
A lot of manufacturers hit the same wall at roughly the same moment. Orders are coming in, the sales team wants to quote larger programs, and the plant is already squeezing everything it can out of conventional CNC cells. Lead times stretch. Operators stay busy. Margins don't improve.
That's usually when multi spindle machining enters the conversation. Not because it's new, and not because it's fashionable. It comes up because leaders need a different production model when single-stream machining can't scale profitably. The question isn't whether multi-spindle machines are fast. It's whether they're the right economic tool for the mix, volume, and variability of the work in front of you.
Table of Contents
- The Production Ceiling and the Path Through It
- What Is Multi Spindle Machining and How Does It Work
- The Physics of Profitability Cycle Time and Cost Advantages
- Choosing Your Weapon A Comparison of Machining Platforms
- Strategic Implementation Design and Tooling Considerations
- The Executive ROI Framework When to Say No to Multi Spindle
- Future-Proofing Your Investment Maintenance and Modernization
The Production Ceiling and the Path Through It
The production ceiling usually doesn't show up as a machine problem. It shows up as a business problem. A shop can still make quality parts, but it can't quote aggressively on larger annual awards because every incremental unit carries too much labor, too much handling, and too much scheduling friction.
That's where multi spindle machining becomes more than a process choice. It becomes a capacity strategy. Instead of treating each operation as a separate event across multiple machines or setups, you collapse those operations into one coordinated cycle. For executives thinking about growth, that changes how you plan labor, floor space, work-in-process, and customer response time.
A good capacity plan should force this question early. If the team is already seeing repeatable, high-volume part families and long-running schedules, the issue may not be staffing at all. It may be that the plant is trying to solve a throughput problem with a labor solution. That's an expensive mistake, and it's one reason broader manufacturing capacity planning matters before new equipment is approved.
Why conventional cells hit a limit
Single-spindle and conventional CNC cells are effective because they're flexible. They can absorb engineering changes, short runs, and mixed demand better than most dedicated systems. But flexibility has a price.
Common symptoms include:
- Excess handling: Parts move from machine to machine, and each handoff adds queue time and alignment risk.
- Layered labor: A plant may need several operators, setters, and support staff to produce what customers treat as one finished part.
- Scheduling drag: Every operation competes for machine time, and one bottleneck center can delay the entire route.
Practical rule: When throughput stalls even though machines are busy, the limiting factor is often process architecture, not operator effort.
Why the path through the ceiling is different
Multi spindle machining changes the production philosophy. It's built for repeatable parts where the company wins by compressing time and reducing touches. If the work fits, the economics can improve materially because setup effort gets spread over a much larger number of parts, and output per machine rises.
If the work doesn't fit, the same machine can become a costly monument to the wrong assumption. That's why the strategic issue isn't “Is multi-spindle better?” The issue is whether your demand profile justifies trading flexibility for concentrated throughput.
What Is Multi Spindle Machining and How Does It Work
A CEO usually starts asking about multi spindle machines after the same pattern shows up for several quarters. Demand is real. Margins are under pressure. The plant is busy, but output still climbs in small, expensive steps. Multi spindle machining exists for that exact situation. It concentrates several operations into one machine so finished parts come off in a steady cadence instead of moving through a chain of separate assets.
