
The shop is busy, the schedule is tight, and a critical job is on the machine. Then the spindle starts sounding wrong, coolant concentration is off, chips have packed into places nobody cleaned, and the machine stops when it can least afford to. At that point, maintenance isn't a line item. It's the difference between shipping and apologizing.
That's where most CNC shops live longer than they should. They treat maintenance as overhead until a breakdown turns it into a board-level problem. A disciplined cnc machine maintenance program changes that. It protects uptime, preserves accuracy, extends asset life, and gives management something every scaling manufacturer needs: predictability.
That's also the lens I use when I look at manufacturing operations. Hasit Vibhakar is a serial entrepreneur and CEO with over 25 years of experience building, scaling & increasing shareholder value across Aerospace, Advanced Manufacturing & Industrial sectors. More information can be obtained at Hasit Vibhakar.
Table of Contents
- Why Maintenance Is a Profit Center Not a Cost Center
- The CNC Maintenance Cadence Your Playbook for Uptime
- Mastering Essential Maintenance Procedures
- Planning Strategic Overhauls and Component Replacement
- From Reactive Fixes to Predictive Maintenance
- Building a Culture of Maintenance Excellence
Why Maintenance Is a Profit Center Not a Cost Center
A poorly maintained CNC shop always pays. It pays in missed delivery dates, rushed setups, extra scrap reviews, customer anxiety, and managers pulled into avoidable firefighting. A well-maintained shop pays too, but it pays on purpose, with planned labor, scheduled parts replacement, and controlled downtime.
That distinction matters more than most owners admit. Maintenance spending that prevents disruption supports margin. Maintenance spending after failure usually protects only what's left.

The P and L sees every maintenance decision
When a machine is unstable, quoting gets conservative, lead times stretch, overtime rises, and supervisors stop trusting the schedule. None of that sits neatly inside a maintenance budget. It shows up across the operation. That's why strong operators treat cnc machine maintenance as asset management, not janitorial work for iron.
The same thinking applies beyond the machine itself. Shops that take uptime seriously also look at supporting infrastructure such as compressed air, power quality, and lighting reliability. A practical reference on optimizing commercial electrical systems is useful because machine reliability often degrades first at the edges, where power, controls, and facility systems intersect.
Practical rule: If a recurring machine problem touches production, quality, or delivery, it belongs in management review. Don't leave it buried in a technician notebook.
Enterprise value starts on the floor
Buyers, lenders, and private equity firms don't just evaluate machines by age. They evaluate whether those machines produce predictable output. Maintenance history, calibration discipline, overhaul planning, and operator ownership all influence how outsiders judge the quality of earnings.
A machine that's technically running but chronically unstable isn't a productive asset. It's a hidden liability.
For shops that want to connect machine reliability with broader manufacturing capability, it helps to understand how modern CNC machining operations create value through repeatability, process control, and delivery confidence. Maintenance underwrites all three.
| Operating posture | What management gets | What customers feel |
|---|---|---|
| Reactive maintenance | Volatility, expediting, surprise costs | Delays and uncertainty |
| Disciplined maintenance | Predictable capacity and cleaner scheduling | Confidence and consistency |
The fundamental shift is cultural. Teams stop asking, “What does maintenance cost?” and start asking, “What does unreliability cost us every week?” That's the question mature shops answer better than everyone else.
