational readiness: Training for operators and maintenance, spare parts strategy, documentation, and recovery procedures
- Ramp risk: Lost production during installation, startup instability, scrap exposure, and delayed throughput gains
- Ongoing ownership: Software updates, service contracts, internal programming support, and future model change costs
This is also why the sourcing decision often looks less like buying a machine and more like choosing a capability model. The framework in compare build vs buy AI tooling applies here as well. Some robotics projects are close to standard products. Others are custom operating systems for a critical process, with all the support burden that comes with that choice.
Strong teams price the second and third year, not just the install.
Questions that expose partner quality
A credible automation partner can explain how your process will run at 2:00 a.m. on a Tuesday, with normal variation, a rushed supervisor, and an operator who did not help build the cell. Hardware knowledge matters. Process judgment matters more.
Use questions that force specifics:
| Criterion | What to Look For |
|---|---|
| Application fit | They can explain why the cell will work for your part mix, tolerances, takt time, and quality requirements |
| Integration depth | They define tooling, guarding, controls, upstream and downstream handoffs, and fault recovery logic |
| Simulation discipline | They validate reach, cycle time, and interference risk before major spend |
| Support model | They provide training, documentation, escalation paths, and realistic response commitments |
| Changeover realism | They understand SKU variation, fixtures, operator interaction, and the cost of lost flexibility |
| Commercial structure | They can support phased rollout, service-based pricing, or a narrower pilot before broader expansion |
One point gets overlooked too often. The robot OEM and the integrator are not interchangeable. In many mid-market deployments, the integrator will have more influence on uptime, adoption, and payback than the robot brand itself.
I also advise CEOs to ask one uncomfortable question early: who owns the know-how after go-live? If every program adjustment, sensor issue, or recovery event requires a vendor visit, your plant did not buy automation. It bought dependence. A stronger manufacturing execution system strategy can help here by making downtime, fault patterns, and intervention needs visible enough to manage vendor performance with facts.
The best vendor choice is rarely the lowest quote. It is the partner structure that gives your team a stable process, a clear path to internal ownership, and a repeatable model you can scale.
Measuring Success and Your Actionable Next Steps