A production system built around indexed parallel work
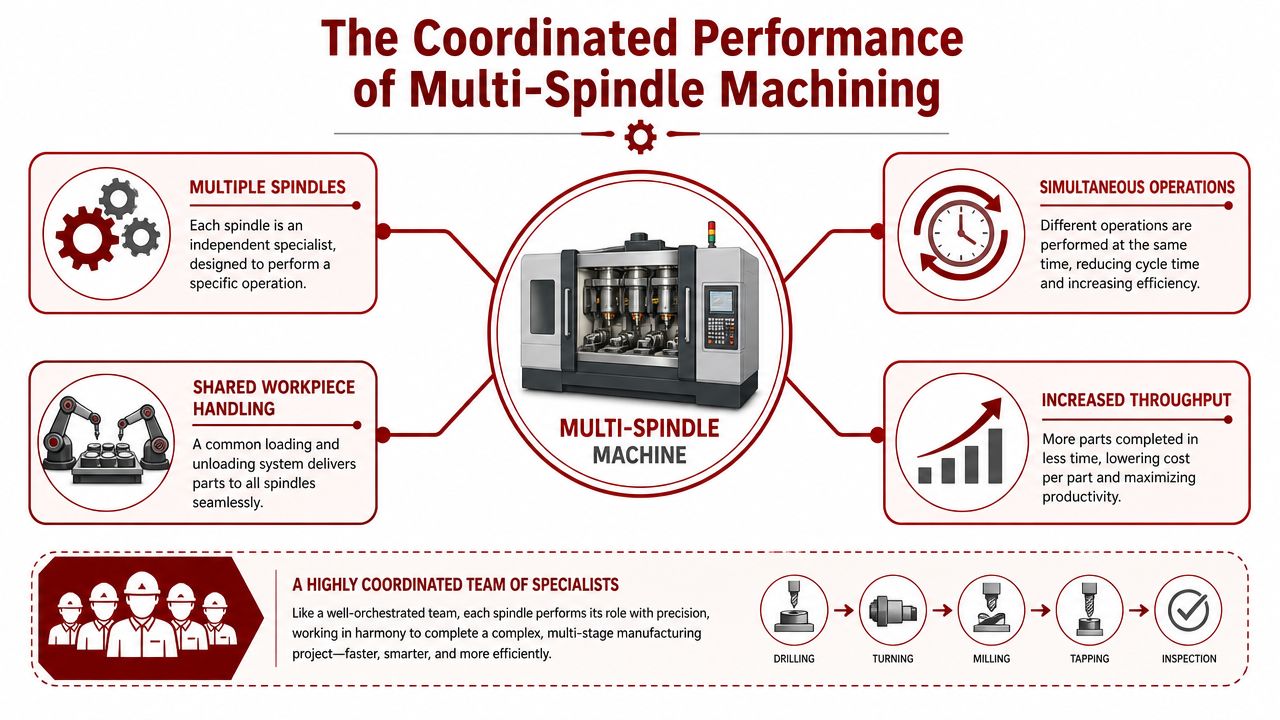
At the machine level, the concept is straightforward. Several spindles hold material or partially completed parts at the same time. Each station is set up for a specific cut, such as turning, drilling, threading, or cross work. The carrier then indexes, sending every part to the next station in sequence.
That matters because the machine is not waiting for one part to go start to finish before another begins. Multiple parts are being worked on simultaneously. Once the cycle is full, each index can produce a completed part, which is why these machines can change the economics of the right job so dramatically.
The operating model usually looks like this:
- Spindles run in parallel: Several workpieces are cut at once, each at a different stage of completion.
- Stations divide the process: Operations are spread across fixed positions instead of stacked serially on one spindle.
- Indexing creates flow: The drum or carrier rotates parts from station to station in a repeatable sequence.
- Output becomes rhythmic: After the machine is loaded and stable, production comes off on index intervals rather than as isolated part completions.
For an executive, the practical takeaway is simple. This is a machine architecture designed to trade flexibility for throughput. That trade only pays when the part family, annual volume, and process stability are strong enough to keep the machine in its rhythm.
Why the platform feels different from a conventional CNC route
A conventional route often asks the plant to manage the part over and over. Load it. Cut one side. Move it. Queue it. Re-fixture it. Run the next operation. Inspect between steps. Multi spindle machining compresses much of that choreography into one enclosed process.
That does not mean every multi spindle machine is the same. Older mechanical screw machines relied heavily on cams and dedicated setups. Modern CNC multi spindle platforms brought much more control over sequencing, feeds, speeds, and feature complexity. The historical shift from early automatic screw machines to CNC multi spindle equipment is outlined in Brogan & Patrick's history of automatic screw machines.
That evolution matters in the boardroom because many investment mistakes come from using an outdated mental model. Leaders who picture only rigid, cam-driven equipment may reject a machine that fits the work. Leaders who see only speed may miss the setup discipline and tooling commitment the platform demands.
What modern multi spindle machines typically include
Current machines can combine several functions that used to require multiple pieces of equipment or additional secondary handling:
- Automatic bar feeding
- Live tooling for cross operations
- Secondary or synchronous spindle capability
- Programmable control over cutting conditions and sequence timing
In practice, the machine is doing more than cutting metal faster. It is reducing handoffs, fixture changes, scheduling conflicts, and opportunities for variation between operations.
That is the primary operating advantage. The machine turns a string of separate production events into one controlled process.
