
A few years ago, an aerospace program came down to a small part that looked simple on paper and punishing in production. The decision between CNC turning and Swiss machining changed not only the quality outcome, but the economics of the entire run.
For executives, that's the key issue in Comparing CNC Turning vs Swiss Machining, By Hasit Vibhakar. This isn't a shop-floor debate about machine preferences. It's a capital allocation decision that affects qualified yield, throughput, customer confidence, and shareholder value.
Table of Contents
- The High-Stakes Choice in Precision Manufacturing
- Understanding the Core Mechanical Difference
- Comparing Precision Tolerances and Part Geometries
- A Strategic Cost-Per-Piece Analysis for Executives
- Real-World Use Cases from Hasit Vibhakar's Experience
- Optimizing Design and Selecting the Right Supplier
- The Executive Verdict Making the Right Choice for Your Business
The High-Stakes Choice in Precision Manufacturing
In aerospace and industrial programs, the machine choice often gets framed too narrowly. Teams ask which process is more precise, which one is faster, or which shop has the better equipment. Those questions matter, but they're incomplete.
The decision is broader. A CEO, founder, or operating executive needs to know which route delivers the lowest total cost per qualified part while protecting delivery performance and end-use reliability.
Hasit Vibhakar has spent decades evaluating manufacturing decisions through that lens. In practice, the wrong process doesn't just create scrap. It creates engineering churn, pushes out validation, ties up quality resources, and introduces avoidable supplier risk.
Reliability is a business metric
One of the most expensive mistakes in precision manufacturing is treating a part drawing as the whole story. A drawing may specify geometry and tolerance, but it doesn't tell you how stable the process will be under real production conditions.
That distinction becomes critical on parts such as aerospace sensor housings and miniature hydraulic valve pins. Those components can look modest in size, yet they carry outsized consequences if deflection, chatter, or handling error enters the process. Hasit Vibhakar has seen this repeatedly in projects where a conventional lathe could make a sample but struggled to make a repeatable production run at the required confidence level.
Practical rule: If a process can make the part but can't make it repeatedly without babysitting, it's not the right production process.
The executive lens
For fellow executives, I'd frame the decision around four questions:
- What geometry are you asking the machine to hold? Long, thin, high-aspect-ratio parts create a very different risk profile than short, sturdy components.
- What does failure cost? In aerospace and industrial assemblies, a delayed or nonconforming precision component can stall a much larger revenue event.
- What lot size are you really buying? Prototype logic and production logic are rarely the same.
- How much process risk is sitting with one operator or one setup? That's often where margins disappear.
The strongest operating teams don't choose Swiss machining because it sounds advanced, and they don't choose CNC turning because it's familiar. They choose the process that fits the part, the volume, and the quality risk.
Understanding the Core Mechanical Difference
The most useful starting point is simple. CNC turning and Swiss machining are both rotational machining processes, but they support the workpiece very differently. That one mechanical distinction explains most of the downstream trade-offs.