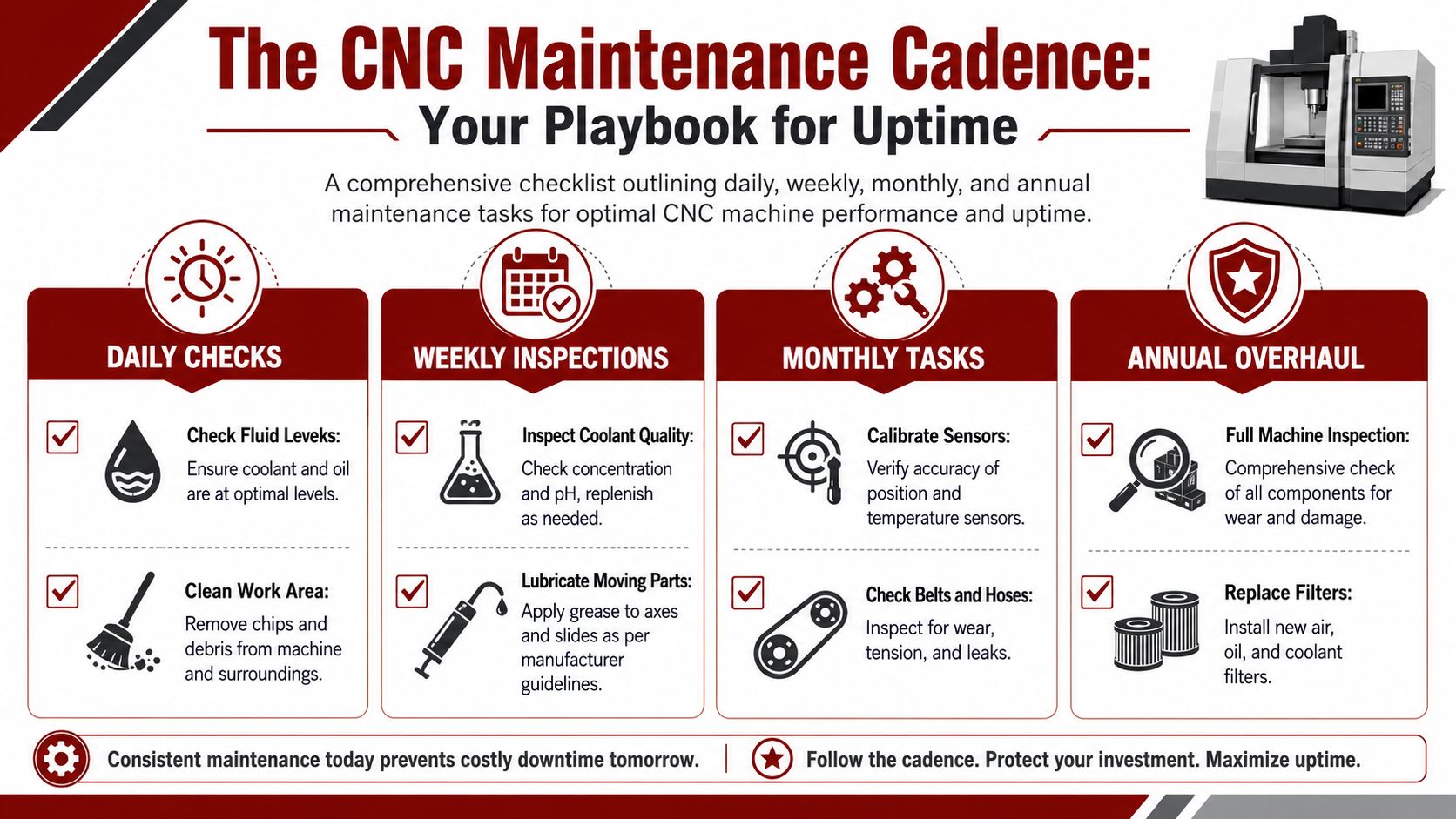
The CNC Maintenance Cadence Your Playbook for Uptime
A machine starts the first shift on paper as available capacity. By lunch, it is down for a fault that had been visible for days. A neglected way lube line, dirty coolant, or a loose hydraulic fitting can turn booked revenue into missed shipments fast. That is why maintenance cadence belongs in the operating plan, not in the margins of a technician's day.
The goal is simple. Put the right work at the right interval, assign clear ownership, and make completion visible to management. Shops that do this well protect spindle life, hold tolerance longer, and preserve schedule stability. They also protect margins because emergency repair, scrap, overtime, and expediting all start with the same failure. Poor discipline.