It is also where many companies get the investment case wrong. Multi spindle machining is not necessarily the best answer for high volume work. It is the best answer when the part can be standardized enough, the process can be engineered tightly enough, and the expected demand is high enough to repay the loss of flexibility. If those conditions are missing, the same machine can sit underused while a simpler platform produces better returns.
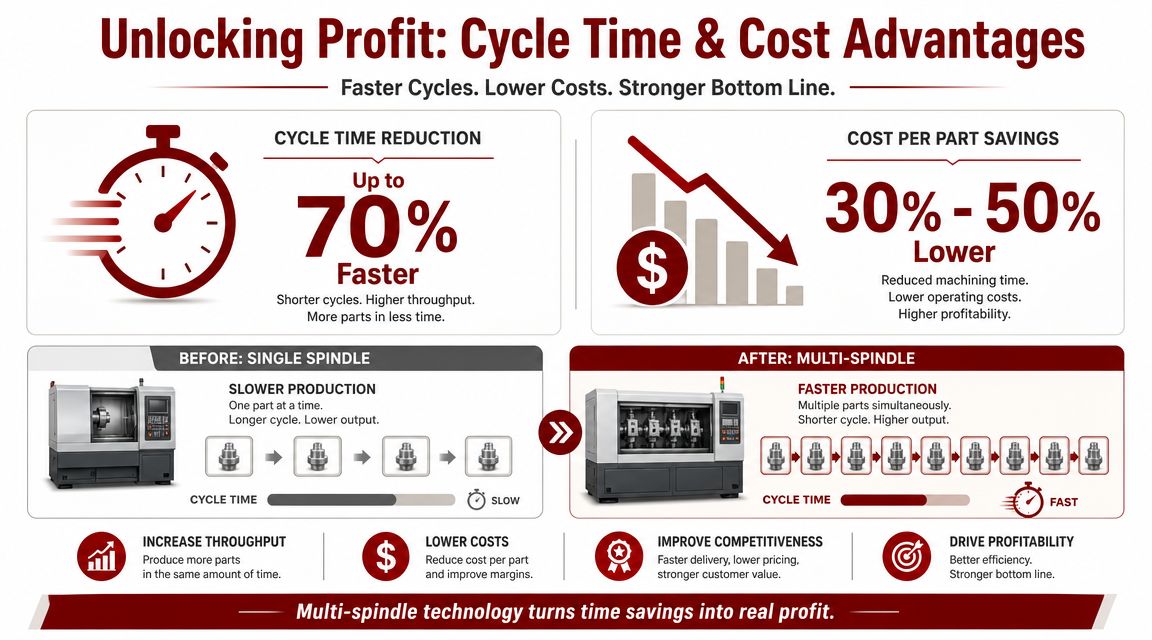
The Physics of Profitability Cycle Time and Cost Advantages
The profit logic of multi spindle machining is simple. If you can complete more of the part inside one uninterrupted cycle, you remove the dead time that usually hides between operations. The machine earns its keep by cutting less air, moving parts less often, and converting setup effort into a larger stream of finished pieces.
A modern example makes the point. Published CNC multi-spindle configurations include 6 main spindles plus 1 synchronous spindle, automatic bar loading, live tooling, and up to 48 axes of motion, and one platform is described as supporting 100,000 to over 1 million parts per year through integrated turning, milling, drilling, and related work in a single cycle, as outlined by Avanti Engineering's CNC multi-spindle machining page.
For executives, that translates into one core idea. Throughput rises because the machine is designed to overlap work.
Where the savings actually come from
The savings don't come from magic spindle count. They come from removing wasted structure in the route.
Three drivers usually matter most:
- Less part handling: The fewer times a part is unclamped, moved, and re-indicated, the less time and error you build into the process.
- Overlapped operations: While one station performs one cut, another station is already doing different work on another part.
- Setup dilution: A complex tooling and process package can still make economic sense if it's spread across a very large lot.
Here's the operational consequence. A plant that currently runs a turned component through several separate machines may be paying for queue time, transportation, intermediate inspection, and repeated loading as much as it's paying for cutting. Multi-spindle architecture attacks those indirect costs.
Why throughput changes the cost structure
This short video shows the kind of synchronized workflow that makes the economics work in the right applications.