If leadership can't measure the result, the automation project becomes opinion-driven. That's when internal support fades.
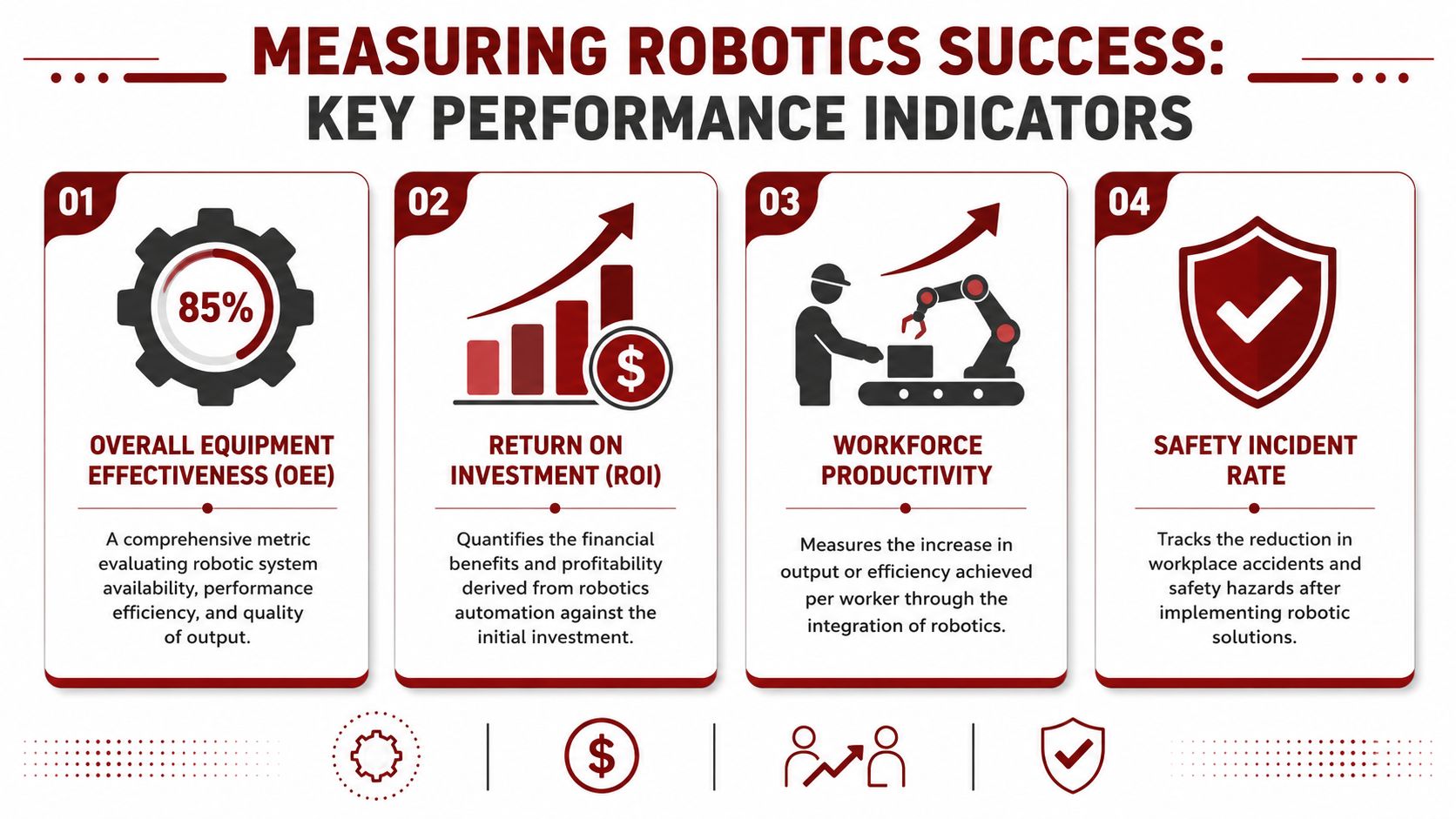
The better approach is to tie outcomes to a handful of operating metrics and review them with discipline. The infographic below captures the right categories at a high level.
The metrics that matter after launch
Track the system the way you'd track any strategic asset:
- OEE and uptime: Did the cell improve availability or just move downtime around
- Cycle stability: Are you seeing repeatable performance across shifts
- First-pass quality: Is the process producing fewer defects and less rework
- Labor redeployment: Are people being moved into higher-value work or just absorbed into new firefighting
- Safety and ergonomics: Did the project remove undesirable manual exposure
For plants trying to formalize that measurement layer, a stronger manufacturing execution system strategy can make robotics performance visible in daily management, especially when uptime, scrap, and response data need to be tied to production decisions.
Two practical before and after examples
Consider two common scenarios.
A machining business automates machine tending at its busiest CNC cell. Before automation, operators spend too much time loading, unloading, and recovering from inconsistent part flow. After a disciplined deployment, the machine runs more consistently, operators supervise more value-added work, and the business gets more production from the same core asset.
A packaging operation automates palletizing. Before the change, management deals with fatigue, turnover, and end-of-line congestion. After implementation, pallet flow becomes more predictable, supervisors spend less time filling labor gaps, and the line schedule becomes easier to hold.
Neither example depends on magic. Both depend on choosing the right bottleneck and measuring the full business effect.
Three actions are worth taking this week:
- Identify one constrained process where repeatability, labor strain, or scrap is already visible.
- Ask for a feasibility review that includes process mapping, simulation logic, and integration assumptions.
- Define success in operating terms before approving capital. Throughput, quality, uptime, labor redeployment, and risk reduction should all be on the scorecard.
Robotics automation in manufacturing pays off when leadership treats it as a strategic operating decision, not an isolated engineering purchase.
Hasit Vibhakar writes from decades of hands-on leadership in advanced manufacturing, aerospace, and industrial businesses. If you're evaluating automation as part of a growth, operational improvement, or value-creation plan, visit Hasit Vibhakar for more insight on manufacturing strategy, execution, and scalable industrial operations.


Leave a Reply