Daily discipline beats heroic repairs
Daily work has to fit the shift. If the checklist takes 30 minutes, production will fight it. If it takes five focused minutes and operators know why each check matters, it gets done.
Use a daily routine that covers:
- Lubrication status: Verify lubricant pressure and reservoir level before the first cycle.
- Coolant condition: Check for water contamination, sludge, or obvious concentration drift.
- Pneumatic oil condition: Confirm the oil is clean and free of contamination.
- Fast visual walkaround: Look for leaks, loose fasteners, damaged covers, and abnormal vibration.
- Hydraulic integrity: Inspect hoses and fittings for seepage, abrasion, or swelling.
- Safety function: Test interlocks and emergency stops on the planned schedule.
- Housekeeping: Remove chips and debris before they pack into guideways, enclosures, and sensors.
Operators usually see trouble first. Surface finish changes, unusual sound, rising temperature, and chip behavior often show up before alarms do. Capture those observations on the checklist and route repeat issues to supervision. A mature shop treats operator input as an early warning system, not as informal commentary.
Weekly and monthly work that prevents ugly surprises
Weekly and monthly tasks are where maintenance shifts from visual control to condition control. This is also where management can see whether the plant is protecting asset value or just reacting to breakdowns.
A practical cadence includes:
- Weekly lubrication review: Confirm oil reaches every intended point and matches the machine specification.
- Way cover and sliding surface inspection: Check for dry tracks, trapped fines, damage, and uneven oil film.
- Coolant concentration check: Measure with a refractometer during the monthly routine instead of judging by smell or appearance.
- Drive system review: Inspect belts for wear, tension loss, and heat damage.
- Electrical cabinet inspection: Look for loose connections, clogged filters, heat buildup, and contamination during scheduled downtime.
This is also the point where unattended production becomes a business decision, not just a technical one. Shops pursuing higher spindle utilization after hours need stricter maintenance control, because every avoidable stop wipes out the economics of labor savings and machine time. Teams building that model usually study how lights-out factory operations depend on machine reliability, process discipline, and fast response when something drifts.
Annual interventions that protect the asset
Annual work requires leadership involvement because it competes with output. Production always wants one more month. Good operators and good managers know that deferral gets expensive.
Reserve time for the work that meaningfully affects machine life:
- Spindle inspection or overhaul: Schedule qualified service before wear shows up as chatter, heat, or tolerance loss.
- Motion system renewal: Recondition or replace worn ball screws, linear guides, and related wear components.
- Control protection: Back up programs, parameters, offsets, and machine configurations.
- Calibration and accuracy verification: Perform calibration on the maker's recommended interval and document the results.
The business case is straightforward. A machine with documented maintenance history, current calibration, and planned component replacement holds value better than one whose only attribute is continued operation. Buyers, lenders, and internal finance teams all place a premium on predictable output. That makes maintenance cadence part of asset strategy.
Daily vigilance, weekly and monthly control, and annual intervention give management something more useful than a checklist. They give the business a repeatable way to protect uptime, control repair spend, and extend the earning life of the machine.
Mastering Essential Maintenance Procedures
A CNC machine rarely fails because one dramatic thing broke. Margin erodes through small misses. Oil reaches some points but not all. Coolant concentration drifts. Chips pack into places nobody checks until heat, wear, or poor finish turns into downtime. That is why disciplined maintenance belongs in the operating system of the business, not in a binder on a bench.
The shops that protect enterprise value execute routine work with the same control they expect in setup, inspection, and scheduling. They standardize the task, verify the result, and tie the outcome to uptime, scrap, and repair spend.
Lubrication that protects instead of contaminating
Lubrication failures usually start with substitution, over-application, or blind trust in a sight glass. None of those practices tell you whether the oil at the bearing, guide, or ball screw is the right product and is arriving where it needs to go.