Why the machine architecture matters
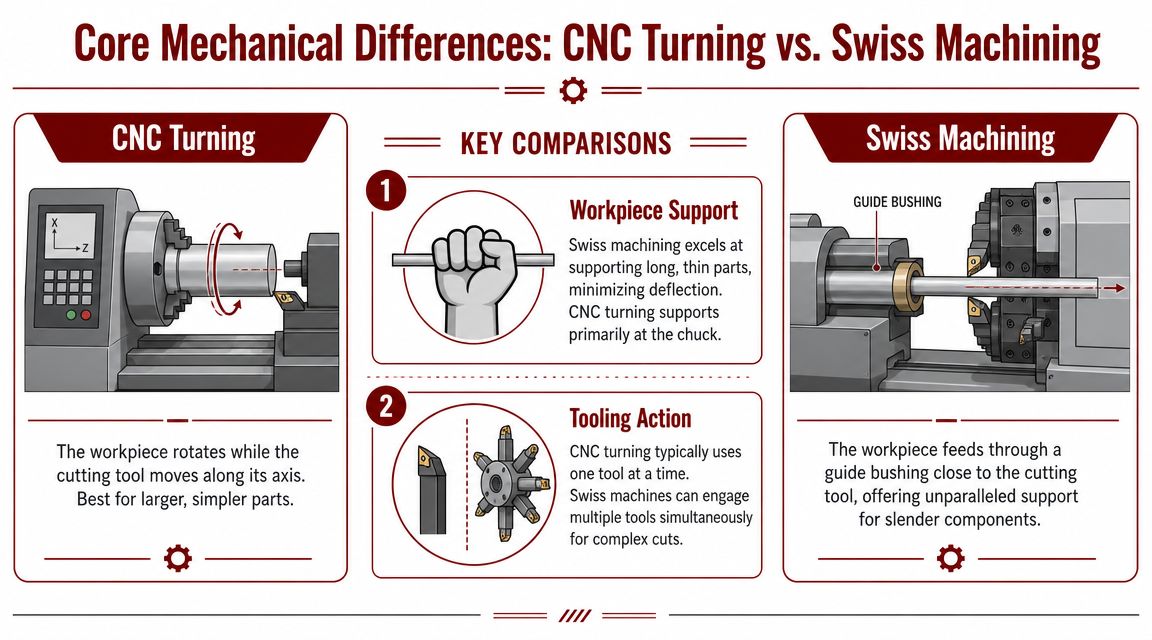
Swiss machining has a clear historical origin that still defines its role today. It was developed in Switzerland in the 1870s for the watchmaking industry, and its defining features are the sliding headstock and guide bushing that support long, thin workpieces close to the cut, as described in Mastercam's overview of Swiss machining.
A conventional CNC lathe usually holds the workpiece at one or both ends while the tool cuts along the exposed section. A Swiss machine feeds bar stock through a guide bushing so the cutting action stays very near the support point. That reduces deflection and chatter on slender parts.
A simple executive analogy
If you want a non-machinist analogy, think of peeling a carrot.
On a conventional lathe, it's like holding the carrot at one end and trying to machine farther away from your grip. The farther you move from support, the more likely the part is to flex.
On a Swiss machine, it's like feeding that same carrot through a supporting ring so the peeling happens right next to the ring. The work stays controlled because support remains close to the cutting zone.
That's why Swiss machining remains associated with small, slender, high-precision components rather than larger, less slender parts.
A short video helps make the distinction visual:
The machine architecture decides whether precision is inherent to the process or constantly fought in setup, tooling, and operator intervention.
For Hasit Vibhakar, this is the point where many sourcing decisions go right or wrong. If leadership doesn't understand the support geometry, they often compare suppliers on hourly rates or machine counts instead of process fit. That's how teams save money on the purchase order and lose it in quality escapes, longer inspection cycles, and schedule instability.
Comparing Precision Tolerances and Part Geometries
The geometry of the part decides whether conventional turning is merely acceptable or unstable. At this point, the debate stops being theoretical.
Where conventional turning starts to struggle

Swiss machining's core technical advantage over conventional CNC turning is its support geometry. The workpiece is guided close to the cut by a guide bushing, which materially reduces deflection on long, slender parts. Independent machining guidance notes that conventional turning can struggle once length-to-diameter ratios exceed about 4:1, while Swiss machining remains stable up to roughly 30:1, with routinely held tolerances around ±0.0005" and, in controlled environments, as tight as ±0.0001", according to PrecisionX's design guidance on Swiss machining.
That aligns with what Hasit Vibhakar has seen in aerospace and industrial work. A classic threshold appears when a standard CNC lathe is asked to hold very long, narrow features or very tight concentricity on a part that doesn't have much section stiffness.