A machine like this can also change labor deployment. Instead of staffing several isolated work centers to produce one part family, a shop can concentrate output in one platform and redeploy skilled people into setup, process control, quality, or additional revenue-generating cells.
That doesn't mean every part becomes cheap. It means the machine gives management a path to lower unit cost when demand is stable enough to justify the engineering effort. The cost advantage appears when volume is high, routing is repeatable, and the process can stay loaded long enough to absorb setup and tooling complexity.
A multi-spindle machine is most profitable when the part family is boring in the best possible way. Stable geometry, repeatable demand, disciplined change control.
Choosing Your Weapon A Comparison of Machining Platforms
A board approves a premium machine, the sales team forecasts growth, and 12 months later the asset is running a part mix it was never built for. I have seen that mistake more than once. The machine was not the problem. The volume profile, part complexity, and changeover burden were.
Multi-spindle machining belongs in a narrow but very profitable band. Outside that band, the economics deteriorate fast. That is the comparison that matters here. The question is not which platform looks more advanced. The question is which one produces the lowest fully loaded cost per good part under your actual demand pattern.
The sweet spot for each platform
Executives should compare machining platforms by four factors: annual volume, demand volatility, part geometry, and setup intensity. If one of those variables is out of line, the machine can still make parts. It just may not make money.
Single-spindle CNC lathes and mills are the default choice for uncertain demand, frequent engineering changes, and mixed work. They give a business room to quote broadly and react quickly. Unit cost usually stays higher than multi-spindle at scale, but that flexibility has real financial value when schedules move and product lines change.
Swiss-style lathes fit small, slender, tolerance-sensitive parts where support at the guide bushing and fine feature control drive the process. They often beat a conventional CNC route on precision and feature density for that class of work. For a useful side-by-side view, see this article on comparing CNC turning vs Swiss machining.
Turn-mill centers earn their keep when one machine must absorb multiple operations on a complex part with regular revision activity. They reduce handling and simplify routing. The trade-off is straightforward. They rarely deliver the same output rate as a well-loaded multi-spindle program.
Rotary transfer machines sit even farther toward dedication. They can produce outstanding economics on very stable, long-life parts, but they ask management to commit hard to a fixed process. That commitment is expensive when the program changes, customer mix shifts, or volumes soften.
Multi-spindle machines sit between flexible CNC equipment and highly dedicated transfer systems. That middle position is why they get misapplied. They can outperform general-purpose platforms on repeat work, but they still require enough standardization and runtime to pay back the engineering, tooling, and setup effort.
Machining Platform Decision Matrix
| Technology | Ideal Volume | Part Complexity | Setup Time | Cost Per Part (at scale) |
|---|---|---|---|---|
| Multi-spindle machine | High and repeatable annual demand | Low to moderate, with repeatable features | High upfront effort, best when amortized over long runs | Strong when utilization stays high |
| Single-spindle CNC | Low to medium, or variable demand | Moderate to high mix | Lower and more forgiving | Usually higher at large scale, but often better for mixed work |
| Swiss lathe | Medium to high for small precision parts | Moderate to high in slender geometries | Moderate | Competitive in its niche, especially for precision-intensive work |
| Turn-mill center | Low to medium, especially mixed jobs | High | Moderate to high | Often justified by flexibility more than raw scale economics |
| Rotary transfer machine | Very high and stable demand | Low to moderate, highly engineered route | Very high | Excellent when the part family is fixed and long-lived |
The financial crossover point is where many teams get the decision wrong.
If annual demand is inconsistent, if the part family changes every quarter, or if the geometry forces too many special stations and tools, multi-spindle can lose to simpler equipment despite its headline cycle time. In that situation, the business is carrying underused capacity, heavier setup cost, and more operational complexity than the program can absorb.
A good rule is to treat multi-spindle as a production weapon for stable winners, not as a universal answer for every turned part. The right choice is the platform whose economics still work after you account for utilization, changeovers, scrap risk, staffing, and the odds that the job mix changes before the asset is paid back.
Strategic Implementation Design and Tooling Considerations
A multi-spindle investment succeeds or fails long before the machine reaches the floor. The process has to be engineered around the machine's logic. If the team tries to force a poorly suited part into the platform, cycle time suffers, tool life becomes erratic, and changeovers turn into expensive events.
DFM has to match the machine logic
Design for manufacturability in multi spindle machining is different from design for a flexible CNC cell. The part should support process flow, station balance, chip control, and reliable clamping across repeated cycles.