For way covers and linear guides, specification discipline matters. Lubrication should use a minimum viscosity of 46 mm²/s at 40°C with a zinc-free additive package, and oil reservoirs should be drained and refilled every 6 months or 1,800 hours regardless of oil appearance, per ASME-aligned guidance cited here.
What works on the floor:
- Match the oil to the machine requirement: Shelf stock is not a specification.
- Confirm delivery at the point of use: Metering units, lines, and fittings fail unnoticed.
- Inspect travel zones and protected areas: Dry streaks, uneven film, and residue patterns show missed lubrication quickly.
- Change reservoir oil on schedule: Clean-looking oil can still be chemically spent or contaminated.
I have seen expensive machines treated with cheap discipline. The result is familiar. Premature guide wear, sticky axis motion, inconsistent surface finish, and repair work that costs far more than the oil ever would.
A short visual walkthrough can help reinforce proper coolant-side practice before technicians begin the service routine:
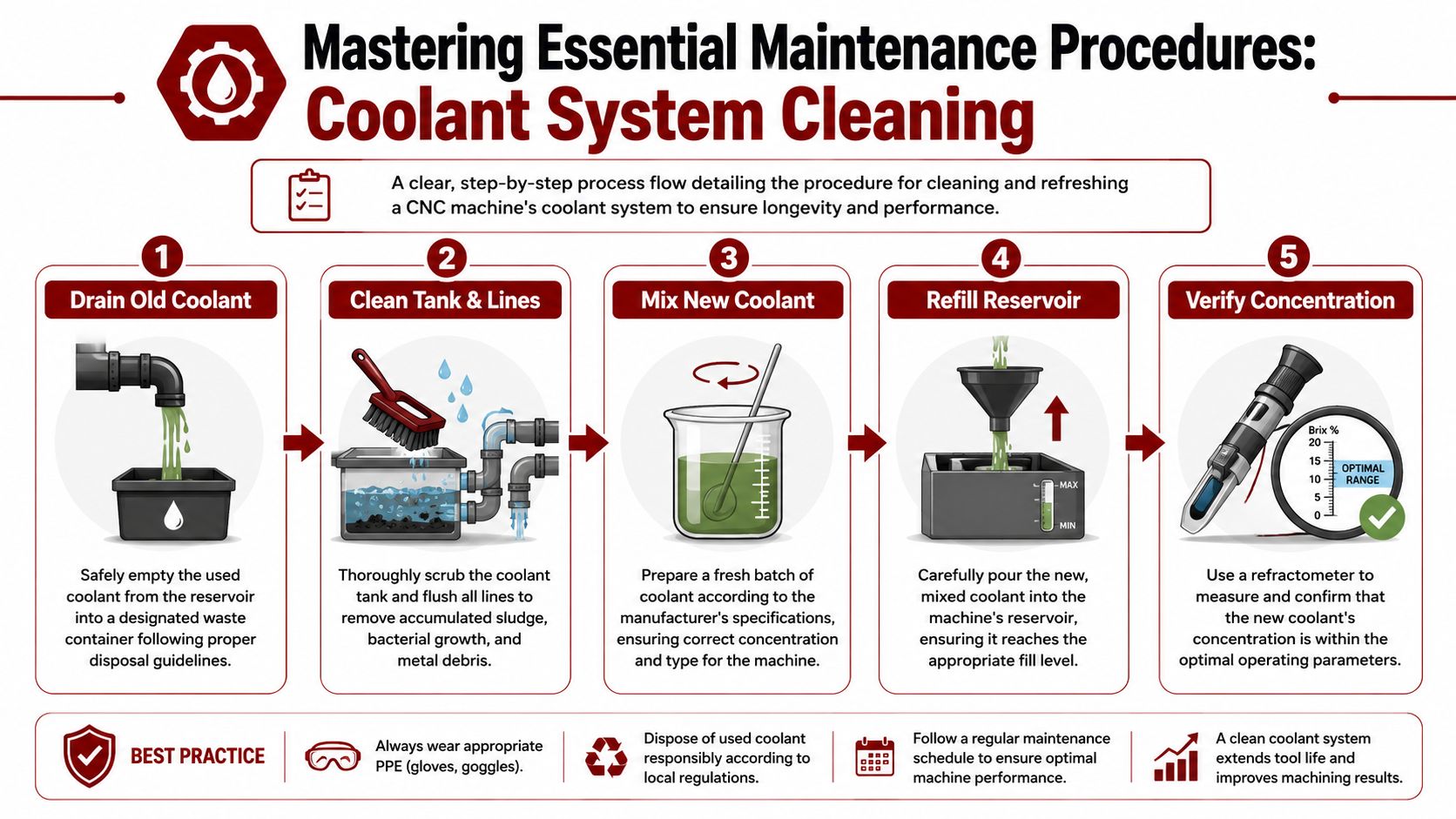
Coolant management that operators can trust
Coolant condition affects heat control, chip evacuation, tool life, and machine cleanliness at the same time. Treat it casually and several KPIs drift together. Tool consumption rises. Finishes degrade. Operators start compensating around the process instead of fixing it.