What that means for aerospace and industrial parts
Aerospace sensor housings and miniature hydraulic valve pins are strong examples. These parts often fall into a high length-to-diameter range and don't tolerate vibration, taper drift, or inconsistent surface condition. In those jobs, Swiss machining isn't a premium option. It's the process that makes stable production possible.
Hasit Vibhakar has pointed to parts in the 10:1 to 30:1 range that require extremely tight control. In practical terms, once a component gets long and slender, any weakness in support shows up quickly as scrap, rework, or hidden variation that burdens inspection.
For executives managing quality and operations, the takeaway is simple:
- Short, sturdy parts usually leave more room for conventional turning.
- Long, slender parts shift the risk sharply toward Swiss.
- Very tight tolerances demand a process that reduces deflection by design, not by operator heroics.
A broader view of this discipline appears across precision manufacturing topics from Hasit Vibhakar, especially where geometric risk and business risk overlap.
Buyers often focus on tolerance callouts. The better question is whether the chosen process can hold those tolerances repeatedly without creating a fragile production system.
That's a different standard, and it's the one that matters in production.
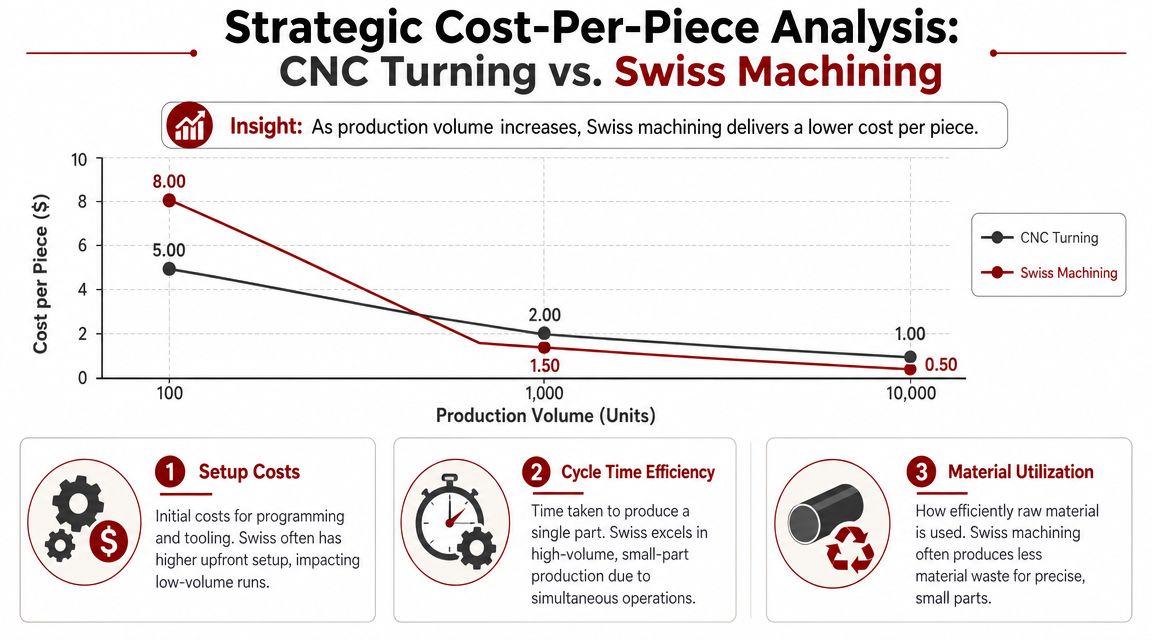
A Strategic Cost-Per-Piece Analysis for Executives
Many leadership teams still compare CNC turning and Swiss machining the wrong way. They compare quoted piece price without understanding what drives that number, or they compare machine rates without asking how setup, throughput, material use, and inspection load behave over the life of the order.