Priorities that usually matter most include:
- Feature sequencing: Put the geometry in an order that allows stable progression from roughing to finishing without awkward intermediate states.
- Datum discipline: Design parts so the machine can maintain control of critical relationships without unnecessary reclamping complexity.
- Material behavior: Some materials are forgiving in a conventional route but become problematic when multiple tools and stations are packed into one cycle.
Small drawing choices can have outsized impact. Edge conditions, cross-holes, undercuts, chamfers, and thread approaches all influence whether tooling can be arranged cleanly across stations.
Tooling discipline determines whether the economics hold
The best multi-spindle shops treat tooling as a production system, not a purchasing line item. Tool standardization, presetting methods, insert management, and spare station planning all matter because one weak station can govern the effective cycle.
A practical implementation checklist looks like this:
- Balance the stations: The longest operation often controls the machine's output, so process engineers need to distribute work intelligently.
- Standardize holders and consumables: Common tooling architecture reduces setup friction and simplifies inventory.
- Build for repeatability: Fast output is worthless if operators chase offsets or quality drift across stations.
The machine will expose every shortcut in your process engineering. That's not a flaw in the machine. It's the machine telling you the system isn't ready.
There's also a management discipline required after launch. Continuous review of setup methods, station balance, and recurring quality escapes should be built into the operating cadence. That's the same mindset behind broader manufacturing process improvement. Without it, a multi-spindle line can keep running while gradually giving back the margin it was supposed to create.
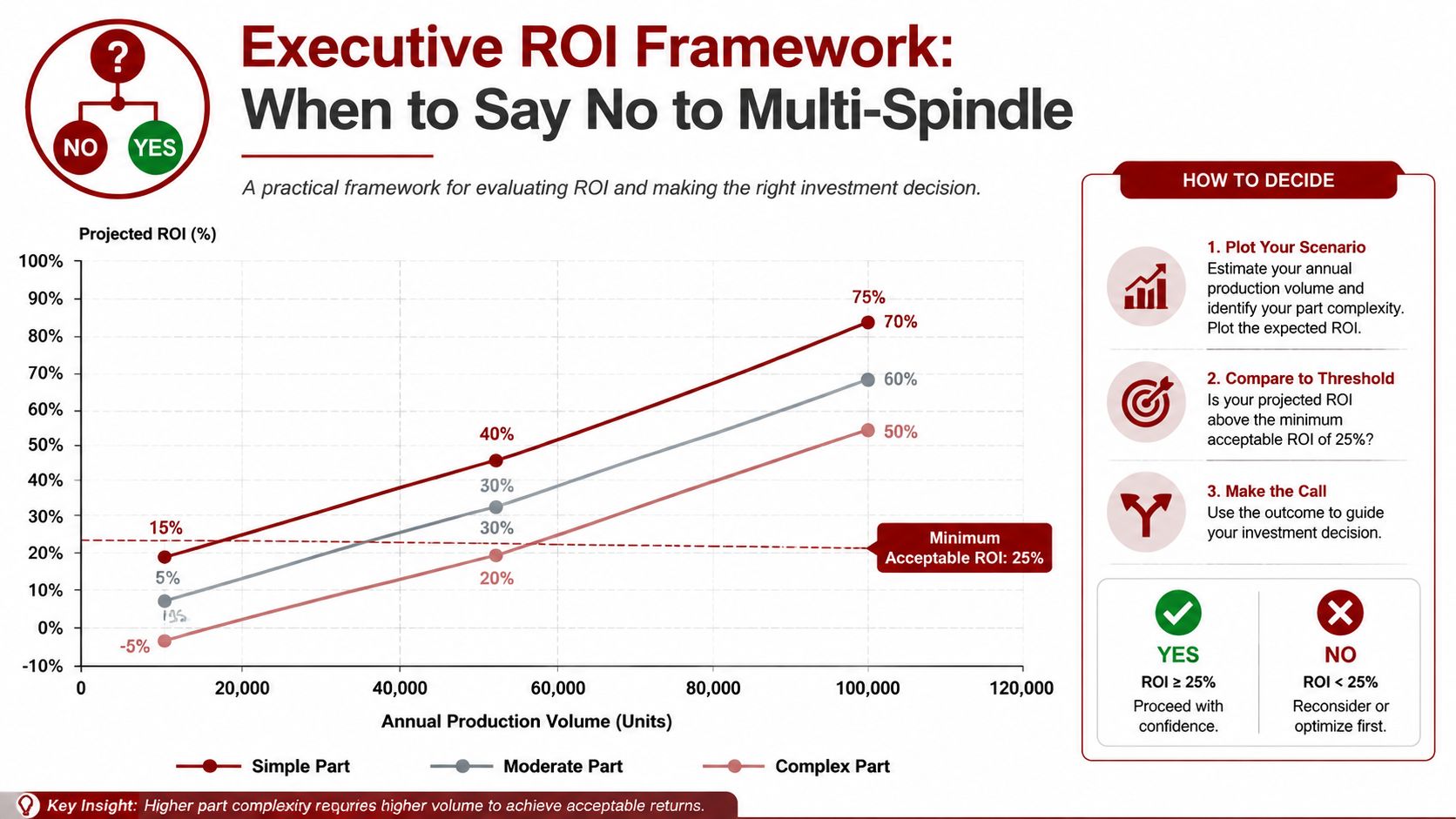
The Executive ROI Framework When to Say No to Multi Spindle
This is the decision point most articles skip. They'll tell you multi-spindle machines are ideal for volume work, which is true but incomplete. The executive question is sharper: when does multi spindle machining stop making economic sense?
The old rule was simple. If the run was large enough, multi-spindle was cheaper. That rule is under pressure. Industry coverage now explicitly notes that smaller batch sizes, higher product mix, setup complexity, tooling cost, and programming effort can narrow or even reverse the advantage in mixed-model environments, as discussed in Production Machining's analysis of multi-spindle challenges.