Use a controlled service routine:
- Drain old coolant safely: Route waste to the proper stream.
- Clean the tank and lines thoroughly: Remove sludge, fines, and residue instead of diluting them with new coolant.
- Mix fresh coolant to the machine requirement: Use the specified ratio, not visual judgment.
- Refill to the proper level: Low level and overfill both create avoidable problems.
- Verify concentration with a refractometer: Record the reading and correct it immediately if it is out of range.
Monthly checks are not busywork. Researchers reported that improper coolant concentration and maintenance practices contributed to higher rates of overheating and fluid-related machine problems in metalworking environments, according to a review published by the National Center for Biotechnology Information.
Coolant management is process control. A machine that runs hot, foams, smells bad, or carries tramp oil is already telling you money is leaking out of the operation.
Cleaning the areas teams skip until failure forces the issue
Visible cleanliness is not machine cleanliness. The trouble starts behind covers, inside conveyors, around seals, and in cabinet cooling paths where fines collect over time.
Focus attention on the areas that directly affect wear and reliability:
- Way covers and chip traps: Packed fines hold moisture, block lubrication paths, and abrade moving surfaces.
- Chip conveyors and discharge paths: Poor chip removal recirculates debris through the machine.
- Electrical cabinets and cooling paths: Dust buildup raises thermal stress on drives, fans, and control components.
Manufacturers and service organizations consistently point to contamination as a leading cause of avoidable component wear and electrical faults. The U.S. Department of Energy's guidance on predictive and preventive maintenance notes that dirt, heat, and poor housekeeping shorten equipment life and raise failure risk across industrial assets.
Hold-down systems deserve the same attention. Vacuum tables, gaskets, and sealing surfaces wear faster when the shop cuts abrasive material or lets fines stay in the work zone. The practical effect is simple. Clamping force drops, part movement increases, and scrap risk goes up.
Good maintenance procedure does more than preserve the machine. It protects throughput, keeps repair spending predictable, and gives leadership a cleaner picture of true asset performance. That is how maintenance starts to show up where executives care most, in margin, capacity, and resale value.
Planning Strategic Overhauls and Component Replacement
A machine can pass its daily checks and still be headed toward an expensive loss of capacity. I have seen shops confuse “running” with “healthy,” then get hit with spindle work, axis error, or control failure in the middle of a revenue-critical schedule. That is not a maintenance miss alone. It is an asset management miss.
Strategic overhauls protect more than hardware. They protect margin, delivery performance, and the resale value of the machine. Leaders should make overhaul decisions from four inputs: how much revenue the machine supports, what tolerances it must hold, how hard it runs, and what failure would cost in missed shipments, scrap, and expedited repair.
Replacement timing should follow business risk, not hope
Run-to-failure often looks like thrift on a spreadsheet. On the shop floor, it usually creates premium freight, broken schedules, overtime, and customer doubt.