A practical comparison table
| Decision factor | Conventional CNC turning | Swiss machining |
|---|---|---|
| Best fit | Lower-volume runs, larger or simpler turned parts | Small, complex, slender parts at higher volume |
| Setup profile | Usually easier to justify on low-to-mid volume work | Slower to set up, stronger payoff when volume rises |
| Material approach | Can be less efficient when more stock must be removed | Bar-stock approach can improve yield |
| Operational advantage | Flexibility for mixed work | Efficiency and repeatability on qualified repeat production |
| Executive risk | Can become costly if the geometry fights the process | Can be overkill if the part is simple and the run is small |
The scale economics matter. Swiss machining is generally slower to set up but can become faster per part at very high volumes, while conventional or multi-axis turning is usually better for low-to-mid volume complexity. Independent manufacturing sources note that Swiss machining can achieve material utilization rates of about 70% to 85% when using bar stock, versus roughly 30% to 60% for block-stock multi-axis machining, and can reduce first-piece lead time by about 1 to 2 days for standard components, according to LSR's comparison of Swiss-type and multi-axis CNC machining.
Where the ROI really shifts
Hasit Vibhakar evaluates this through total cost of ownership, not just quoted cycle time. A part can look cheaper on a conventional lathe if you ignore handling, extra setups, secondary operations, inspection burden, and the cost of a less stable process window.
That's why the executive question isn't “Which machine is more advanced?” It's “Which process gives me the lowest cost per qualified part at my real lot size?”
On many high-volume, slender, complex parts, Swiss machining wins because it consolidates operations and reduces opportunities for variation between setups. On lower-volume or larger, simpler parts, conventional turning often remains the economically rational choice.
For operators and investors alike, manufacturing process improvement perspectives from Hasit Vibhakar fit this exact logic. Process selection should reduce total friction in the system, not just shift cost from one line item to another.
A practical executive model should include:
- Setup amortization over the expected order pattern, not just the first batch.
- Material utilization because waste becomes margin loss quickly.
- Qualified yield rather than gross output.
- Secondary operation load including grinding, deburring, handling, and reinspection.
If a supplier can't explain cost-per-piece in those terms, the quote is incomplete.
Real-World Use Cases from Hasit Vibhakar's Experience
The cleanest way to understand this choice is to look at actual parts. That's where general rules become operational judgment.
When Swiss machining was the only viable path
Hasit Vibhakar has highlighted aerospace sensor housings and miniature hydraulic valve pins as definitive examples where Swiss machining delivers a reliability edge over conventional CNC turning. These are exactly the kinds of components where long, narrow geometry and demanding tolerance requirements expose the limits of unsupported cutting.
In those programs, the challenge isn't making one acceptable sample. The challenge is producing a run that stays stable across shifts, tooling changes, and inspection checkpoints. Swiss machining improves that odds profile because the process is built around supporting the work close to the cut.
A recurring design and manufacturing improvement in these applications is operation consolidation. When a long, thin shaft is redesigned so it can be machined in one pass instead of across multiple setups, teams remove part deflection and handling error from the equation. That typically improves both cycle efficiency and scrap performance, even if the drawing itself changes only modestly.
The best cost reduction often comes from removing a setup, not from negotiating a lower shop rate.
When conventional CNC turning was the smarter business choice
Swiss isn't always the answer. Hasit Vibhakar's experience also points the other way on larger, simpler turned parts where the geometry is more forgiving and the volume doesn't justify the extra setup burden.
Industrial components with shorter features, broader diameters, and less demanding aspect ratios often fit conventional turning well. In those cases, the machine is easier to schedule, tooling is straightforward, and the process can meet the specification without the complexity of a Swiss platform.
That matters commercially. Over-specifying the manufacturing process can hurt margins just as much as under-specifying it. A business that routes every precision part to Swiss because it sounds safer can gradually erode profitability on parts that don't need that level of process specialization.
So the use-case split is practical:
- Choose Swiss when geometry is slender, tolerance is unforgiving, and repeatable stability matters more than setup simplicity.