Ask these questions before you approve the capital
A good capital review doesn't start with spindle count. It starts with demand quality.
Use this framework:
How stable is annual volume?
A machine built for long runs needs enough repeat demand to stay loaded. Volatile forecasts can destroy the economic model.How many part families will share the machine?
If management assumes broad sharing, test whether those parts have similar routing, tooling logic, and quality requirements.How often do engineering changes occur?
Revisions are more expensive when process integration is deep and station balance matters.What is the cost of idle sophistication?
A highly capable machine that sits underutilized is not a strategic asset. It's trapped capital.
The flexibility penalty is real
The hidden cost in multi-spindle isn't just setup time. It's inflexibility. A bank of simpler machines can sometimes outperform one advanced platform because the simpler line lets the plant absorb change without major disruption.
Watch for these warning signs:
- Demand is fragmented: Customers place many smaller releases instead of predictable long runs.
- Product mix keeps expanding: Sales wants one machine to absorb dissimilar jobs that don't share process logic.
- Part complexity is rising: The work may fit a turn-mill or Swiss solution better than a throughput-first architecture.
- The quote depends on perfect utilization: If the ROI model only works when the machine runs near full schedule on ideal jobs, the investment case is fragile.
If the business wins by saying yes to changing customer requirements, don't buy a machine that only wins when customers stop changing.
A disciplined review should compare two paths. One is the concentrated throughput model of a multi-spindle platform. The other is a more distributed model using flexible CNC assets. The cheaper option on paper isn't always the more profitable one over time. The right answer depends on how much value your business derives from responsiveness, changeover agility, and mix flexibility.
The strongest buyers understand that saying no can be the highest-return decision.
Future-Proofing Your Investment Maintenance and Modernization
A multi-spindle machine should be treated like a long-life production platform. If the asset is matched well to the work, the next leadership challenge is protecting uptime and expanding useful life. That requires two disciplines. First, maintain the machine like a mission-critical line. Second, modernize it when control technology can improve economics.