For high-precision work, spindle condition, backlash growth, servo response, and thermal stability deserve planned review before visible failure shows up in parts. Hasit Vibhakar has noted that spindle bearing life in demanding applications is finite, and experienced maintenance teams treat spindle rebuilds as planned capital preservation rather than a last-minute repair. That framing matters. A worn spindle is not just a mechanical issue. It can erode process capability long before it stops turning.
| Component decision | Short-term effect | Long-term result |
|---|---|---|
| Delay overhaul | Preserves immediate cash and machine hours | Raises scrap risk, delivery risk, and unplanned repair cost |
| Plan overhaul early | Uses scheduled downtime and planned spend | Protects tolerance control, schedule reliability, and asset life |
Build overhaul planning into the operating calendar
The best plants set replacement windows for spindles, ball screws, linear guides, hoses, seals, encoders, fans, batteries, and control backups before the machine forces the issue. Then they align those windows with customer demand cycles, shutdown periods, technician coverage, and parts lead times.
That discipline improves three parts of the business at once:
- Production planning: Scheduled downtime can be loaded into the master schedule with less disruption.
- Cash control: Planned parts buys are cheaper than emergency buys, especially for long-lead assemblies.
- Enterprise value: Clean service history and timely component replacement preserve machine usefulness and strengthen buyer confidence if the asset is ever sold.
A good overhaul plan also includes digital recovery. Parameter backups, ladder logic archives, part programs, probing routines, and tooling data should be reviewed with the same seriousness as bearings and guides. Shops that connect maintenance planning to manufacturing execution systems and machine event tracking recover faster because they can see which assets drive throughput, where downtime hurts the schedule most, and when planned intervention will do the least financial damage.
Other industries handle the same problem with the same logic. Fleet operators, for example, protect asset life and service continuity by scheduling component work before roadside failure. The principle is similar to understanding proactive fleet upkeep. Control the timing, control the cost.
The management test is simple. If a machine is central to revenue, the overhaul budget should already exist, the downtime window should already be discussed, and the replacement criteria should already be defined. World-class operations do not wait for a major component to choose the date.