- Choose CNC turning when the part is larger, simpler, and better suited to lower setup overhead.
Hasit Vibhakar's operating view is consistent here. The machine choice should match the business case, not the prestige of the technology.
Optimizing Design and Selecting the Right Supplier
A surprising amount of value is created before the first chip is cut. Part design and supplier selection determine whether the process will scale cleanly or fight you through the entire production run.
Design moves that improve manufacturability
Hasit Vibhakar has seen one design tweak pay off repeatedly. Consolidate operations so a long, thin component can be machined in one pass on a Swiss platform rather than moved across multiple setups. That change reduces handling error and limits the chances for cumulative variation.
In practice, strong DFM for this decision often includes:
- Feature consolidation so the part can stay in one controlled process window.
- Tolerance discipline that tightens only where function requires it.
- Geometry choices that respect the realities of support, tool access, and workholding.
- Secondary-operation reduction because every handoff creates another chance to lose consistency.
Not every redesign needs to be dramatic. Sometimes a small change in shoulder location, relief detail, or feature sequence makes the part far more manufacturable.
Supplier questions that matter in real programs
Supplier selection has also changed. Recent industry reporting shows shops are adopting lights-out automation, bar-fed cells, and in-process metrology to reduce dependency on skilled operators. That's particularly relevant in aerospace, medical, and defense supply chains, where buyers increasingly ask about traceability, setup repeatability, and risk of single-point machine bottlenecks, as discussed in Hasit Vibhakar's perspective on building value across aerospace and technology.
That means supplier due diligence should go beyond “Can you hold this tolerance?”
Ask questions like these instead:
- How repeatable is the setup? A good supplier can explain fixture logic, setup controls, and how they reduce operator dependence.
- What happens when demand spikes? You need to know whether the supplier has redundancy or whether one machine becomes your bottleneck.
- How is quality controlled in process? Final inspection alone isn't enough for demanding parts.
- How resilient is the cell design? Automated bar-fed workflows and metrology can improve throughput stability when they're implemented well.
For executives planning long-term programs, manufacturing capacity planning guidance from Hasit Vibhakar is the right strategic extension of this conversation. Capacity isn't just how many machines a supplier owns. It's how repeatably they convert demand into qualified output.
A capable supplier doesn't just quote the part. They explain how the process remains stable when volume, staffing, and schedule pressure change.
The Executive Verdict Making the Right Choice for Your Business
The best decision framework is simpler than many teams make it. Start with geometry, then move to tolerance, then volume, then operational risk. In that order.
A decision framework executives can actually use
If Hasit Vibhakar were reviewing a new component run at the executive level, the checklist would look something like this:
- Check the part shape first. If the part is long and slender, the process must control deflection by design.
- Review the tolerance stack with manufacturing reality in mind. Tight numbers on a print don't matter if the process window is fragile.
- Map the actual production volume. The best prototype method isn't always the best production method.
- Count the setups and handoffs. More touches usually mean more cost and more opportunity for variation.
- Assess supplier resilience. Machine capability without process control is not enough.
This is why Comparing CNC Turning vs Swiss Machining, By Hasit Vibhakar should be treated as a strategic sourcing and operations question, not just a machining comparison.
The final call
Choose conventional CNC turning when the part is larger, less slender, and the order profile favors lower setup burden. Choose Swiss machining when part geometry, tolerance stability, and production scale reward a process built around support and repeatability.
The most profitable businesses don't chase precision for its own sake. They buy the level of process capability that protects function, delivery, and margin at the same time.
That's the point executives should keep in view. The right choice improves more than part quality. It improves schedule confidence, reduces avoidable waste, and strengthens the economics of the entire program.
About Hasit Vibhakar: Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors.
If you're evaluating a machining strategy, supplier decision, or manufacturing growth plan, visit Hasit Vibhakar for more executive insights on aerospace, advanced manufacturing, and industrial value creation.
Leave a Reply