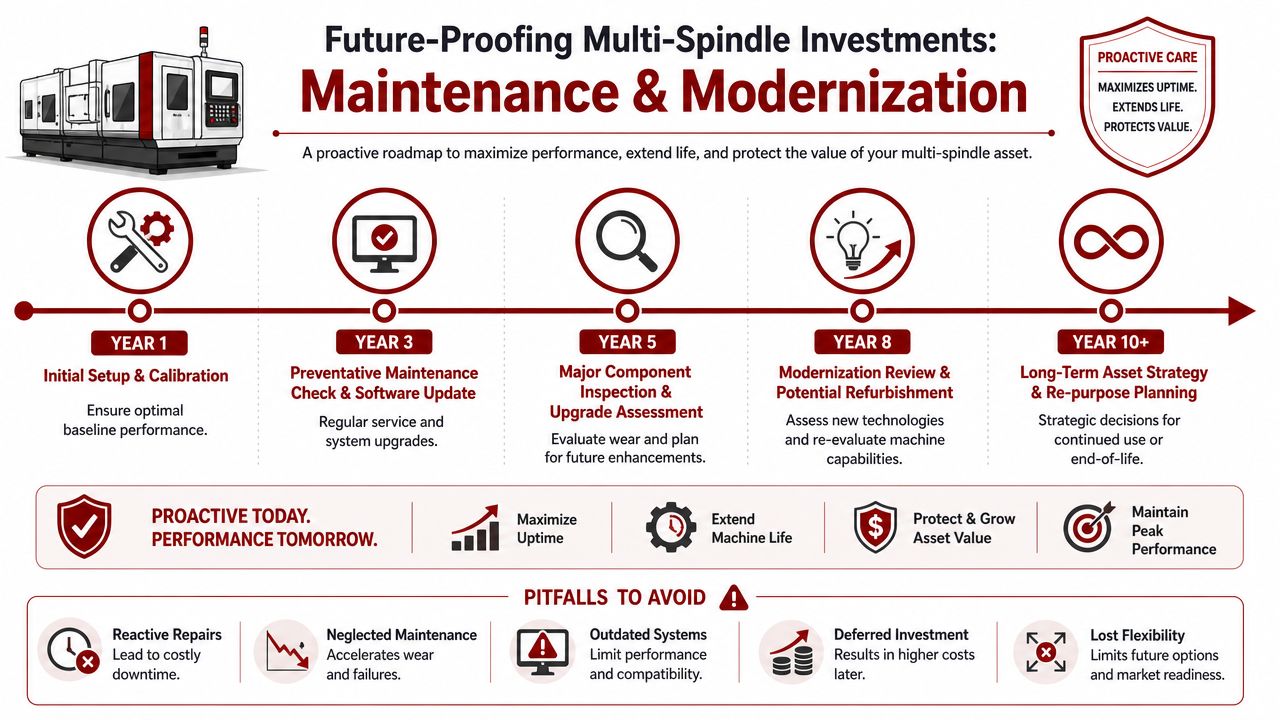
Protect the asset first
The maintenance side is straightforward, but too many shops under-resource it because the machine appears durable until accuracy slips or downtime becomes recurrent.
Strong operators focus on:
- Preventive inspection: Spindles, slides, lubrication systems, and indexing functions need disciplined review.
- Calibration habits: Precision drift rarely announces itself loudly. It shows up in variation, tool wear patterns, and rework.
- Critical spare planning: The right spares strategy prevents long downtime on mature equipment.
A neglected multi-spindle machine can still produce parts for a while. It just won't produce them at the margin or confidence level the original investment model assumed.
Modern controls are changing the use case
The more interesting development is on the modernization side. Modern CNC controls are changing the ROI profile by allowing spindle-speed optimization for specific operations within a cycle, which makes multi-spindle production more flexible and efficient and helps open the door to smaller batch sizes, higher-mix manufacturing, and reshoring of more complex work, according to MMS Online's coverage of CNC advances on multi-spindles.
That matters because it changes how leaders should think about the platform. Multi-spindle is no longer only a legacy answer for repetitive commodity work. In the right environment, updated controls can make the platform more adaptable than many buyers assume.
A practical modernization lens includes:
- Control upgrades: Better process control can improve changeover discipline and help the machine handle broader work ranges.
- Software and parameter strategy: Spindle-speed optimization and operation-specific tuning matter more than generic “faster machine” claims.
- Refurbish versus replace decisions: Legacy iron with the right retrofit path can remain highly productive if the base mechanics are sound.
A future-proof machine isn't the newest machine in the building. It's the one the company can keep productive as customer requirements evolve.
The executives who get the best returns from multi spindle machining usually do two things well. They buy with discipline, and they maintain with discipline. The combination matters more than the brochure.
If you're evaluating whether multi spindle machining fits your growth strategy, Hasit Vibhakar brings an operator's perspective shaped by decades of building and scaling manufacturing businesses. That matters when the decision isn't just about machine capability, but about utilization, ROI, and shareholder value.
Leave a Reply