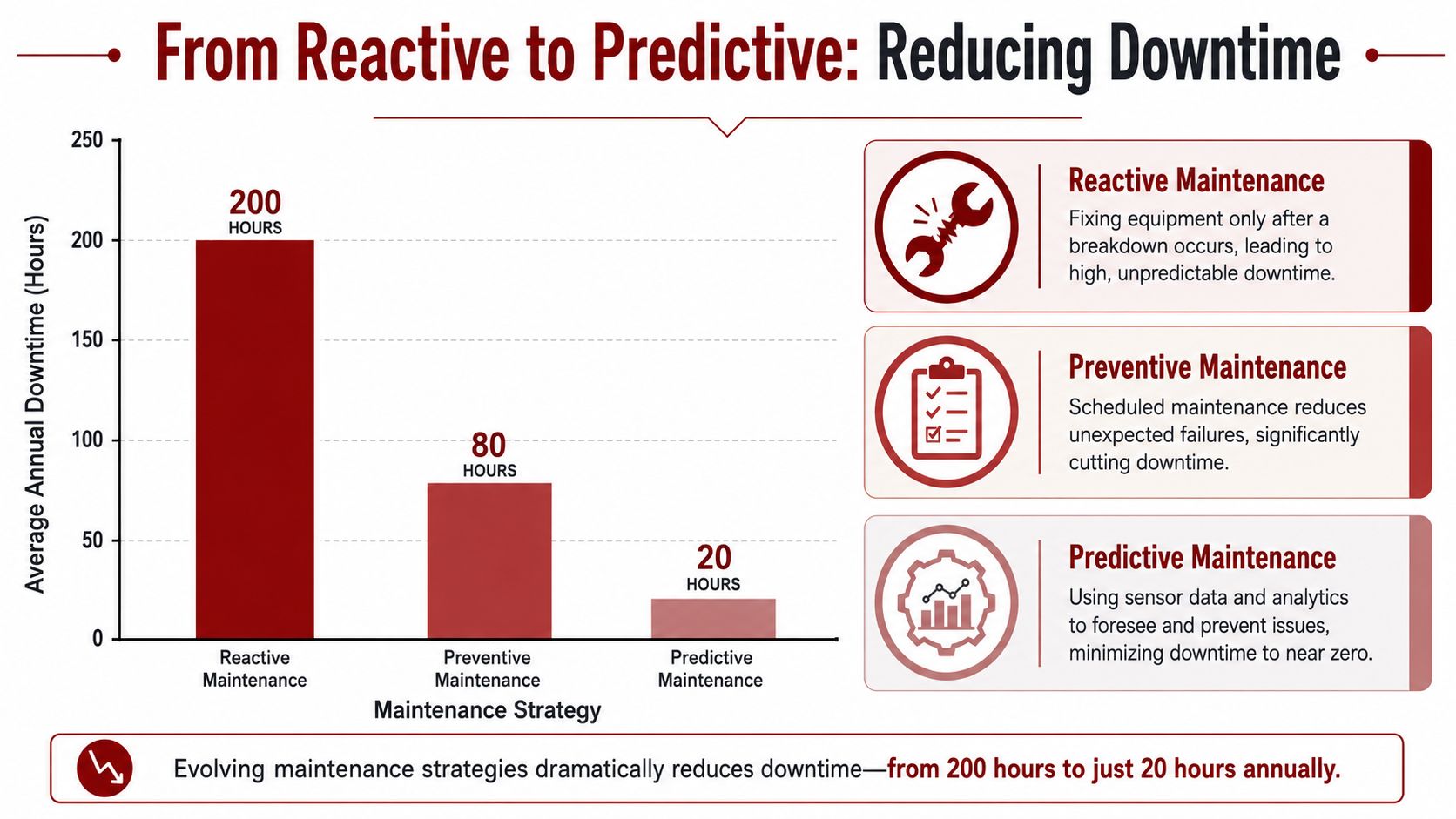
From Reactive Fixes to Predictive Maintenance
Reactive maintenance starts with a symptom. An alarm appears. The tool changer sticks. Surface finish shifts. Positional accuracy drifts. Teams respond, repair, restart, and move on.
That's necessary, but it isn't enough. Every repair order, alarm history, and recurring fault pattern should become part of a larger maintenance intelligence system.
Every fault should become usable data
If the same machine repeatedly throws electrical faults, loses clamp pressure, overheats, or needs way-lube intervention, the repair itself is only half the job. The other half is pattern recognition.
Track each event with enough detail to answer basic questions:
- What failed
- What symptom appeared first
- What part or subsystem was involved
- How long the machine was impaired
- What fix restored operation
- Whether the same failure has occurred before
That record is the foundation for a better maintenance model. It also connects naturally to digital production systems such as manufacturing execution systems, which help operations teams tie machine events to schedule performance, operator actions, and production flow.
Why hours alone no longer tell the truth
A lot of maintenance schedules still work as if runtime hours tell the whole story. In many modern shops, they don't.
Data from 2024 industry audits indicates that 68% of unexpected downtime in North American and European shops stems from static wear such as lubricant oxidation and bacterial growth in coolant rather than dynamic wear from friction and motion, according to Stecker Machine's analysis of CNC maintenance practices. That undercuts the old assumption that hours alone should drive every service decision.
A machine can sit with degrading coolant, aging seals, oxidizing lubricants, or contaminated systems even when runtime looks modest. Another machine can run hard in a stable state and need a different intervention mix. That's why the better question is no longer, “How many hours are on it?” It's, “What condition is it in right now?”
For leaders outside machining, the same logic appears in other asset-heavy sectors. The principles behind understanding proactive fleet upkeep translate well because maintenance maturity always improves when teams track condition, not just calendar intervals and usage.
Hours are a useful input. They aren't a complete maintenance strategy.
Start simple and move toward condition-based maintenance
You don't need a massive sensor investment to start thinking predictively. Begin with disciplined logging of vibration complaints, thermal issues, lubrication anomalies, repeated alarms, and coolant-related defects. Then add simple condition signals where the business case is strongest.
A practical progression looks like this:
- Stage one: Standardize fault coding and work-order notes.
- Stage two: Trend recurring problems by machine and subsystem.
- Stage three: Add vibration checks, thermal imaging, or other condition signals to critical assets.
- Stage four: Use that data to trigger interventions based on degradation, not habit.
That shift matters because predictive maintenance isn't about technology theater. It's about replacing guesses with evidence. Shops that make that move stop treating maintenance as a sequence of isolated repairs and start treating it as an operating system for uptime.
Building a Culture of Maintenance Excellence
At 2:00 a.m., a spindle alarm stops a high-margin job, the operator writes a vague note, and first shift walks into lost hours before anyone has diagnosed the cause. That failure did not start at 2:00 a.m. It started weeks earlier, when small warning signs were tolerated because production targets got all the attention.
Maintenance culture is a management system. It shows up in what supervisors inspect, what operators record, what planners schedule, and what leaders review every week. Shops with strong uptime do not rely on one excellent technician to rescue the plant. They build standards that hold under pressure.
Leadership sets the standard
People repeat what the business rewards. If the only score that matters is parts out the door, teams will skip warm-up discipline, postpone cleaning, ignore minor leaks, and treat recurring alarms as normal. If the scorecard includes verified machine checks, clean handoffs, repeat-failure reduction, and planned downtime performance, behavior changes fast.
A strong shop usually does four things well:
- Give each machine clear ownership by shift: One person is accountable for condition, basic checks, and clean turnover notes.
- Inspect the quality of inspections: A completed checklist matters only if someone verifies that it reflects a real machine condition check.
- Review repeat failures across maintenance and operations: Chronic faults usually point to an operating practice, setup issue, environment problem, or planning gap, not just a bad part.
- Train operators to recognize abnormal conditions early: Vibration changes, lubrication issues, coolant contamination, thermal drift, and unusual sounds should trigger action before they become breakdowns.
Culture is tested during the busy weeks.
If leadership waives standards every time the schedule tightens, the plant teaches everyone the same lesson. Output matters now. Machine health can wait. That decision always shows up later as scrap, missed shipments, overtime, expediting, and capital requests that arrive earlier than they should.
The payoff shows up in uptime and enterprise value
The business case is larger than maintenance cost control. A disciplined program increases usable capacity from the machines already on the floor. It improves schedule reliability, protects margin on tight-tolerance work, and gives sales and operations more confidence when they commit lead times to customers.
Research from the U.S. Department of Energy has shown that predictive maintenance can reduce breakdowns and cut maintenance costs compared with reactive approaches, while also improving equipment availability (U.S. Department of Energy predictive maintenance overview). The exact result will vary by shop, machine mix, and process discipline, but the direction is consistent. Planned care costs less than preventable failure.
That matters at the enterprise level. Buyers, investors, and lenders do not value a machine at replacement cost alone. They value the cash flow that machine can produce with acceptable risk. A plant with stable uptime, clean maintenance records, controlled failure patterns, and disciplined overhaul planning is easier to scale and easier to trust.
This is why cnc machine maintenance belongs in asset strategy, not only in the maintenance department. Well-run assets support EBITDA through higher throughput, fewer premium freight events, lower scrap, and less unplanned labor. They also protect enterprise value by extending asset life and reducing the odds of forced capital spending.
If you're evaluating how operational discipline, asset management, and advanced manufacturing execution can increase enterprise value, Hasit Vibhakar offers deep experience across aerospace, industrial, and precision manufacturing environments. His perspective is especially relevant for business owners, founders, and investors who want manufacturing reliability to translate into scalable growth and stronger shareholder value.


Leave a Reply